60-Second Selection Summary (Read This First)
A spring-loaded check valve is a short-stroke, spring-assisted non-return valve designed to prevent reverse flow. In many piping systems—especially pump discharge lines—it is selected as a non-slam / silent spring check valve because it can close rapidly during deceleration, before meaningful reverse flow develops, reducing water hammer risk.
Use a spring-loaded (silent / non-slam) check valve when you need:
-
Fast closing to reduce slam / water hammer
-
Compact, short face-to-face valve body
-
Installation flexibility (horizontal / vertical with the right spring & verified orientation)
Selection boundaries that decide success or failure:
-
Installation orientation (horizontal / vertical up / vertical down)
-
Cracking pressure (minimum ΔP to open)
-
Allowable ΔP (pressure drop at operating flow)
-
Media cleanliness (solids / fibers / scaling risk)
✅ Need a fast selection + quote?Use the RFQ checklist below and paste your project details into the Quote form on the right.
Our engineering team will respond with sizing confirmation and quotation.

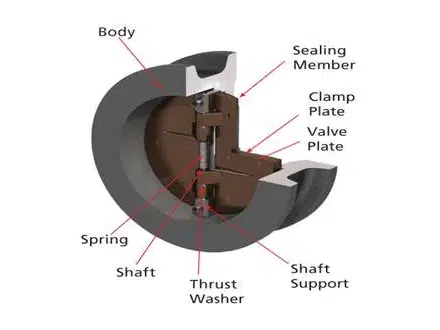
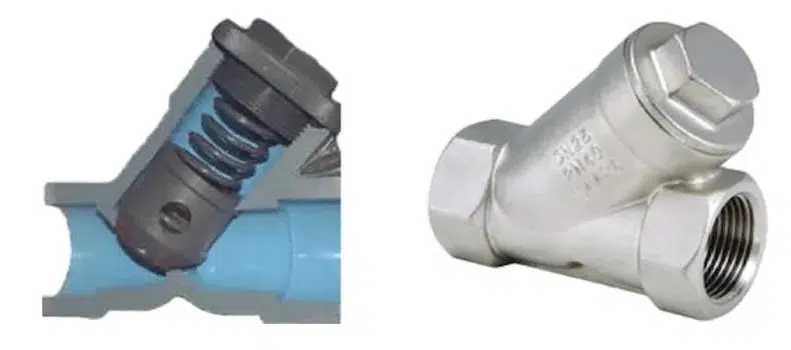
1) How Non-Slam / Silent Spring Check Valves Work
The key point (avoid the common misconception)
A silent / non-slam check valve is not “slow closing.”
The goal is to avoid slam by closing before strong reverse flow forms. A spring-assisted short-stroke design helps the disc return quickly toward the seat during the deceleration phase, reducing the pressure surge that becomes water hammer.
Engineering clarification (useful for transient discussions):
Non-slam behavior is often described as the disc starting closure before/around near-zero flow during deceleration—so the system sees a smaller reverse-flow momentum and a lower pressure spike. (Actual outcome remains system-dependent.)
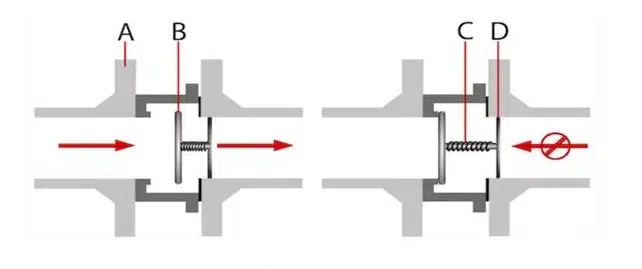
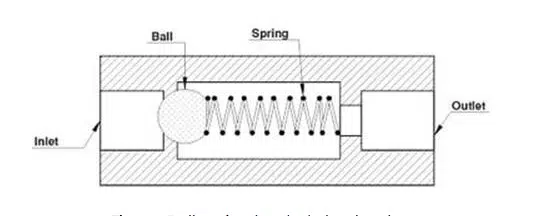
Simple operating sequence
-
Forward flow builds enough ΔP to overcome spring force → valve opens
-
Flow decelerates (pump trip / transient) → spring drives disc toward seat
-
Valve closes rapidly → reverse flow is minimized → slam risk reduced
Practical takeaway: non-slam performance is system-dependent (flow inertia, installation orientation, spring selection, and sizing). A “silent valve” label does not override sizing errors.
2) Selection Guide & Boundaries (Engineering Table)
Use this table as the decision boundary checklist before choosing a spring-loaded / silent check valve:
| Selection Boundary | What It Controls | Practical Selection Notes |
|---|---|---|
| Installation orientation (Horizontal / Vertical Up / Vertical Down) | Opening behavior & stability | Confirm orientation in RFQ. Vertical up/down can change required opening force and stability. Vertical down especially must be verified with the correct spring/guide design. |
| Cracking pressure | Minimum ΔP to open | Too high → valve may not open at low flow. Too low → chatter under unstable flow. Typical industry reference: cracking pressure is commonly specified in a low range (often ~0.5–5 psi / 0.03–0.34 bar depending on design); verify by your minimum ΔP and orientation. |
| Allowable ΔP | Pump energy loss & whether valve reaches full open | Small sizes/high velocity can create higher ΔP. Do not size only by pipe DN—size by operating flow envelope. If the valve never reaches stable full-open, chatter and seat wear become likely. Risk note: sustained high-ΔP operation can accelerate spring fatigue and seat erosion—verify with engineering for high-velocity services. |
| Media cleanliness (solids/fibers/scale) | Sticking, guide wear, seat damage | Dirty media can foul guiding surfaces and spring cavity. Consider upstream strainer/filtration or alternate design (e.g., larger passage / different check type) when solids or fibrous content exists. |
| Pulsation / cycling frequency | Spring fatigue, disc chatter, premature wear | Strong pulsation (reciprocating pump/compressor) can cause chatter and fatigue. Verify suitability or choose a damped/special design. If flow oscillates near cracking threshold, instability is likely. |
Not sure which cracking pressure or orientation fits your line? Send your service conditions for a fast selection + quote.
Typical failure modes (and how selection prevents them)
These are the patterns we see most often when spring checks “fail early”:
-
Chatter (disc instability): usually from oversizing or operating near cracking threshold → repeated impacts accelerate seat wear.
Prevent: size by min/normal/max flow; ensure minimum operating ΔP is comfortably above cracking pressure. -
Sticking / slow return: solids/scale foul guiding surfaces or spring cavity.
Prevent: confirm cleanliness; add upstream filtration; select a structure tolerant of solids where needed. -
Seat erosion / leakage spiral: high velocity + solids + frequent transients → progressive damage.
Prevent: verify velocity/ΔP; consider hard-facing/metal seat options; improve cleanliness strategy.
3) Spring vs Swing vs Lift Check Valve (Comparison + Internal Links)
If you’re deciding between check valve types, use this matrix—then click through to the dedicated pages for deeper selection guidance:
| Decision Factor | Spring-Loaded / Silent (this page) | Swing Check Valve | Lift Check Valve |
|---|---|---|---|
| Water hammer / slam risk | Low (short stroke + spring assist) | Higher risk (longer travel; more transient-sensitive) | Medium (more sensitive to cleanliness and stability) |
| Pressure drop (ΔP) | Typically medium (depends on sizing) | Often low when fully open | Medium |
| Installation flexibility | Many designs support horizontal + vertical (verify) | Often best in horizontal piping | More restrictive; verify orientation |
| Dirty media tolerance | Medium (guiding areas can foul) | Often better for solids than guided designs | Typically more sensitive to fouling |
| Best-fit scenarios | Pump discharge, water hammer sensitive systems, compact piping | Large lines, low ΔP priority, stable conditions | Clean media, specific pressure/space constraints |
-
For large diameter, low-ΔP lines, consider a swing check valve: https://ntgdvalve.com/swing-check-valve/
-
For clean media with stricter installation requirements, see lift check valve selection: https://ntgdvalve.com/lift-check-valve/
-
For compact flange-to-flange installs, see wafer check valve for tight piping: https://ntgdvalve.com/wafer-check-valve/
-
For water hammer control, explore silent check valve options: https://ntgdvalve.com/silent-check-valve/
-
Full range overview: industrial check valve category: https://ntgdvalve.com/check-valve/
4) Types of Spring-Loaded Check Valves & Best-Fit Applications
Below is the type × boundary × best use view (not encyclopedia definitions).
4.1 In-line spring-loaded check valve
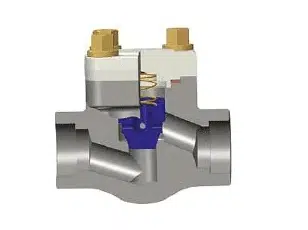
-
Solves: compact installation, fast closure
-
Best-fit: general industrial lines, pump discharge where space is limited
-
Avoid / verify: very dirty media (fouling risk), strong pulsation services
4.2 Wafer spring check / wafer check configurations
-
Solves: short face-to-face, low weight, cost-efficient installs
-
Best-fit: limited space, retrofit between flanges
-
Related page: https://ntgdvalve.com/wafer-check-valve/
-
Also relevant: https://ntgdvalve.com/wafer-type-check-valve/
4.3 Silent / non-slam spring check valves (system protection focus)
-
Solves: reduce slam and water hammer risk in transients
-
Best-fit: pump trip scenarios, HVAC/water systems, sensitive piping
Related pages:
-
Silent Check Valve (water hammer control): https://ntgdvalve.com/silent-check-valve/
-
Non Slam Check Valve (non-slam concept): https://ntgdvalve.com/non-slam-check-valve/
-
Nozzle Check Valve (often used in non-slam applications): https://ntgdvalve.com/nozzle-check-valve/
-
Spring Check Valve (includes axial/silent concept): https://ntgdvalve.com/spring-check-valve/
4.4 Dual plate (wafer) check valves (common wafer selection)
Not a spring-loaded guided-disc design, but common in compact utility installs:
-
Dual Plate Check Valve: https://ntgdvalve.com/dual-plate-check-valve/
-
Dual Plate Wafer Check Valve: https://ntgdvalve.com/dual-plate-wafer-check-valve/
Important: different designs solve different failure modes. Use the selection boundary table to match the valve to your transient and media reality.
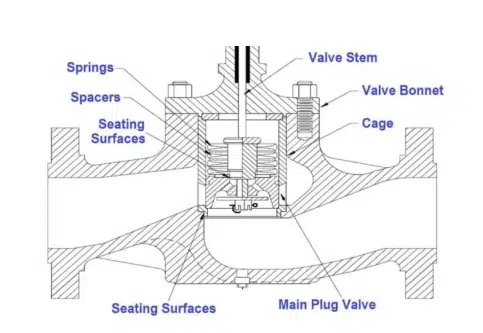
5) Materials & Component Notes (What Actually Matters)

You don’t win reliability by listing every component. You win by matching materials to media + temperature + cycling.
Critical parts for spring-loaded / silent performance
-
Spring material: affects cracking pressure stability and fatigue under cycling
-
Guiding surfaces: critical for anti-stick behavior in dirty media
-
Seat / sealing interface: determines leakage stability after repeated closure events
If you are handling corrosive media or sour service: specify materials and standards in RFQ (e.g., stainless grades, NACE requirements if applicable).
6) Common Problems & Field Fixes (Engineering-Style Troubleshooting)
Symptom A: Valve does not open (no flow)
Likely causes (check in this order):
-
Installed against flow arrow / wrong orientation
-
Cracking pressure too high for minimum operating ΔP
-
Blockage or fouling at guide/seat
-
System flow too low to reach stable open position
Fix: confirm orientation, verify minimum ΔP at operating flow, clean internal parts, select lower cracking pressure spring where needed.
Symptom B: Chatter / noise / unstable operation
Typical causes:
-
Flow fluctuates near cracking threshold
-
Valve oversized or never reaches stable full open
-
Pulsation from pump/compressor
Fix: size by flow envelope, verify ΔP, consider different design for strong pulsation, add damping measures upstream if needed.
Symptom C: Leakage when closed
Typical causes:
-
Seat damage from solids
-
Disc not seating due to fouling
-
Incorrect material selection for temperature/chemistry
Fix: verify cleanliness strategy (strainer/filtration), choose appropriate seat/sealing materials, inspect seating surfaces.
7) Standards & Compliance (Only list what you can support)
Typical references depending on project requirements:
-
Design/manufacturing per applicable valve standards (e.g., ASME B16.34 when specified by project)
-
End connections per piping flange/thread standards
-
Testing per project leakage/hydro requirements
Important: Only include specific API/MSS standards on this page if NTGD can supply supporting documentation/certification for the requested project.
8) Request a Quote — RFQ Checklist (High-Quality Inquiries)
To select the correct spring-loaded / silent check valve and avoid field failures, please provide:
Required (for a fast quote)
-
Line size (NPS/DN)
-
Pressure class / PN
-
Media + operating temperature
-
Normal operating flow (or flow range if available)
-
Installation orientation (horizontal / vertical up / vertical down)
Optional (for more precise selection)
-
Operating pressure and allowable ΔP
-
Required cracking pressure (if specified)
-
End connection (flanged / wafer / threaded / BW)
-
Material requirements (body/disc/spring; NACE if required)
-
Testing requirement (hydro/seat/leakage class)
-
Space limit / face-to-face constraints
-
Special notes (solids, vibration, cycling frequency)
Engineering support: selection + drawings available upon request
Trust note: selection will be reviewed by NTGD engineering based on the service conditions you provide.

9) FAQ (Selection-Focused)
Q1: Is a spring-loaded check valve the same as a non-slam (silent) check valve?
Many spring-loaded designs are used as silent / non-slam check valves due to short stroke and spring assistance, but non-slam performance still depends on sizing, orientation, and system transients.
Q2: Can a spring-loaded check valve be installed vertically?
Often yes, but opening stability and cracking behavior can change between horizontal and vertical (upward/downward) flow. Confirm orientation during selection.
Q3: How do I choose cracking pressure?
Cracking pressure must be low enough to open at your minimum operating ΔP, but not so low that the valve chatters under unstable flow. Provide flow range, orientation, and allowable ΔP for selection.
Q4: What’s the difference between spring-loaded, swing, and lift check valves?
Spring-loaded valves close faster to reduce slam risk, but can add ΔP. Swing check valves can have lower ΔP when fully open but may be more slam-prone. Lift check valves often require cleaner media and stricter installation conditions.
Q5: When should I avoid a spring-loaded check valve?
Avoid or verify carefully in strong pulsation services, heavily contaminated media that can foul guiding surfaces, or systems requiring near-zero cracking pressure for gravity return.
