You need safe systems to keep things working well. Dual block and bleed ball valves help with this. These valves stop leaks and keep your equipment safe. Their special design lets you fix things without stopping everything. This keeps work going and lowers dangers. If you work with high pressure or delicate materials, these valves are very dependable.
Key Takeaways
- Dual block and bleed ball valves stop leaks and allow safe repairs without turning off systems.
- These valves have two seals. If one breaks, the other still works, making them safe for high pressure.
- Using these valves can lower repair costs by 30% and keep systems running during fixes.
- Their small size saves space, making setup simple and keeping things neat.
- These valves help the environment by trapping harmful liquids and stopping leaks.
Understanding Dual Block and Bleed Ball Valves
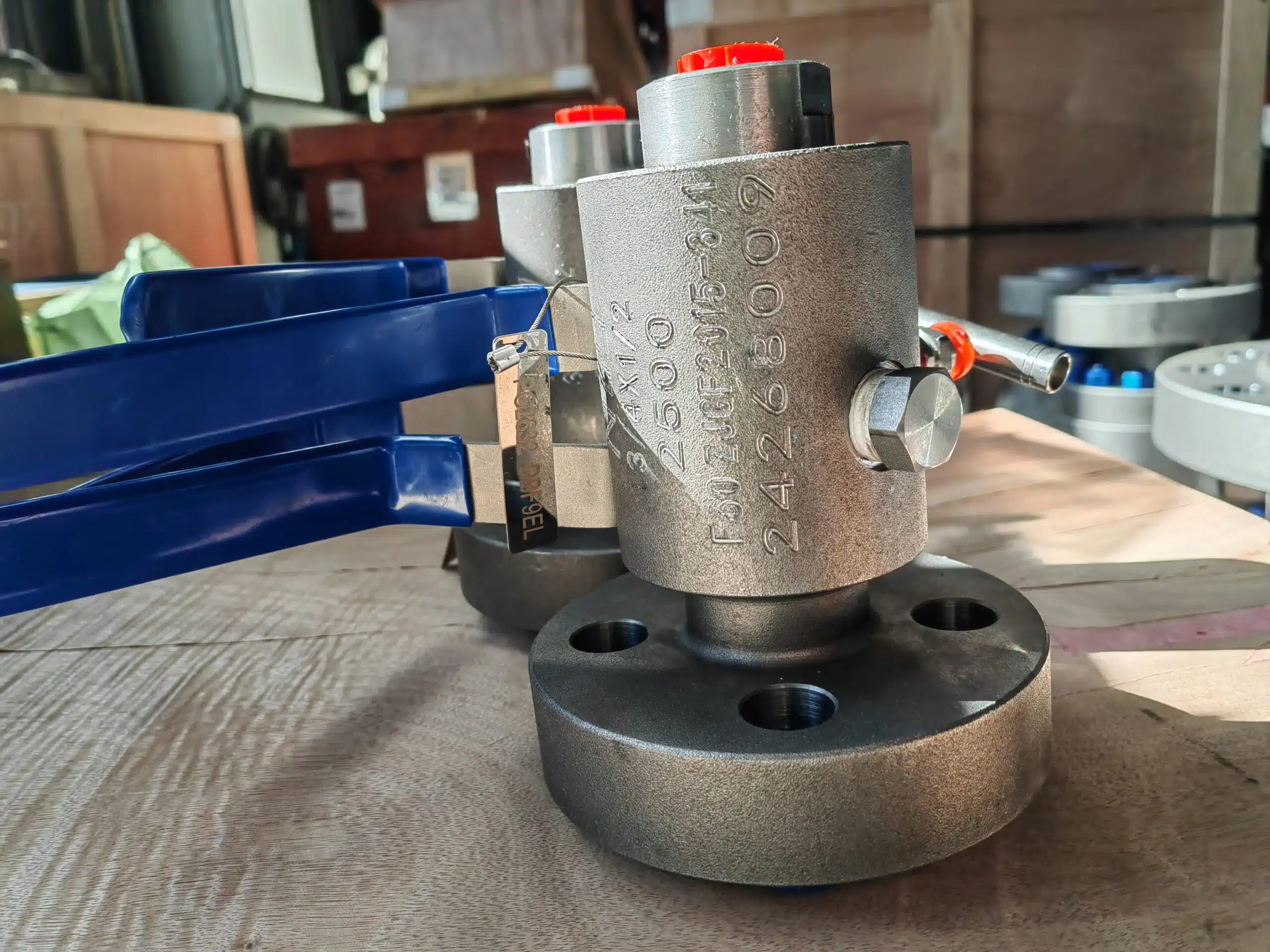
Design and Structure
Dual block and bleed ball valves are made to be safe and efficient. They have two seals, called blocks, and a vent system. This setup lets you stop fluids or gases on both sides. It also safely releases any trapped pressure in the middle. This design helps prevent leaks and keeps things running safely.
The materials used for these valves are chosen carefully. They match the fluids or gases the valve will handle. For tough environments, stainless steel or strong alloys are often used. These valves are also built to handle specific pressures and temperatures. This ensures they work well even in tough conditions.
Here’s a simple summary of the main design features:
| Criteria | Description |
|---|---|
| Material Selection | Materials must work with the fluids or gases used. |
| Pressure and Temperature Ratings | Valves must handle the system’s pressure and temperature safely. |
| Valve Type and Configuration | Choose between single or dual systems, manual or automated. |
| Compliance with Industry Standards | Valves must meet safety and performance rules. |
This strong design makes these valves perfect for important jobs where safety matters most.
Dual Isolation and Venting Mechanism
The dual isolation and venting system is what makes these valves special. It blocks fluid flow from both ends and vents trapped fluid in the middle. This stops leaks and keeps the system safe.
As per API 6D standards, these valves need two sealing surfaces. These surfaces block pressure from both directions. The space between them has a vent to release trapped pressure. This setup ensures the valve works well and reduces risks of accidents or contamination.
This system also adds extra safety. If one block fails, the other still works to stop flow. This is very useful in high-pressure or dangerous systems. The venting system also allows repairs on one block without affecting the other. This makes maintenance easier and safer.
By combining dual isolation and venting, these valves provide top performance. They ensure safety and efficiency in critical systems.

Enhancing Safety with Dual Block and Bleed Valves
Stopping Leaks and Keeping Things Clean
Dual block and bleed valves help stop leaks and contamination. They keep dangerous fluids or gases safely contained. For example, in power plants, they separate turbines, boilers, and fuel systems during repairs. This stops harmful materials from leaking out. In medicine factories, they prevent mixing between different process streams, keeping products pure. In food factories, these valves keep production lines clean and free from contamination.
These valves are designed to prevent any leaks. They release trapped pressure between two seals, stopping leaks completely. This is very important in industries like oil and gas. Leaks in these areas can harm the environment and cause safety problems. For instance, these valves are used to safely close off parts of pipelines during repairs, lowering the chance of spills.
Staying Safe in High-Pressure Systems
High-pressure systems need strong safety tools, and these valves are perfect for that. They have two seals, so if one fails, the other still works. This extra safety is very helpful in important systems. For example, on offshore oil platforms, these valves have cut repair costs by 30% while improving safety.
Some newer valves have smart sensors to monitor them in real time. These sensors quickly find pressure changes or leaks, so problems can be fixed fast. In chemical factories, this technology has helped stop leaks and kept workers safe.
These valves are useful in many industries. In water treatment plants, switching to composite dual block and bleed valves has made them last 50% longer. This makes them safer and more reliable, even in tough conditions.
| Industry | Example Use Case | Safety Benefit |
|---|---|---|
| Oil and Gas | Using dual-seal valves on offshore platforms. | 30% lower repair costs |
| Chemical | Smart valves with sensors for real-time leak detection. | Better safety by stopping leaks |
| Water Treatment | Replacing old metal valves with stronger composite ones. | Valves last 50% longer |
| Power Generation | Adding efficient DBB valves in power plants. | 15% better energy use |
By using these valves, you can make high-pressure systems safer. They reduce risks and make operations more reliable.
Improving Efficiency with Dual Block and Bleed Valves
Maintenance Without System Shutdowns
Dual block and bleed valves make maintenance easier. They let you work without shutting down the whole system. You can close off parts of the system and safely release trapped pressure. This means repairs or checks can happen without stopping everything.
For example, in oil and gas industries, workers can fix pipelines while production continues. This saves time and lowers the chance of accidents during repairs. These valves help your team focus on their work without worrying about leaks or pressure problems.
Here are some proven benefits of using these valves:
- Maintenance time can drop by 30%, saving money.
- Workers can finish tasks faster and more efficiently.
Adding dual block and bleed valves to your system makes maintenance smoother. It keeps everything running without major interruptions.
Reducing Operational Downtime
Stopping operations can be expensive and frustrating. Dual block and bleed valves help avoid this by isolating and venting safely. With these valves, you can fix problems quickly without shutting down the whole system.
One oil and gas company cut maintenance costs by 30% and increased uptime using these valves. This shows how they improve efficiency in important systems.
New technology, like IoT sensors, makes these valves even better. Sensors track performance in real time and warn you before issues happen. This helps you fix things early, reducing downtime and keeping systems running longer.
Benefits of less downtime include:
- Lower repair costs with early maintenance.
- More productivity since systems stay active during fixes.
Using dual block and bleed valves improves your operations. They make your system more reliable and efficient.

Key Benefits of Dual Block and Bleed Valves
Saving Money and Easier Maintenance
Dual block and bleed valves help save money by cutting repair costs. Their strong design lasts longer, so you don’t replace them often. Operators who change these valves every 8-10 years spend 22% less on fixing emergencies. This long-lasting design also lowers the chance of sudden problems, saving time and money.
These valves make preventive maintenance simpler. Replacing valves too often can cost more over time. But balancing replacement costs with production losses helps avoid downtime. The table below shows these benefits:
| Benefit | Description |
|---|---|
| Cost Savings | Operators replacing DBB valves every 8-10 years spent 22% less on emergency repairs. |
| Lower Maintenance Costs | Shorter replacement intervals led to 35% higher capital spending over 20 years. |
| Better Efficiency | Balancing replacement costs with production losses reduces downtime. |
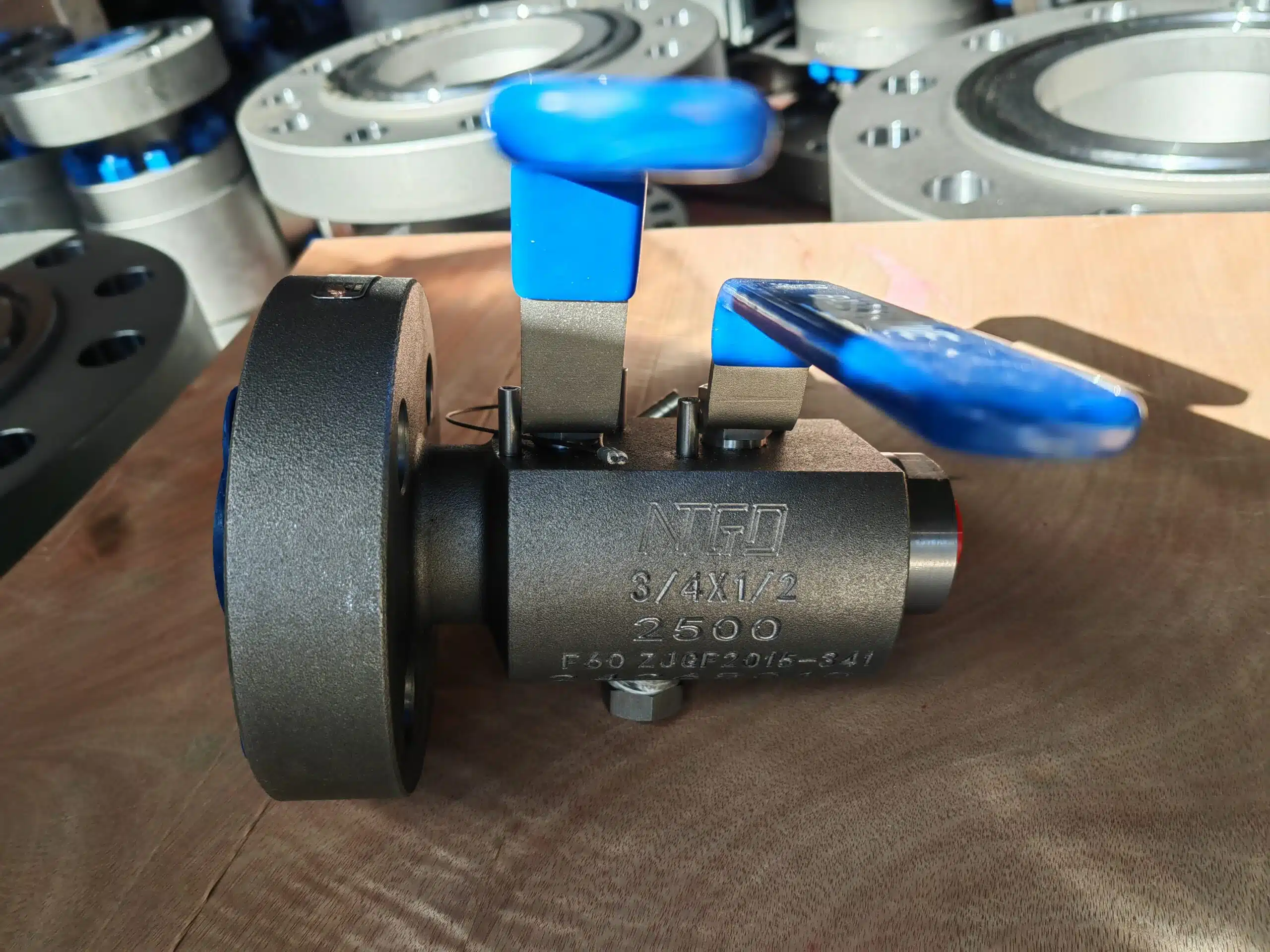
Choosing good valves like NTGD ones saves money and improves efficiency.
Small Size for Saving Space
Industrial systems often have limited space. Dual block and bleed valves fix this with their small size. They combine blocking, isolating, and venting into one unit. This means fewer parts are needed, saving space in your system.
In industries like oil and gas or water treatment, where equipment is packed tightly, this design makes installation easier. It also keeps systems neat and simple to manage. NTGD valves are made to save space while still working well.
No Leaks for Better Safety
Stopping leaks is very important for dual block and bleed valves. These valves use a special gate to seal tightly, keeping leaks very small. They follow strict rules like API 598 and ISO 5208, which set limits for leaks. Some systems need zero leaks, and these valves meet that need.
Main features of no-leak performance include:
- Tight seals with almost no leaks.
- Following strict standards for safety and reliability.
- No leaks for important systems.
Industries like chemical plants and power stations trust NTGD valves for their great sealing ability. These valves keep systems safe and efficient by stopping leaks and protecting equipment.
Applications of Dual Block and Bleed Valves
Oil and Gas Industry
Dual block and bleed valves are very important in oil and gas. They help block pipelines during repairs, stopping leaks and keeping things safe. These valves also improve safety by providing strong isolation, which is needed in high-pressure areas to avoid accidents.
Using these valves can make work faster and cheaper. For example, they cut repair time by 30%, saving money and increasing productivity. Their two-seal design lowers the chance of leaks, making them perfect for offshore rigs and refineries.
| Industry | Uses | Benefits |
|---|---|---|
| Oil and Gas | Pipeline repairs, stopping hydrocarbon leaks | Better safety, lower repair costs, more working time |
| Chemical Processing | Blocking process lines for safe maintenance | Safer work areas, no contamination |
Adding these valves helps follow safety rules and keeps systems running smoothly.
Water Treatment Systems
In water treatment, dual block and bleed valves make handling water safer and easier. They block parts of pipelines during repairs, stopping contamination and keeping things running well.
These ball valves are key in wastewater plants, where they control tricky fluid systems. They are also very useful in desalination plants, helping manage water supplies better.
- Used in water plants to handle water safely.
- Needed in wastewater plants for smooth operations.
- Important in desalination plants for managing water resources.
| Area of Use | Why It Matters |
|---|---|
| Water Treatment Plants | Helps with complex water systems and keeps processes safe. |
| Wastewater Management | High-quality valves ensure safe and smooth wastewater handling. |
| Infrastructure Development | Modern systems need reliable valves for better water control. |
Using these valves improves water systems’ safety and reliability, solving problems like water shortages and resource use.
Meter Calibration and Testing
Dual block and bleed valves are great for testing and calibrating meters. They let you safely block and release pressure, ensuring accurate readings and no contamination. These valves are especially helpful in industries needing exact flow measurements, like oil, medicine, and chemicals.
Their small size and no-leak design make them perfect for testing setups. They keep systems safe and reduce mistakes during tests. Adding these valves to your testing process improves accuracy and meets industry rules.
Tip: Using these valves for testing improves accuracy, saves time, and reduces downtime.
Dual block and bleed ball valves are important in industrial systems. Their two-seal design makes them safer by stopping leaks. These valves protect workers and reduce risks. They also cut downtime during repairs, making work faster. Plus, they help the environment by stopping harmful leaks.
| Benefit | Description |
|---|---|
| Better Safety | Stops leaks and keeps workers safe. |
| Improved Efficiency | Reduces delays during maintenance work. |
| Environmental Help | Prevents leaks to protect nature. |
| Saves Money | Cuts costs by isolating process lines reliably. |
Using these valves makes systems safer, cheaper, and more reliable in many industries.
