Author Name: Bruce Zheng
Author Role: Co-Founder and Valve Engineer at NTGD Valve
Author Bio: Bruce Zheng is Co-Founder and Valve Engineer at NTGD Valve, focusing on industrial valve selection, application, and technical content for global B2B buyers.
Last Updated: May 21, 2026
Ball valve maintenance is not only about keeping a valve clean. In industrial piping systems, it helps prevent leakage, hard operation, poor shutoff, unexpected downtime, and shortened service life.
A ball valve relies on controlled quarter-turn movement, stable sealing surfaces, and proper contact between the ball, seats, stem sealing area, body gasket, and end connections. When dirt, corrosion, abrasive media, incorrect lubrication, excessive torque, or worn seals enter the system, the valve may still appear simple from the outside but fail to seal or operate reliably.
This guide explains how to maintain ball valves, how to troubleshoot common ball valve problems, how to inspect leakage and sealing areas, and when maintenance is no longer enough.
Quick Answer: What Ball Valve Maintenance Should Focus On
The core maintenance priorities
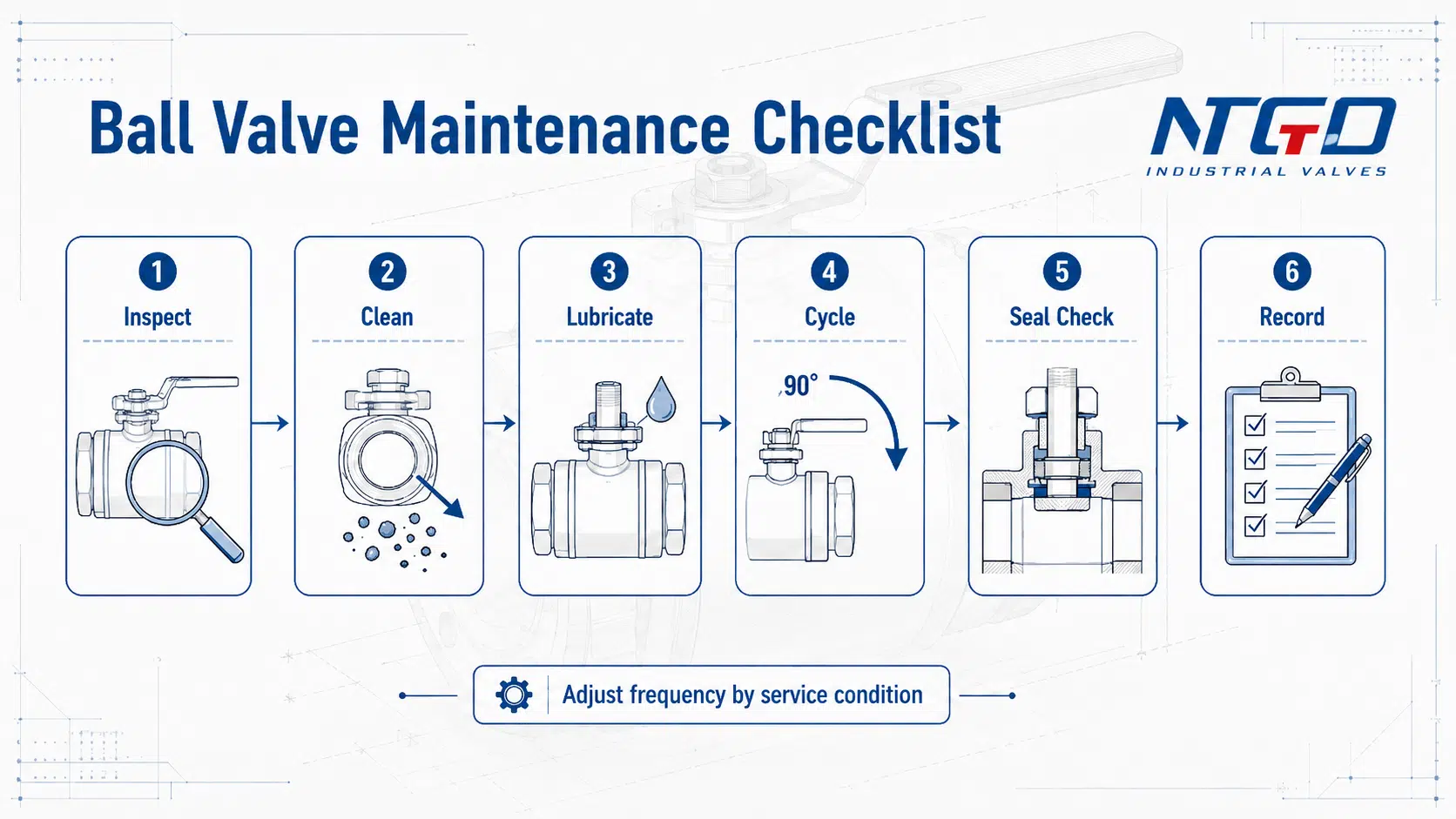
Good ball valve maintenance should focus on five engineering checks:
- Cleanliness — particles, pipe scale, and hardened residue are common causes of poor shutoff, internal leakage, and ball-seat damage. Maintenance should first confirm that the valve and pipeline are not allowing debris to interfere with sealing.
- Operation — the valve should complete its full 90-degree movement without abnormal torque. A rising torque trend is often an early warning that debris, corrosion, packing friction, or seat damage is developing.
- Sealing reliability — inspect stem packing, body gaskets, O-rings, seats, and visible leakage points. A dry exterior does not always mean the valve is sealing internally.
- Service condition control — verify that the valve is still suitable for the real media, pressure, temperature, cycle frequency, and actuation conditions. A valve that is correct for clean water may fail early in abrasive, corrosive, high-temperature, or high-cycle service.
- Documentation and verification — repeated leakage, torque increase, or poor shutoff should be treated as a failure pattern, not as isolated maintenance events.
For clean, low-cycle service, routine inspection, periodic full-stroke operation, and external leak checks may be enough. For abrasive, corrosive, high-temperature, high-pressure, or automated service, the maintenance priority shifts toward sealing inspection, material compatibility review, torque tracking, and repeated-failure diagnosis.
What maintenance can and cannot prevent
Maintenance can reduce the risk of many common ball valve problems, such as stem leakage, hard-to-turn operation, debris-related poor shutoff, early seal wear, and corrosion-related damage.
However, maintenance cannot safely “restore” every damaged valve. If the ball surface is scratched, the seat is severely worn, the body is cracked, the valve has repeated internal leakage, or the valve is used in hazardous or high-pressure service, replacement or manufacturer review may be safer than continued field repair.
In hazardous, high-pressure, corrosive, steam, cryogenic, or other severe service, a valve that repeatedly leaks, sticks, or loses shutoff should be treated as a possible service-condition mismatch or pressure-boundary risk until proven otherwise.
Signs a Ball Valve Needs Maintenance or Troubleshooting
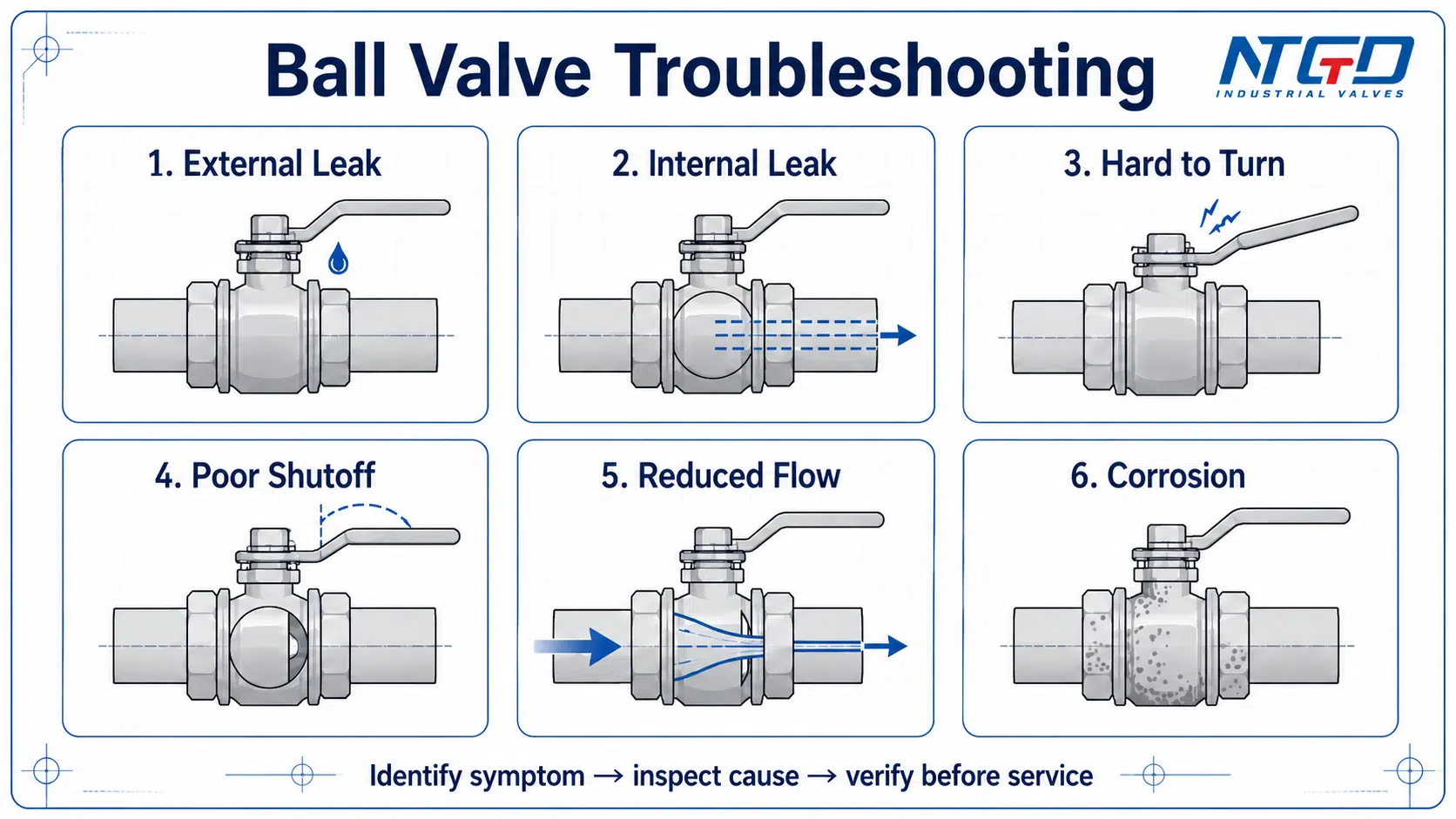
Most ball valve problems first appear as observable symptoms: leakage, hard operation, incomplete closure, reduced flow, corrosion, or abnormal actuator response. Identifying the symptom early keeps troubleshooting focused on the likely failure area instead of jumping directly to repair.
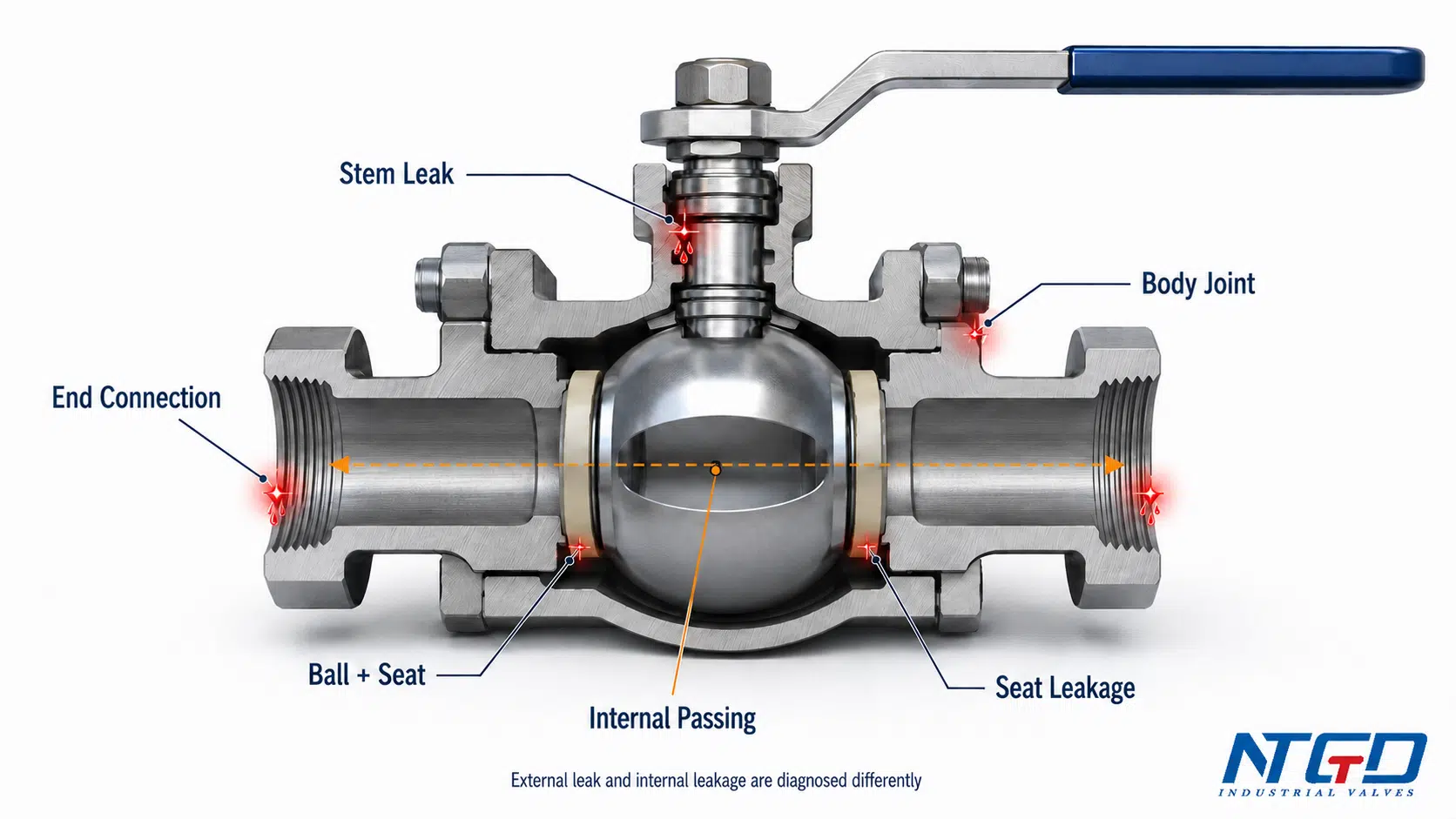
Leakage, poor shutoff, and sealing symptoms
A ball valve should be inspected when any leakage appears around the stem, body joint, end connection, flange, threaded connection, or downstream side when the valve is closed.
Common sealing-related warning signs include:
- leakage around the handle or stem area;
- leakage at the body joint or gasket area;
- leakage from the end connection or flange;
- flow passing through the valve when it should be closed;
- pressure loss downstream of a closed valve;
- repeated need to tighten packing or body fasteners;
- visible seal extrusion, corrosion, or residue around the valve.
Internal leakage is especially important. A valve may look dry on the outside but still fail to seal internally if debris, seat wear, ball damage, or incorrect service conditions prevent proper ball-seat contact.
Hard-to-turn, stuck, or incomplete operation
A ball valve should normally operate through a controlled quarter-turn movement. If the handle becomes difficult to move, the valve stops before full travel, or the actuator cannot complete its stroke, troubleshooting is needed.
Typical causes include:
- debris trapped between the ball and seat;
- corrosion around the stem, ball, or body cavity;
- dried residue from sticky or viscous media;
- lack of periodic cycling;
- incorrect or incompatible lubricant;
- stem damage or packing compression;
- actuator misalignment or limit setting issues;
- valve installed under piping stress or misalignment.
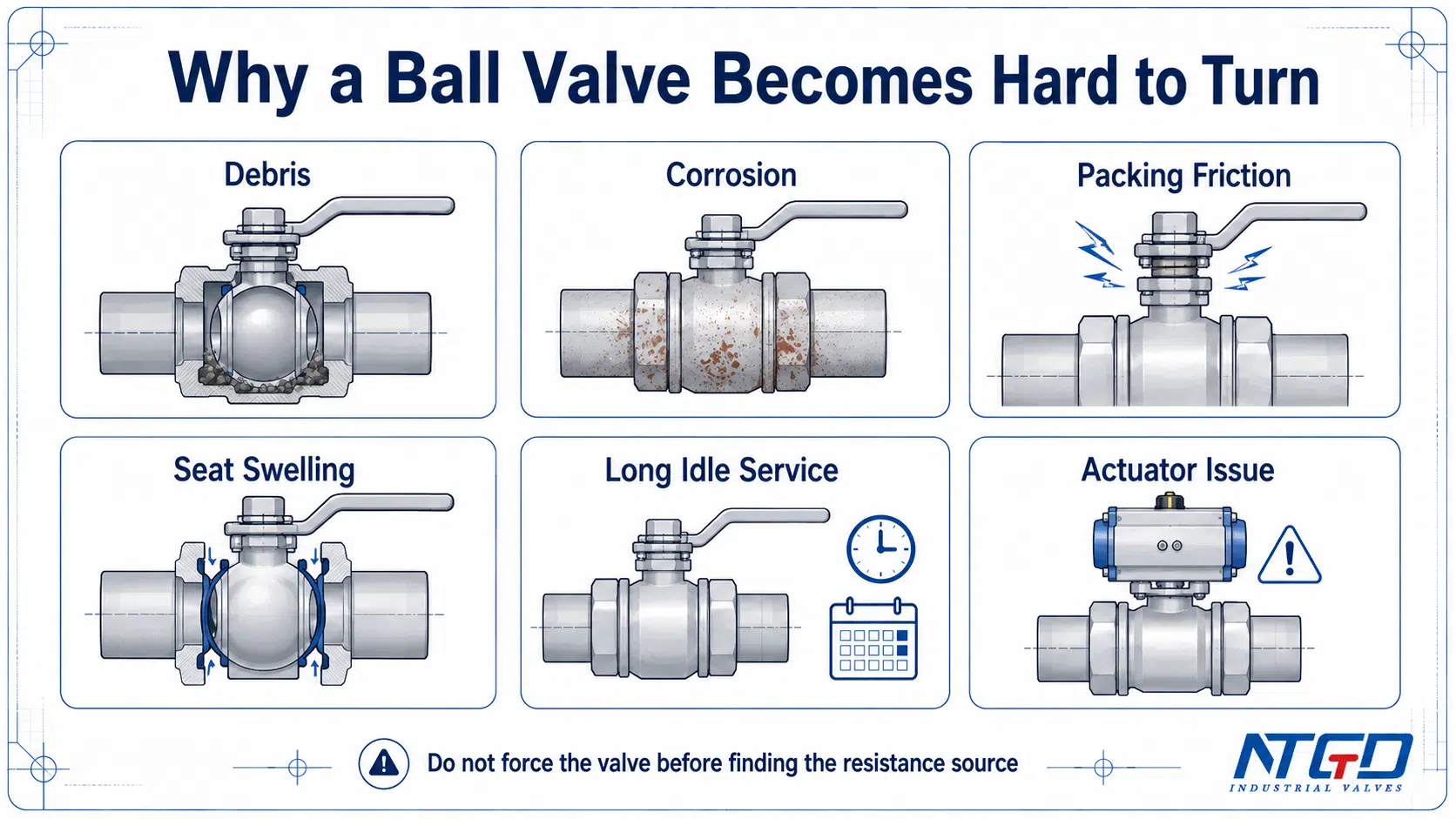
Do not force a stuck ball valve. In solids-containing service, stuck movement often begins with debris or hardened deposits around the ball-seat area; applying more force can turn a maintenance issue into stem shear, actuator overload, or seat damage.
Corrosion, reduced flow, and abnormal operating torque
Maintenance is also needed when the valve shows signs of corrosion, reduced flow, pressure drop, noise, vibration, abnormal torque, or inconsistent actuation.
Reduced flow may not always mean the valve has failed. It can also come from partial opening, port obstruction, sediment buildup, upstream debris, or improper installation. Corrosion may indicate media incompatibility, coating damage, external environmental exposure, or wrong materials selection for the service.
If reduced flow appears after dirty service or start-up, check upstream debris and port obstruction first. If the valve is fully open and the line is clean, the problem may point to internal damage, partial closure, or downstream system restriction.
Ball Valve Maintenance Checklist and Frequency by Service Condition
Ball valve maintenance should be condition-based. A clean utility line may only need routine visual inspection and periodic operation checks. A high-cycle, abrasive, corrosive, or automated service may need more frequent inspection and scheduled shutdown review.
Maintenance checklist and service-condition triggers
| Maintenance Area | What to Check | Typical Condition Trigger | Maintenance Action | Documentation / Follow-up |
|---|---|---|---|---|
| External visual inspection | Stem area, body joint, flange/threaded ends, corrosion, residue | Routine inspection, after start-up, after leakage complaint | Look for leakage, rust, loose fasteners, coating damage, or media stains | Record leak location and repeat pattern |
| Cleaning and flushing | Dirt, sediment, scale, sticky residue, blocked port | Dirty media, slurry, solids, long idle period, reduced flow | Flush line where suitable; clean accessible surfaces during shutdown | Note media condition and contamination source |
| Lubrication | Stem/operating mechanism where lubrication is allowed | Hard operation, scheduled service, actuator torque increase | Use only lubricant compatible with valve design, media, seals, and manufacturer instructions | Record lubricant type if used |
| Full-stroke cycling | Full open and full closed movement | Infrequent operation, storage, automated cycling issue | Operate through full travel where safe; confirm handle or actuator reaches intended position | Record abnormal torque or incomplete travel |
| Seal and seat inspection | Stem packing, O-rings, body gasket, seat area, ball surface | Leakage, poor shutoff, maintenance shutdown | Inspect serviceable parts according to valve design and manufacturer procedure | Identify whether replacement parts are needed |
| Operational verification | Shutoff, leakage, actuator response, flow condition | After maintenance, after repair, after installation | Verify operation before returning to service | Keep maintenance record |
| Scheduled shutdown inspection | Internal components, corrosion, seat wear, soft goods | Severe service, high-cycle service, repeated leakage | Inspect internal parts only if valve design allows safe service access | Decide repair, replacement, or manufacturer review |
| Storage inspection | End protection, cleanliness, corrosion, dryness | Spare valve storage, long-term inventory | Keep protected, clean, dry, and capped before installation | Record storage condition |
If the same leak, torque increase, or shutoff problem appears repeatedly, review the maintenance record as a failure pattern instead of treating each event as a separate issue. Repeated symptoms may indicate unsuitable service conditions, incorrect seat or seal material, poor installation alignment, actuator mismatch, or the need for manufacturer fit-check.
Routine inspection and cleaning
Cleaning prevents many ball valve troubleshooting problems before they appear. Debris, welding residue, pipe scale, product buildup, or solid particles can prevent the ball from seating correctly. In dirty service, a valve may begin to leak internally even when the handle is fully closed.
During routine inspection, check:
- visible leakage around the stem and body joint;
- corrosion on the body, fasteners, stem, and connection area;
- residue around the seat or port if the valve is opened during shutdown;
- deposits that may harden during idle periods;
- debris sources upstream of the valve.
Hardened deposits can prevent full closure and may scratch the ball or seat during the next operation, turning a cleaning issue into an internal leakage problem.
For valves in dirty or solids-containing service, an upstream basket strainer, flushing procedures, or more frequent cleaning may be required. Before changing the maintenance interval, cross-check the actual media, solids content, shutdown access, and previous failure history.
Lubrication and full-stroke cycling
Lubrication should never be treated as a universal fix. Some ball valves are designed with self-lubricating seats or sealing materials, while others may allow lubrication at specific points. The lubricant must be compatible with the valve design, seat material, stem packing, process media, and operating temperature.
A poor lubricant choice can damage seals, attract contamination, or create chemical compatibility problems. Household sprays should not be used as default industrial maintenance solutions.
Full-stroke cycling is also important. Ball valves that remain in one position for long periods may become stiff due to residue, corrosion, or packing compression. Where operation is safe and permitted, periodic cycling helps confirm that the valve can still move from fully open to fully closed.
Seal, seat, stem packing, and gasket inspection
Sealing problems often begin before obvious leakage appears. During maintenance, inspect the areas most likely to affect sealing reliability:
- stem packing or stem seal;
- body gasket or O-ring;
- valve seat;
- ball surface;
- end connection gasket or thread seal;
- actuator connection or stem coupling;
- bolting and body joint condition.
For serviceable ball valve designs, worn soft goods may sometimes be replaced. For compact, welded, crimped, or non-serviceable designs, replacement may be more practical and safer than repair.
Operational checks, testing, and maintenance records
After cleaning, lubrication, adjustment, repair, or replacement of parts, the valve should be checked before return to service. At minimum, confirm that:
- the valve moves through full travel;
- the open and closed positions are clear;
- the stem area does not leak;
- the body joint does not leak;
- the valve shuts off as expected;
- the actuator, if installed, reaches the intended position;
- the same problem does not immediately return.
Maintenance records are useful when the same valve repeatedly leaks, sticks, or requires adjustment. Repeated problems often indicate a deeper issue such as wrong material selection, seat damage, actuator misalignment, unsuitable media conditions, or piping stress.
Before inspection or service, do not disassemble a pressurized valve, do not force a stuck valve, do not mix unknown lubricants or sealants, and do not attempt field repair in hazardous service without approved site procedures and manufacturer guidance.
Common Ball Valve Troubleshooting Matrix
Ball valve troubleshooting should start with the symptom, not with a repair action. The same visible problem can have different causes depending on media, pressure, temperature, valve design, installation quality, and maintenance history.
How to use the troubleshooting matrix
Use the table below as a diagnostic starting point. It is not a substitute for the valve manufacturer’s IOM, datasheet, or project procedure. Industrial valves should be isolated and depressurized before inspection, and hazardous service should be handled only under approved safety procedures.
| Symptom | Likely Cause | Inspection Point | Maintenance / Corrective Action | Replace or Consult Manufacturer When |
|---|---|---|---|---|
| Leakage around stem or handle | Worn packing, damaged stem seal, packing compression loss, stem wear | Stem area, packing gland, handle area | Inspect packing area; adjust only if design allows; verify compatible replacement parts | Leakage repeats, stem is damaged, hazardous media is present, or packing cannot be safely serviced |
| Leakage at body joint | Damaged body gasket, loose body bolts, vibration, thermal cycling, gasket aging | Body split line, gasket area, body bolts | Inspect gasket and fastener condition during shutdown; replace soft goods only if serviceable | Body cracking appears, gasket damage repeats, or pressure-boundary integrity is uncertain |
| Leakage at end connection | Flange gasket issue, thread seal problem, misalignment, over-tightening, pipe stress | Flange, thread, weld end, connection area | Inspect connection integrity and alignment; correct installation stress | Connection damage, flange face damage, weld defect, or piping stress is confirmed |
| Internal leakage / valve passing | Seat wear, ball surface damage, debris between ball and seat, wrong service condition | Downstream leakage when valve is closed, seat area if accessible | Verify full travel, clean debris if possible, and inspect seat/ball during shutdown. If cleaning and full-travel verification do not stop the leak, seat or ball damage is likely | Seat or ball damage is visible, valve is non-serviceable, or leakage affects safety/process isolation |
| Ball valve not closing completely | Debris, stem issue, actuator limit setting, seat obstruction, handle stop issue | Handle position, actuator travel, seat area, port | Confirm whether the valve is mechanically blocked, actuator-limited, or seat-damaged; clean or adjust only after isolation | Actuator cannot complete stroke, stem is damaged, or seat damage is suspected |
| Ball valve stuck or hard to turn | Corrosion, scale, dried media, lack of cycling, wrong lubricant, excessive packing compression | Stem, ball movement, body cavity, actuator coupling | Do not increase force before finding the resistance source; isolate, inspect, clean, and lubricate only where allowed | Stem may shear, actuator overload occurs, or corrosion is severe |
| Reduced flow or pressure drop | Partial opening, port blockage, debris, scale, wrong valve position, downstream obstruction | Valve position indicator, port, upstream contamination | Confirm full open position; flush or clean system if suitable; check upstream debris source | Blockage repeats or internal damage is suspected |
| Sediment or debris buildup | Dirty pipeline, inadequate flushing, solids in media, poor upstream filtration | Port, seat area, upstream strainer, line cleanliness | Clean during shutdown; improve flushing or filtration if suitable | Abrasive solids repeatedly damage seats or ball surface |
| Corrosion or material attack | Media incompatibility, external environment, coating damage, wrong material, condensation | Body, stem, fasteners, seat/seal compatibility | Confirm material compatibility; improve external protection; inspect affected components | Corrosion affects body integrity, sealing, stem movement, or pressure boundary |
| Worn O-rings, seals, or seats | Aging, chemical attack, high cycling, high temperature, abrasive media | Soft goods, seat surface, gasket, stem seal | Replace only if design allows and parts match valve specification | Correct parts are unavailable, damage repeats, or the valve is not designed for service |
| Increased operating torque | Seat swelling, packing friction, corrosion, debris, actuator sizing issue | Operating torque trend, stem, seat, actuator | Investigate cause before increasing force; clean or service according to manufacturer guidance | Torque exceeds actuator capability or risks stem/seat damage |
| Automated ball valve not responding | Actuator issue, limit switch, power/signal problem, coupling issue, valve mechanical resistance | Actuator, coupling, valve stem, open/close indication | Separate actuator-side signal/power problems from valve-side mechanical resistance before changing actuator settings | Electrical/actuator diagnosis is required, valve torque is abnormal, or valve damage is suspected |
| Structural damage or cracked body | Pressure surge, impact, freezing, corrosion, excessive piping stress, over-tightening | Body, end connection, bolting, pressure boundary | Remove from service according to site procedure | Pressure-boundary integrity is uncertain or compromised; do not attempt ordinary maintenance repair |
When a symptom indicates a more serious failure
Some symptoms are maintenance issues; others point to common ball valve failures.
A light stem leak may be corrected in some serviceable designs. A valve that leaks internally after cleaning may have seat or ball damage. A stuck valve that requires excessive force may already have stem, seat, or corrosion damage. Long-term internal leakage can cause process loss, poor isolation, and safety risk in severe service. A cracked body, severe corrosion, or repeated leakage in hazardous service should be treated as a replacement or manufacturer-review case.
Leakage and Sealing Reliability Checks
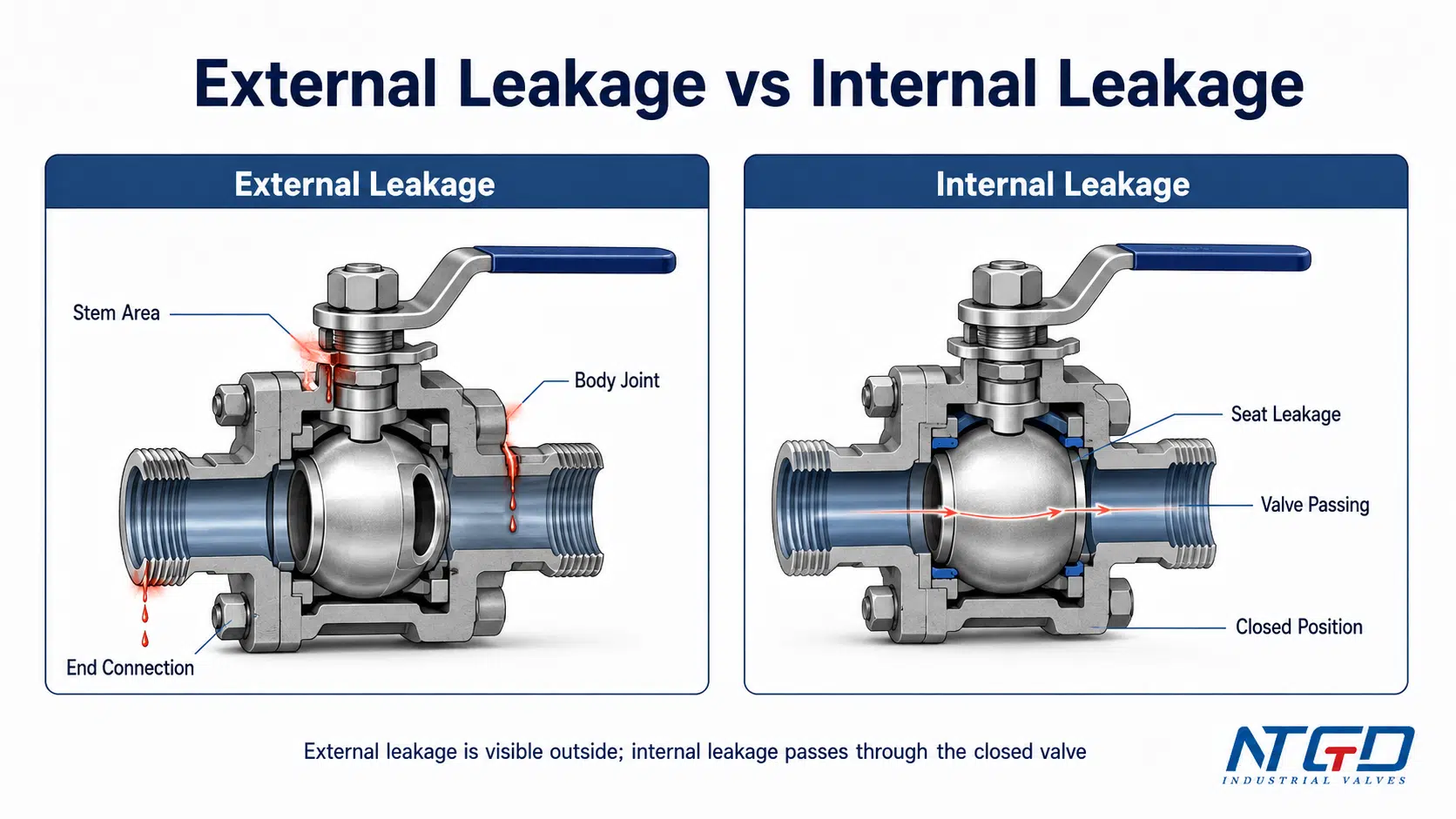
Ball valve sealing is not limited to one component. A ball valve can leak externally at the stem, body joint, or connection. It can also leak internally through the seat area while the outside of the valve remains dry.
Stem or handle-area leakage
Leakage around the handle usually points to the stem sealing area. Possible causes include worn packing, damaged stem seals, packing compression loss, stem scoring, vibration, or incorrect service conditions.
Do not assume that tightening is always the correct solution. Over-tightening may increase operating torque, damage packing, or hide a deeper compatibility issue. If adjustment is allowed, it should follow the manufacturer’s instructions.
Body joint, gasket, and end-connection leakage
Leakage from the body joint often involves a body gasket or O-ring. Leakage from the end connection may involve flange gaskets, thread seal, weld defects, misalignment, or piping stress.
These problems are not always caused by the valve internals. Installation stress, thermal cycling, vibration, and incorrect gasket selection can all create external leakage.
Internal leakage, seat leakage, and poor shutoff
Internal leakage occurs when media passes through the valve even though the valve is in the closed position. This is often described as seat leakage, valve passing, or a ball valve not sealing properly.
Common causes include:
- debris trapped between the ball and seat;
- worn or chemically attacked seats;
- scratched ball surface;
- damaged O-ring or seal;
- incorrect seat material for the media or temperature;
- incomplete rotation;
- actuator limit setting problems;
- pressure or temperature outside the intended design range.
Internal leakage should not be treated the same as a visible external leak. It usually requires seat and ball inspection when the valve design allows safe access.
Leakage source classification table
| Leak / Symptom | Likely Sealing Area | Possible Cause | Maintenance Check | Safe Next Step |
|---|---|---|---|---|
| Leak around handle | Stem packing / stem seal | Packing wear, stem seal damage, vibration, stem scoring | Inspect stem area and packing condition | Adjust or replace only if design and instructions allow |
| Leak at body joint | Body gasket / O-ring | Gasket aging, loose body bolts, thermal cycling, vibration | Inspect gasket line and bolting | Service during shutdown or replace valve if body damage exists |
| Leak at flange or thread | End connection sealing area | Gasket issue, thread seal issue, misalignment, over-tightening | Inspect connection and pipe alignment | Correct connection problem; do not assume seat failure |
| Downstream flow when closed | Seat / ball sealing surface | Seat wear, ball scratch, debris, incomplete closure | Verify full close position; inspect seat/ball if accessible | Clean if debris-related; replace or consult if seat/ball is damaged |
| Repeated leakage after cleaning | Seat, ball, body, or material compatibility | Chemical attack, abrasion, wrong seat material, severe service | Review media, temperature, pressure, cycle frequency | Manufacturer review or replacement may be required |
| Leakage after forceful operation | Ball, stem, seat, O-ring | Seat damage, stem damage, surface scratches | Inspect operating torque and sealing surfaces | Stop forceful operation; review damage before reuse |
The first decision is whether the leak is external or internal. External leakage usually points to packing, gasket, body joint, or connection sealing. Internal leakage usually points to the ball-seat sealing pair and requires deeper inspection before repair or replacement is decided.
How media, pressure, temperature, and seal material affect sealing
A sealing problem often appears when seal material compatibility no longer matches the real service condition. Abrasive particles can cut soft seats, incompatible chemicals can swell or harden elastomers, and temperature excursions can permanently deform sealing elements.
Different soft-seated and metal-seated ball valves have different maintenance risks. Soft-seated ball valves often fail through seat wear, swelling, chemical attack, or embedded particles. Metal-seated or severe-service ball valves may tolerate harsher conditions, but leakage can still occur if sealing surfaces wear, gall, deform, or become contaminated.
This is why ball valve sealing should be checked against the datasheet and service conditions instead of treated as a generic seal replacement issue.
Repair vs Replacement: When Ball Valve Maintenance Is Not Enough
Ball valve repair is a boundary topic for this page. Maintenance can prevent or diagnose many problems, but not every ball valve should be repaired in the field.
When adjustment or soft-goods replacement may be possible
Repair may be possible when:
- the valve is designed for service access;
- the problem is limited to replaceable soft goods;
- the correct replacement parts are available;
- the valve model, pressure class, seat material, temperature, and media compatibility are confirmed;
- the valve can be safely isolated, depressurized, cleaned, and tested;
- manufacturer instructions allow the work.
Serviceable two-piece, three-piece ball valves, or top-entry industrial ball valves may allow inspection or replacement of seats, gaskets, packing, or O-rings. This depends on the actual design. Small sealed valves, welded-body valves, and compact non-serviceable valves are often replaced rather than repaired.
When replacement is safer than repair
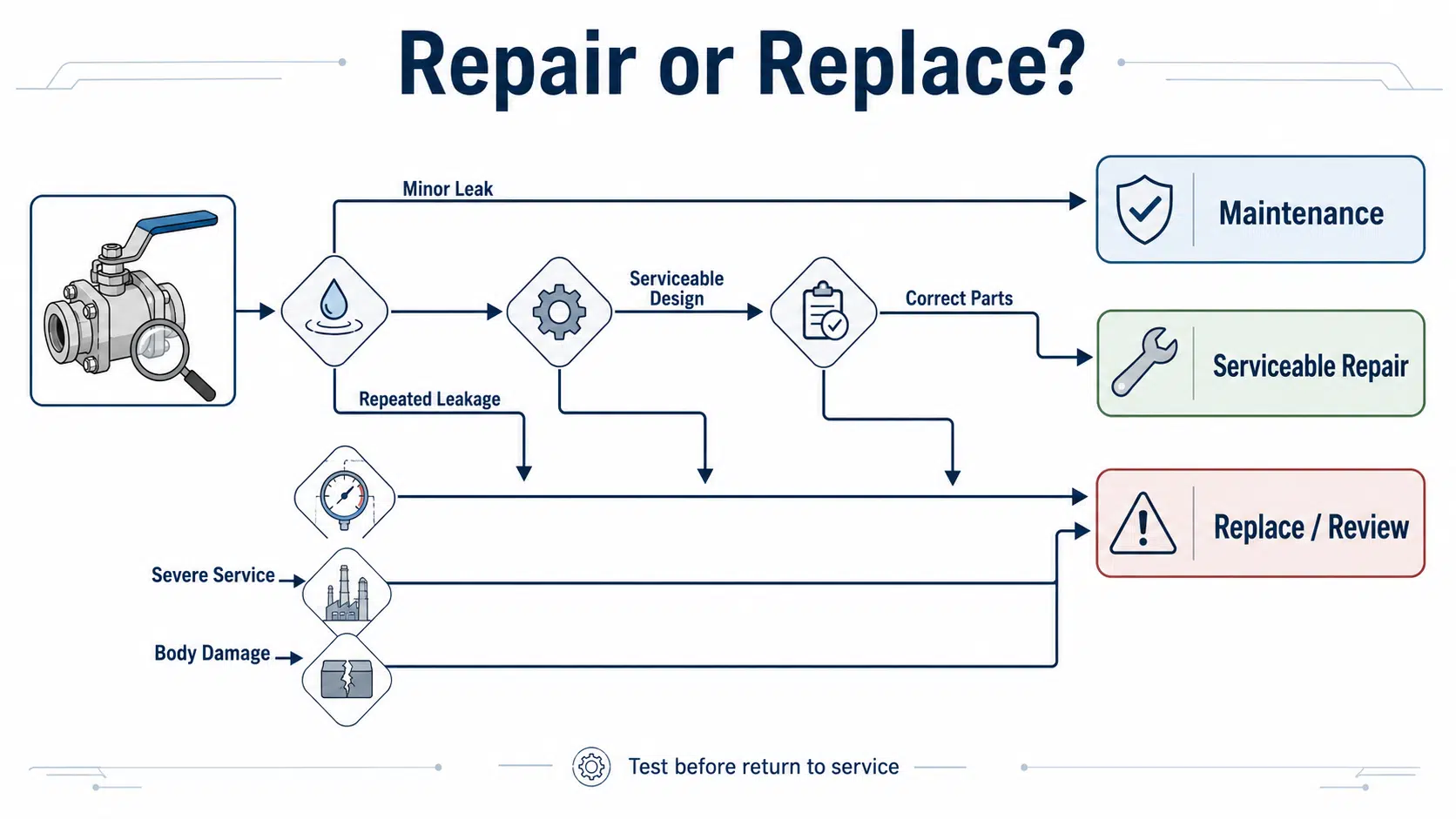
| Situation | Repair May Be Possible | Replacement Is Safer When | Manufacturer Review Is Needed When |
|---|---|---|---|
| Minor stem leakage | Packing adjustment or soft-goods service is allowed | Stem is damaged, packing cannot be serviced, or leakage returns | Media is hazardous or high pressure |
| Internal leakage | Debris can be removed and seats are serviceable | Visible scratches, pitting, permanent deformation, or seating surface damage is present | Leakage affects safety or process isolation |
| Hard operation | Dirt, residue, or allowed lubrication is the cause | Stem, seat, or ball damage is suspected | Torque rises repeatedly or actuator overload occurs |
| Body joint leak | Gasket is serviceable and body is sound | Body cracking appears or pressure-boundary integrity is uncertain | Pressure boundary condition is uncertain |
| Corrosion | External corrosion is minor and controllable | Corrosion affects body, stem, sealing, or pressure boundary | Media compatibility must be re-evaluated |
| Severe or hazardous service | Maintenance issue is minor and the procedure is approved | Field repair cannot be safely verified or the consequence of leakage is high | High-pressure, toxic, corrosive, steam, cryogenic, oxygen, or other critical service is involved |
| Repeated failures | Maintenance cause is clear and corrected | The same failure keeps returning | Application conditions may exceed valve design |

Testing before returning a serviced valve to operation
Any serviced or repaired ball valve should be verified before return to operation. The exact test method depends on the valve design, project specification, and manufacturer instructions, but the goal is always the same:
- confirm full open and full closed movement;
- confirm there is no visible external leakage;
- confirm shutoff performance is acceptable for the service;
- confirm actuator response if automated;
- confirm the valve is suitable for the intended media, pressure, and temperature.
Do not return a valve to critical service only because the handle moves. Operation and sealing both need verification.
Factors That Affect Ball Valve Service Life and Life Expectancy
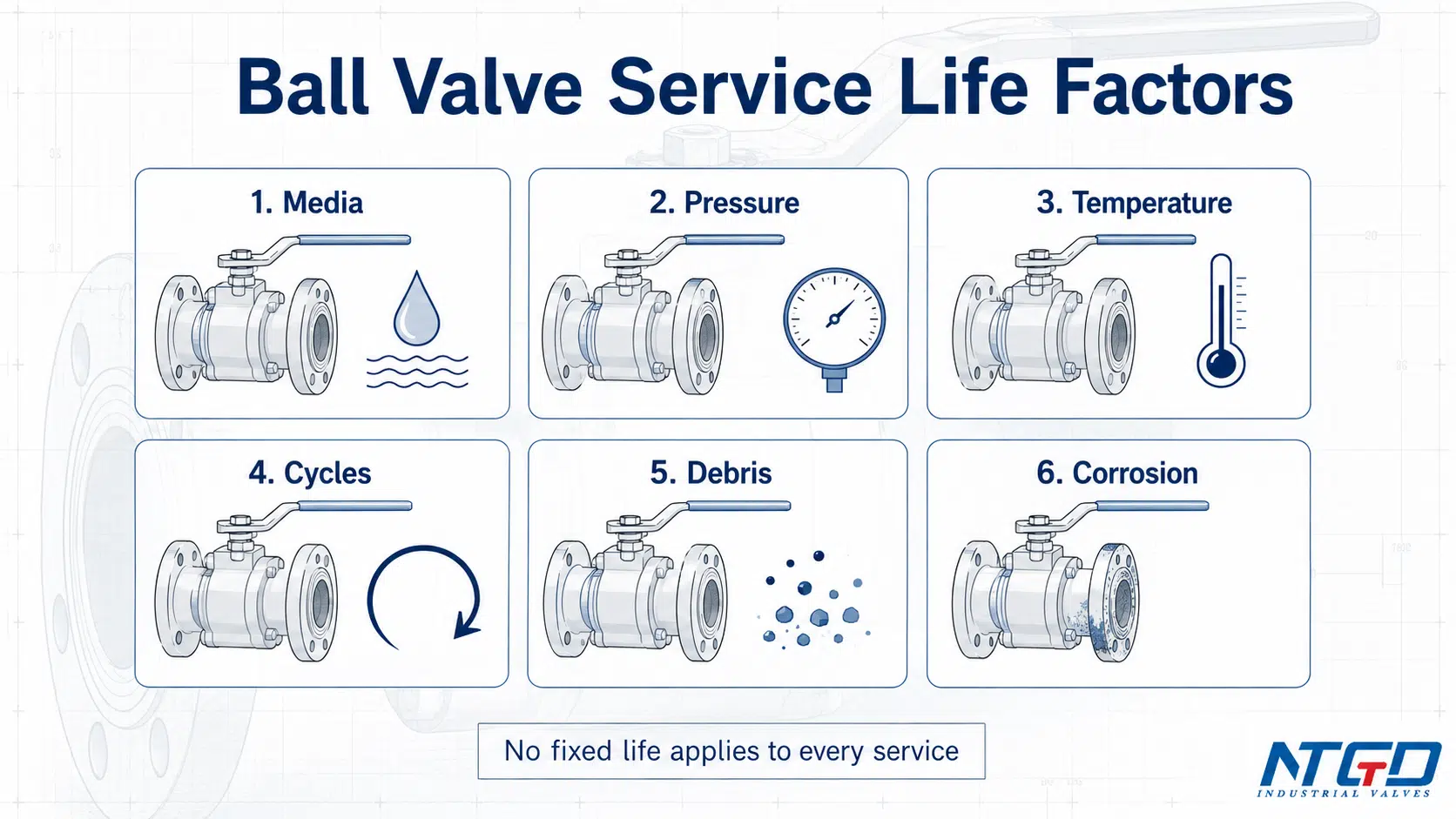
Ball valve life expectancy is not a fixed number. It depends on how the valve is designed, where it is installed, what media flows through it, how often it cycles, and whether maintenance is performed before damage becomes severe.
Media, pressure, temperature, and material compatibility
The process media is one of the strongest influences on ball valve service life. Clean, non-corrosive media is easier on seats and seals than abrasive, corrosive, crystallizing, or sticky media.
Pressure and temperature also matter. A valve operating near the edge of its pressure-temperature ratings may require closer inspection than one used in mild service. Seat and seal materials must be compatible with the actual media and temperature range. Material mismatch can lead to swelling, hardening, chemical attack, cracking, leakage, or high operating torque.
Material-specific maintenance for ball valves in corrosive environments should focus on the main risk of the body material. Brass valves need dezincification or corrosion review in unsuitable water chemistry. Carbon steel valves need external corrosion, coating, and condensation checks. Stainless steel valves still require chloride or chemical compatibility review and should not be treated as universally corrosion-proof.
Cycle frequency, actuation, and operating torque
High-cycle valves and actuated ball valves experience more frequent movement. This can accelerate wear on seats, stem packing, and actuator connections. Infrequently operated valves face a different problem: they may become stiff because of residue, corrosion, or long idle periods.
Maintenance should respond to both conditions:
- high-cycle valves need closer wear and torque monitoring;
- rarely operated valves need periodic safe cycling;
- automated valves need both mechanical and actuator-side checks;
- torque changes should be investigated before force is increased.
Debris, corrosion, storage, and shutdown inspection
Poor storage and dirty pipelines shorten service life before the valve even begins operation. Unprotected valve ends, moisture exposure, weld debris, pipe scale, and foreign particles can damage sealing surfaces after installation.
Scheduled shutdowns are valuable because they allow inspection of components that cannot be safely checked during operation. For severe service, shutdown inspection may be the only practical time to assess seat wear, ball surface condition, gasket integrity, and internal corrosion.
Service life factors table
| Factor | How It Affects Ball Valve Life | Maintenance Response |
|---|---|---|
| Media compatibility | Corrosive or incompatible media can damage body, seats, seals, and stem packing | Confirm material and seal compatibility with datasheet |
| Abrasive particles / solids | Can scratch the ball surface and accelerate seat leakage | Improve filtration or flushing where suitable |
| Temperature | Can harden, soften, or permanently deform seat and seal materials | Verify seat and seal material limits before service changes |
| Pressure | Pressure outside the intended range can overstress seats, soft goods, and pressure-retaining parts | Check pressure class and pressure-temperature suitability |
| Cycle frequency | High cycling accelerates wear; low cycling may cause sticking | Match inspection frequency to operation pattern |
| Actuation | Actuator issues may hide mechanical resistance or poor closure | Check actuator travel, coupling, and valve torque |
| Corrosion risk | Can affect body integrity and stem movement | Inspect materials, coatings, and external environment |
| Installation stress | Misalignment can load the body and sealing area, causing premature wear or leakage | Check pipe support, connection alignment, and vibration |
| Storage condition | Moisture and debris can damage unused valves | Store clean, dry, capped, and protected |
| Maintenance quality | Poor lubricant, wrong parts, or ignored symptoms can shorten life | Follow manufacturer instructions and record issues |
Common Maintenance Mistakes and Final Manufacturer Check
Mistakes that shorten ball valve service life
Some ball valve failures are not caused by the valve alone. They are caused by maintenance decisions that ignore service conditions.
| Maintenance Mistake | Risk | Better Practice |
|---|---|---|
| Forcing a stuck valve | Stem shear, seat damage, ball surface scratching, or actuator overload | Isolate the valve, identify the resistance source, and inspect before applying more torque |
| Using random lubricant | Seal swelling, contamination, chemical incompatibility | Use only lubricant approved for the valve, media, and sealing materials |
| Treating all leaks the same | Wrong repair action or missed internal leakage | Identify leak location first and separate internal from external leakage |
| Ignoring internal leakage | Poor isolation, process loss, safety risk | Inspect seat, ball, and closure position |
| Reusing damaged soft goods | Repeated leakage | Replace only with compatible parts if serviceable |
| Using repair parts from an unknown source | Poor fit, material mismatch, leakage | Match parts to valve model and specification |
| Skipping post-maintenance verification | Hidden leakage or incomplete operation | Test operation and sealing before return to service |
| Applying fixed maintenance intervals to all services | Under-maintenance in severe service or wasted work in mild service | Adjust inspection focus by media, pressure, temperature, cycle frequency, and failure history |
| Expanding repair beyond valve design | Unsafe field repair | Replace or consult manufacturer when design is non-serviceable |
Safety checks before maintenance or troubleshooting
Before maintenance or troubleshooting, industrial ball valves should be handled under site safety procedures such as lockout/tagout where applicable. At minimum, the maintenance plan should consider:
- line isolation;
- depressurization;
- draining or purging hazardous media where required;
- lockout and tagout where applicable;
- confirmation of temperature and pressure condition;
- protection from trapped cavity pressure;
- safe access to the valve;
- manufacturer IOM and datasheet requirements.
Never disassemble a pressurized valve. Never assume that a valve is safe to open because the handle is in the closed position.
What to confirm with the valve manufacturer
Manufacturer review is especially important when the valve is used in high-pressure, corrosive, toxic, steam, cryogenic, abrasive, oxygen, or automated service. It is also important when the valve has repeated leakage, abnormal torque, unclear material compatibility, or uncertain repairability.
Before requesting technical review or replacement support, prepare:
- valve size and pressure class;
- body and trim material;
- seat and seal material if known;
- media, pressure, and temperature;
- connection type;
- actuation type;
- cycle frequency;
- leakage location or symptom;
- photos or inspection notes if available;
- whether the valve is one-piece, two-piece, three-piece, welded, or top-entry.

FAQ
What is the maintenance of a ball valve?
Ball valve maintenance includes visual inspection, cleaning, lubrication where allowed, full-stroke operation checks, seal and gasket inspection, leakage verification, and documentation. In industrial service, maintenance should also review media compatibility, corrosion risk, cycle frequency, pressure, temperature, and manufacturer instructions.
How often should a ball valve be maintained?
There is no universal maintenance interval for all ball valves. Clean, low-cycle service may need less frequent inspection, while abrasive, corrosive, high-cycle, high-temperature, or automated service may require closer monitoring.
At minimum, critical valves should be visually checked and operated during planned inspection or shutdown windows. Severe-service valves need deeper review when leakage, torque change, corrosion, or repeated symptoms appear.
How do you lubricate a ball valve?
Lubricate a ball valve only where the valve design allows it. Use lubricant that is compatible with the seat material, stem packing, process media, and operating temperature. If lubricant compatibility is uncertain, check the valve documentation before applying it; the wrong lubricant can damage sealing materials or attract contamination.
Why is my ball valve hard to turn?
If the valve became hard to turn after long idle service, the first suspects are residue, corrosion, packing compression, or debris around the ball-seat area. If the torque increases after a media change or temperature change, seat swelling, chemical attack, or material incompatibility may be involved. Do not force the valve before isolating and inspecting it.
Why is my ball valve not sealing properly?
Start by separating incomplete closure from sealing-surface failure. A ball valve may not seal because debris is trapped between the ball and seat, the actuator or handle is not reaching full travel, the seat is worn, the ball is scratched, or the seal material is no longer compatible with the media, pressure, or temperature.
What causes a ball valve to leak internally?
Internal leakage usually occurs at the ball-seat sealing pair. Common causes include seat wear, ball surface damage, debris, incomplete closure, actuator travel error, chemical attack, or seat material degradation. Unlike external leakage, internal leakage may not be visible outside the valve, so it often requires shutoff verification and seat/ball inspection.
Can a ball valve be repaired?
Some ball valves can be repaired if the design allows safe service access and compatible replacement parts are available. Three-piece or top-entry industrial ball valves are often more serviceable than compact sealed designs.
However, serviceable design does not mean every failure can be safely repaired in the field. Repair feasibility depends on the correct parts, media hazard, pressure boundary condition, site capability, and whether the valve can be tested before returning to service.
When should a ball valve be replaced?
A ball valve should be replaced when the body is cracked, pressure-boundary integrity is uncertain, corrosion affects sealing or strength, the ball or seat is badly damaged, leakage repeats after maintenance, correct parts are unavailable, or the valve is not designed for service access. Replacement is also safer when field repair cannot be verified for severe or hazardous service.
What affects ball valve life expectancy?
Ball valve life expectancy depends on media, pressure, temperature, seat and seal material, cycle frequency, actuation, debris, corrosion, storage, installation stress, and maintenance quality. No fixed service life applies to every valve. The valve should be reviewed against actual operating conditions and manufacturer data.
Conclusion
Ball valve maintenance works best when it is treated as a structured inspection and troubleshooting process, not a simple cleaning task. The main goal is to keep the valve clean, operable, sealed, and suitable for its service conditions.
For long-term reliability, focus on routine inspection, cleaning, compatible lubrication, full-stroke operation, seal and seat checks, leakage source diagnosis, and service-condition review. When symptoms appear, start with the failure pattern: external leak, internal leak, hard operation, poor shutoff, reduced flow, corrosion, or actuator response.
Maintenance can prevent many problems, but it cannot safely correct every failure. If the valve shows repeated leakage, severe corrosion, damaged sealing surfaces, high operating torque, or uncertain serviceability, replacement or manufacturer review is often the better engineering decision.
Need help reviewing a repeated ball valve maintenance issue?
For severe service, repeated leakage, high-pressure operation, corrosive media, or uncertain repairability, NTGD can help review the valve application before replacement or specification. Prepare the media, pressure, temperature, size, material, connection type, actuation method, and failure symptoms so the technical check can be based on real service conditions rather than guesswork.
These service details allow an industrial valve selection review to separate a maintenance issue, a repairable soft-goods problem, and a valve selection mismatch before a replacement recommendation is made.
