Cryogenic globe valves are used in shut-off and throttling service where sealing stability, packing protection, and low-temperature reliability matter far more than in ordinary globe valve applications. They are commonly specified for LNG, liquid nitrogen, liquid oxygen, air separation, and other ultra-low temperature systems where a standard globe valve structure is not sufficient. MSS SP-134 specifically covers cryogenic-service valves and includes requirements for design, dimensions, materials, pressure testing, non-destructive examination, and body/bonnet extensions, while API 598 covers valve inspection, examination, and pressure testing, and API 623 covers steel globe valves with flanged and butt-welding ends.
This guide explains the engineering logic behind cryogenic globe valve design, including extended bonnet construction, applicable standards, material selection, testing requirements, and RFQ checkpoints, so project engineers and buyers can specify the right valve with fewer quotation rounds. The current online page on NTGD’s site is still structured as a basic glossary-style article with sections such as “components,” “types,” and “advantages,” which does not fully match the higher-intent design and procurement queries already visible in Google Search Console.
What Is a Cryogenic Globe Valve?
A cryogenic globe valve is a globe valve designed for low- and ultra-low-temperature media where the valve must maintain seat performance, stem sealing, and operability under severe thermal conditions. Unlike a standard globe valve, the cryogenic version is not defined only by its motion or trim style. It is defined by its ability to keep the packing area functional, resist leakage during low-temperature service, and meet the project’s design and test requirements. MSS SP-134 defines a cryogenic valve as a valve that meets ASME B16.34 construction requirements but also includes additional construction details for cryogenic service.
For procurement teams, the more useful question is not “Is this a globe valve?” but “Is this valve designed, manufactured, and tested for my actual cryogenic duty?” That is the difference between a catalog item and a project-ready valve.
Why Cryogenic Globe Valves Use an Extended Bonnet (Long Stem Design)
The most important structural feature of a cryogenic globe valve is the extended bonnet, sometimes informally called the long stem design. This is not a cosmetic feature. It is a sealing-protection feature.
In cryogenic service, the stem packing and operating mechanism cannot sit too close to the coldest fluid zone. MSS SP-134 states that the body/bonnet extension must be long enough to provide an insulating gas column that prevents the packing area and operating mechanism from freezing. It also notes that if the default Table 1A or Table 1B extension lengths are not adequate, the purchaser should specify the required extension length.
In practical engineering terms, the extended bonnet does four things:
1. It protects the packing area
The extension increases the distance between the cryogenic medium and the stuffing box area, reducing the thermal effect on the packing set.
2. It improves operational reliability
Keeping the topworks away from the coldest zone helps reduce icing-related interference around the upper valve structure.
3. It supports safer operation
The operator or actuator is physically separated from the lowest-temperature region of the valve.
4. It creates a defined design reference
In cryogenic service, bonnet length should not be selected by appearance or copied from a standard non-cryogenic globe valve drawing. It should be selected by service condition, valve size, installation arrangement, and project standard.
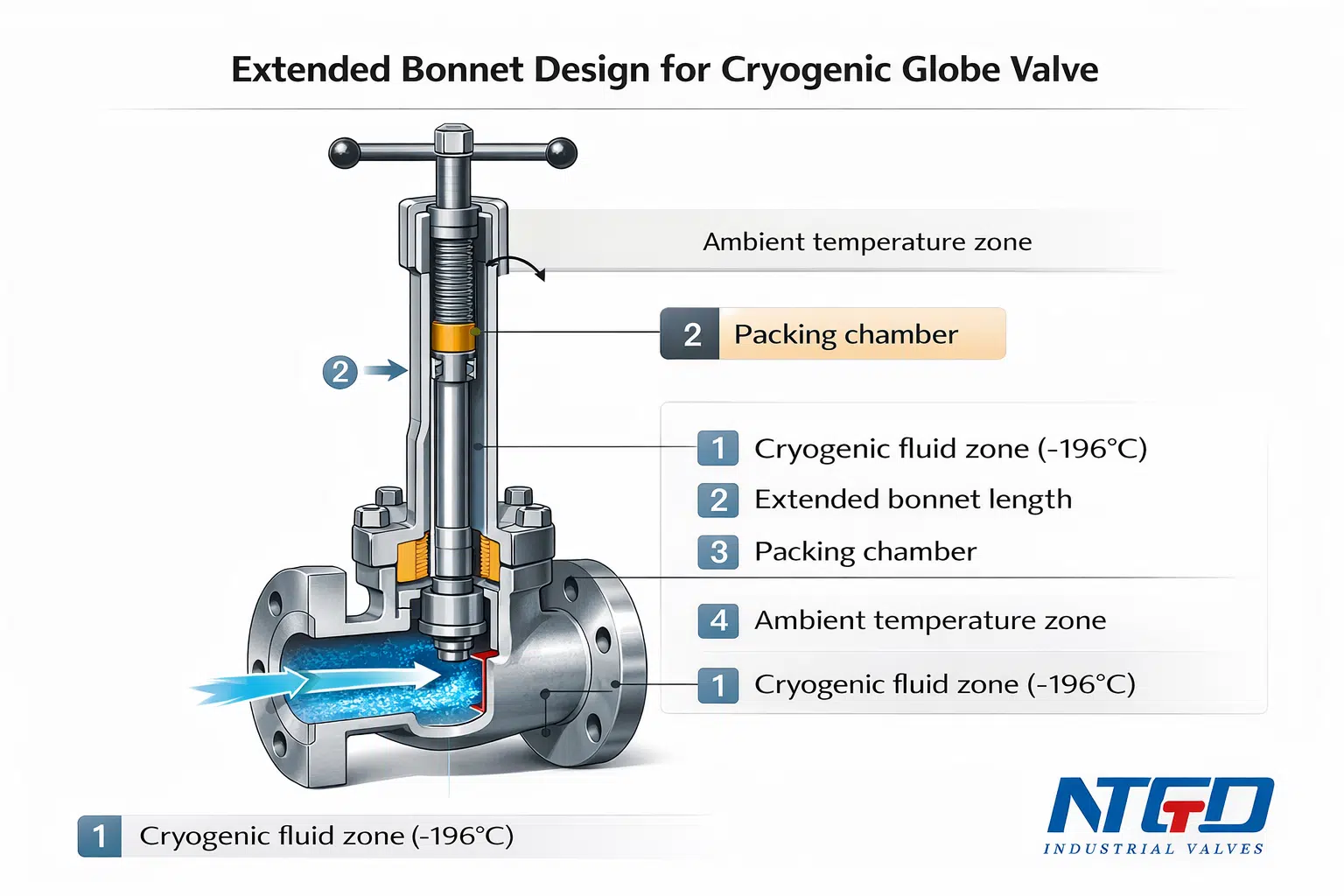
As shown in Figure 1, the extended bonnet separates the packing zone from the cryogenic fluid zone. The diagram should clearly label the stem, packing, gland, bonnet extension, body, disc, and handwheel or actuator. Some cryogenic globe valves also include a drip plate to divert condensation away from the upper structure and reduce icing risk around the bonnet connection.
Extension length reference based on MSS SP-134
For rising-stem gate and globe valves, MSS SP-134 Table 1A and Table 1B provide default body/bonnet extension lengths measured from the centerline of the valve to the top of the stuffing box. For example, NPS 2 / DN50 is listed as 21 in / 500 mm for cold-box service and 16 in / 400 mm for non-cold-box service, while NPS 4 / DN100 is listed as 26 in / 650 mm for cold-box service and 22 in / 550 mm for non-cold-box service.
| Size | Cold Box | Non-Cold Box |
|---|---|---|
| NPS 2 / DN50 | 21 in / 500 mm | 16 in / 400 mm |
| NPS 4 / DN100 | 26 in / 650 mm | 22 in / 550 mm |
These values are useful as a design reference, not a substitute for project review. If the valve will be installed in a cold box, insulated system, or application with special topworks or actuator constraints, bonnet length should be checked during quotation and drawing review.
Suggested CTA:
Need a cryogenic valve design matched to your service temperature and installation arrangement? Contact NTGD Valve for bonnet extension review and project quotation.
Suggested Figure 1 caption
Figure 1. Typical cryogenic globe valve extended bonnet arrangement; minimum extension length is typically referenced to MSS SP-134 Table 1A/1B.
Cryogenic Globe Valve Standards and Testing Framework
A serious cryogenic globe valve page should explain not only what the valve is, but also which standards and tests matter during specification and procurement.
| Standard | What it covers | What the buyer should confirm |
|---|---|---|
| MSS SP-134 | Cryogenic valve materials, design, dimensions, fabrication, NDE, pressure testing, and body/bonnet extensions | Extension length, cryogenic test scope, documentation, and special purchaser requirements |
| BS 6364 | Widely referenced cryogenic-service requirements for valve design and testing | Whether the project specification calls for BS 6364-based low-temperature qualification |
| API 623 | Steel globe valves with flanged and butt-welding ends | Whether the offered valve family aligns with the project’s globe valve design basis |
| API 598 | Valve inspection, examination, and pressure testing | Shell test, seat test, backseat test where applicable, and acceptance basis |
MSS SP-134 states that cryogenic valves use ASME B16.34 construction requirements but add cryogenic-specific details. API 598 includes shell tests, backseat tests, low-pressure closure tests, high-pressure closure tests, and visual examination requirements for standard metallic valves. API 623 applies to steel globe valves with flanged and butt-welding ends.
For buyers, standard names should not appear in a quotation request just as decoration. They should answer specific questions:
-
Which standard governs cryogenic suitability?
-
Which standard governs the valve design basis?
-
Which standard governs test type and acceptance?
-
Which additional tests are required by the project?
What cryogenic testing typically looks like
The public text of MSS SP-134 Annex A describes a cryogenic test sequence that includes cooling the valve in liquid nitrogen, purging with helium, performing low-pressure seat testing, high-pressure seat testing, and shell testing, then recording temperatures, pressures, and durations in the test report. It also notes that pressure-temperature charts should be provided when required by the purchase order.
That matters because many buyers search for “cryogenic valve design” when what they actually need is not only geometry, but verified low-temperature performance.
Materials Used in Cryogenic Globe Valves
Material selection in cryogenic service is not a generic “strong metal vs weak metal” choice. It is a service-specific decision tied to minimum design temperature, pressure class, medium compatibility, seat requirement, and cleanliness requirements.
MSS SP-134 requires materials in contact with cryogenic fluid or exposed to cryogenic temperatures to be suitable for the minimum temperature specified in the purchase order. It also requires body, bonnet, body/bonnet extension, and pressure-retaining bolting to be selected from materials listed in ASME B16.34 Table 1 and also listed in ASME B31.3 Table A1 for the cryogenic design temperature.
Typical material direction by service
| Service | Typical body / trim direction | Example ASTM grade | Notes |
|---|---|---|---|
| LNG / liquid nitrogen | Stainless steel body and trim | ASTM A351 CF8 / CF8M | Common cryogenic stainless direction for low-temperature process service |
| Corrosive cryogenic service | Higher corrosion-resistance stainless | ASTM A351 CF8M / CF3M | Project-dependent; confirm corrosion and temperature together |
| Moderate low-temperature service | Low-temperature carbon steel body | ASTM A352 LCB / LCC | Common for lower cryogenic severity, but not suitable for all ultra-low-temperature duties |
| Standard cryogenic trim | Stainless steel stem / disc / seat components | 304 / 316 direction | Final trim detail depends on shut-off, wear, and medium |
| Wear-focused trim option | Bronze-based seat or trim where suitable | Aluminum bronze option by design | Check medium compatibility before selection |
| Packing / gasket direction | Low-temperature-capable nonmetallic or composite sealing system | PTFE-based or project-specified | Final choice depends on medium and leakage requirement |
This table is intentionally written as an engineering direction, not a blanket rule. Final selection should always follow the actual project specification.

For liquid oxygen service, material selection alone is not enough. Cleanliness and degreasing requirements must also be defined in the RFQ. For corrosive cryogenic service, stainless selection should be reviewed together with chloride content, contamination risk, and shut-off requirement.
When required in the purchase order, project documentation such as EN 10204 3.1 material certificates can be provided with the valve package.
For buyers comparing stainless steel cryogenic globe valves, the most useful RFQ inputs are still the basics: medium, minimum temperature, pressure class, leakage requirement, and documentation requirement.
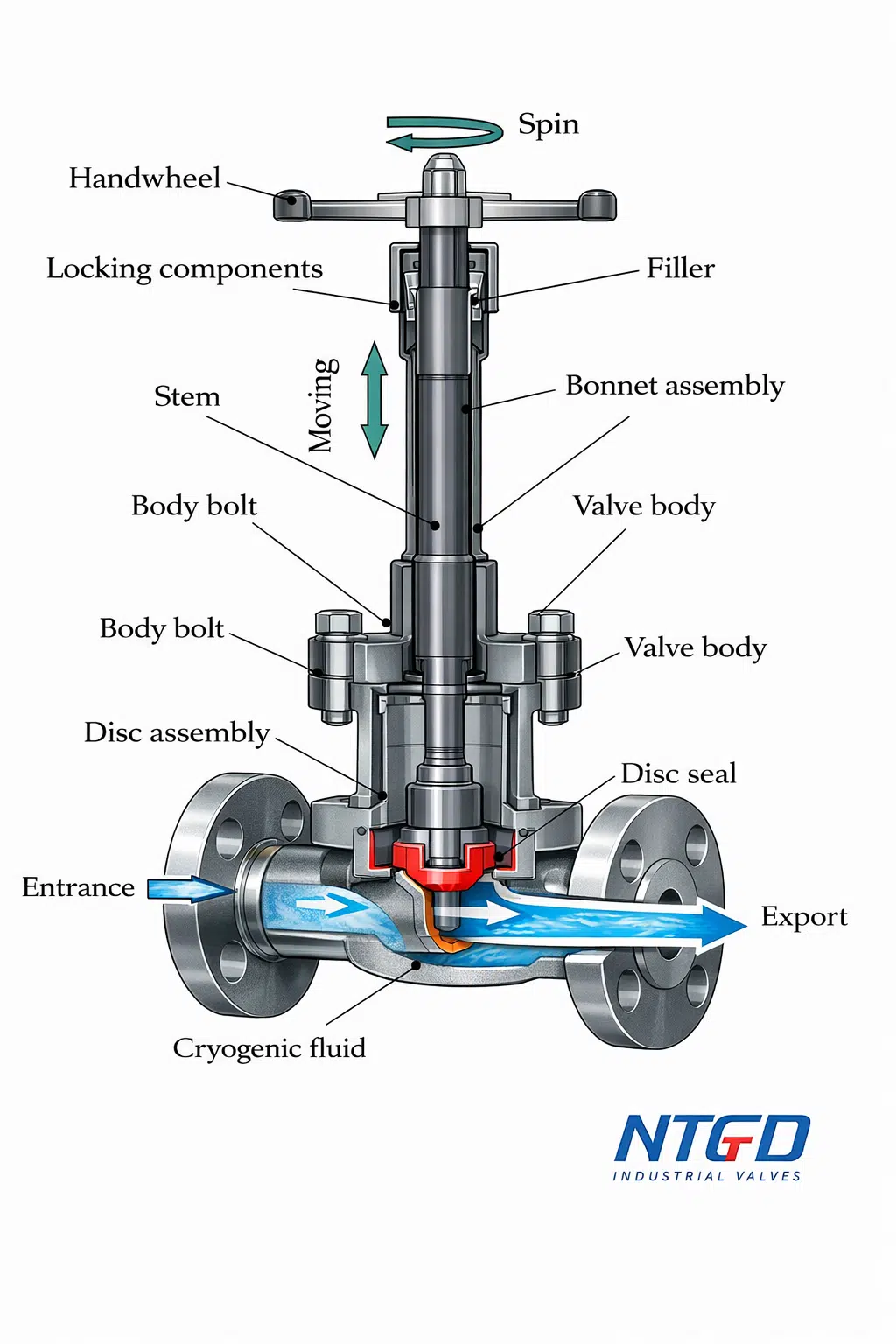
How a Cryogenic Globe Valve Works
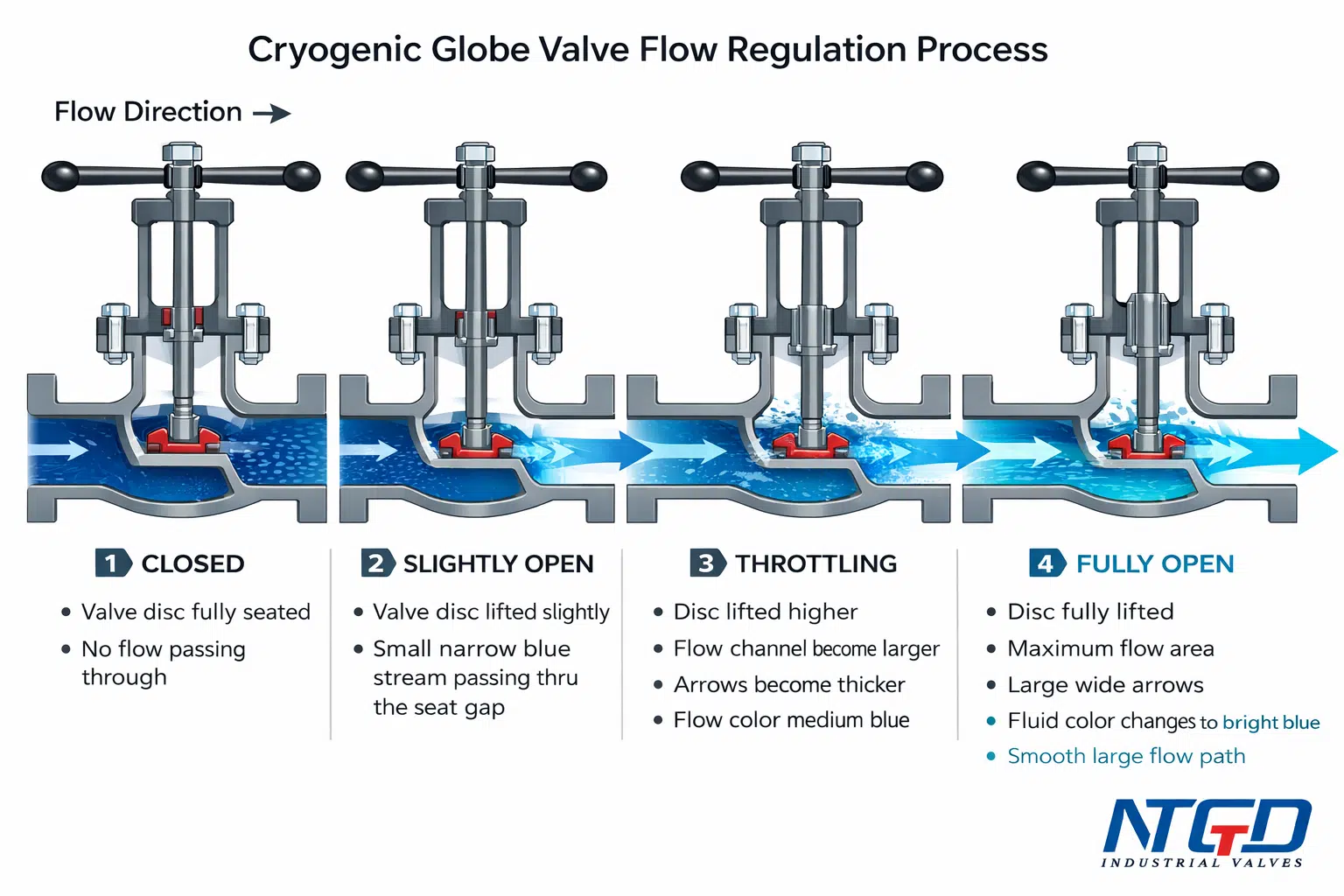
A cryogenic globe valve uses a disc-and-seat arrangement to start, stop, or regulate flow. When the stem drives the disc downward, the valve moves toward shut-off. When the stem lifts the disc, the flow passage opens and throttling becomes possible. The motion principle is similar to a standard globe valve, but the cryogenic execution is not ordinary.
In cryogenic duty, the real engineering challenge is maintaining operability and sealing after exposure to extreme low temperature. Seat performance, stem sealing, bonnet extension behavior, and topworks reliability all matter more than in a standard ambient-temperature globe valve.
For that reason, buyers should not select a cryogenic globe valve based only on the statement “globe valves are good for throttling.” They should also review:
-
minimum operating temperature
-
shut-off vs throttling duty
-
seat leakage expectation
-
bonnet extension requirement
-
actuation method
-
testing scope
In cryogenic service, packing stiffness, seal behavior, and thermal conditions can increase the operating thrust or torque compared with ambient assumptions. That should be considered when sizing actuators for automated valves.
If you are still comparing operating logic and application fit, read how to choose the right globe valve for your industrial application.
End Connections and Actuation Options
The old online article treats “types” as a mixed list of connection styles and operating methods. A better engineering structure is to separate them into end connections and operation options.

End connection options
Flanged
Common where installation, inspection, and future removal matter. Flanged cryogenic globe valves are often preferred in plant piping where maintenance access is important.
Butt-weld
Often preferred where permanent installation and leak-path reduction are priorities. Welded installation can improve connection integrity, but it reduces ease of removal.
Socket weld or threaded
Usually limited to smaller sizes or lighter-duty service. These should not be assumed as the default for all cryogenic applications.
Operation options
Manual
Suitable where local operation is acceptable and operation frequency is low.
Pneumatic
Suitable where remote or automated operation is required. For a pneumatic actuated cryogenic globe valve, confirm fail action, actuator sizing, available air supply, and low-temperature suitability of the complete assembly.
Electric
Suitable where remote logic control or positioning is needed. For an electric actuated cryogenic globe valve, confirm torque margin, enclosure requirement, and maintenance clearance.
When an actuator is installed on a cryogenic globe valve with an extended bonnet, the total assembly height increases. That means the project should confirm top clearance, insulation interference, and access for maintenance before finalizing the GA drawing.
Cryogenic Globe Valve Design Features That Matter in Procurement
This is the section buyers can use directly when preparing an RFQ.

1. Minimum design temperature
State the actual minimum service temperature.
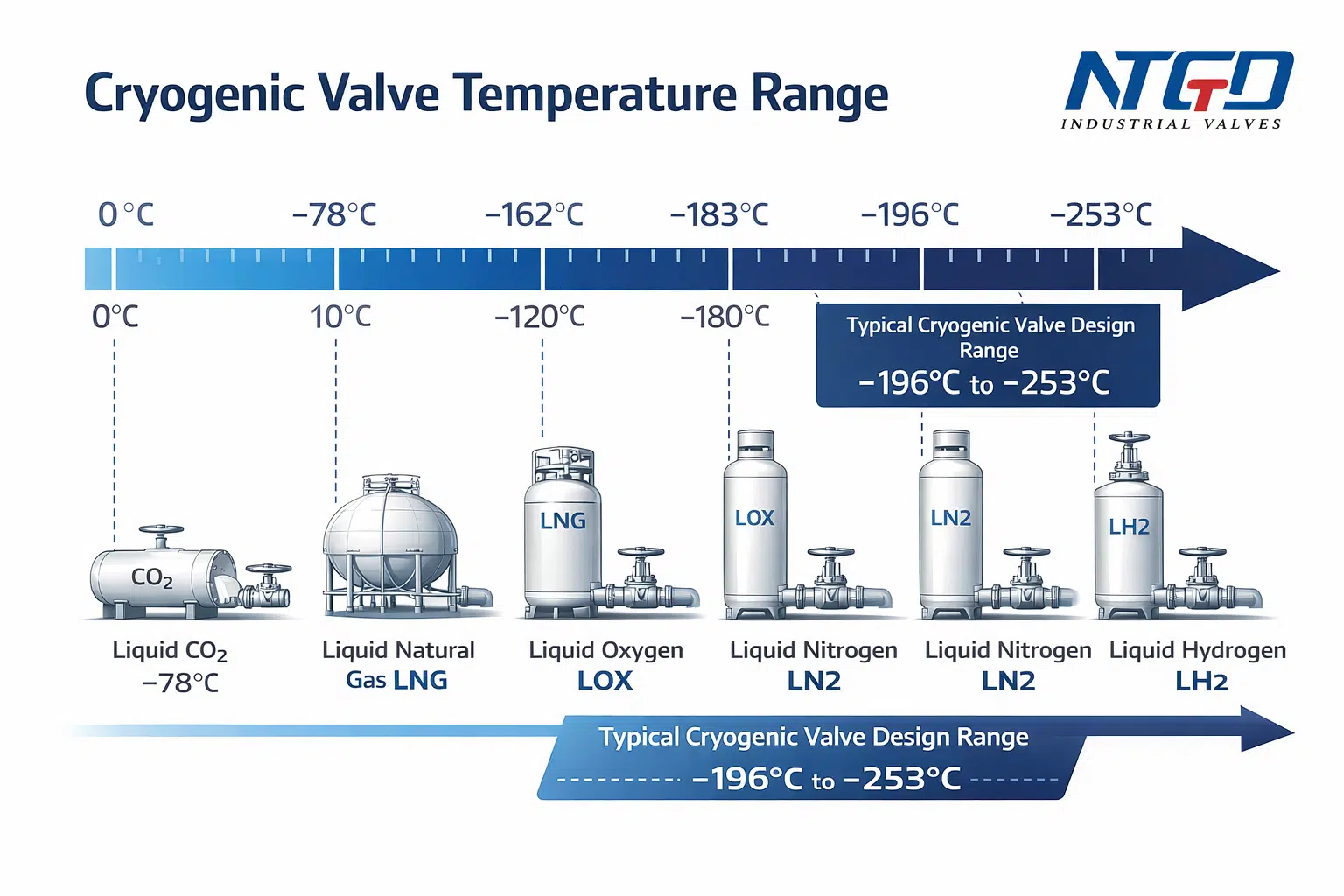
For example: LNG service is often around -196°C, and LOX service is often around -183°C.
2. Pressure class
State the project pressure class or pressure rating basis.
For example: ASME Class 150–600 or project-specific higher ratings.
3. Medium
State the exact medium, not only “cryogenic fluid.”
For example: LNG, LIN, LOX, or other low-temperature process fluid.
4. Extended bonnet requirement
State whether the installation is cold-box or non-cold-box and whether a standard tabulated extension is acceptable.
5. Leakage requirement
State the required shut-off basis and test standard in the RFQ.
For cryogenic service, that may include project acceptance beyond a standard ambient API 598 seat test.
6. End connection
State flanged, butt-weld, socket-weld, or threaded, and specify applicable facing or weld-end detail.
7. Operation mode
State manual, pneumatic, or electric. If actuated, specify fail action, control signal, and actuator preference.
8. Special project requirements
Also confirm any of the following if they apply:
-
cyclic duty
-
oxygen-clean requirement
-
special test report package
-
additional leakage testing
-
insulation interface
-
positioner or control accessory requirements
RFQ checklist
To reduce quotation delays, include:
-
valve size
-
pressure class
-
medium
-
minimum operating temperature
-
end connection
-
body / trim preference
-
leakage requirement
-
operation mode
-
standards referenced
-
documentation required
-
testing required
Need a quote? Send your RFQ now and request a project-based technical review from NTGD Valve.
NTGD Valve Cryogenic Globe Valve Manufacturing and Documentation Support

A page that targets searches such as “cryogenic globe valve manufacturer,” “cryogenic globe valve supplier,” or “cryogenic globe valve factory” should not stop at engineering explanation. It should also explain what the supplier can actually support during quotation and order review.
For a cryogenic globe valve project, buyers usually want to know whether the supplier can support:
-
datasheet preparation
-
GA or dimensional drawing review
-
material certificate requirements
-
pressure test and inspection records
-
seat / trim configuration options
-
flanged and welded end options
-
manual and actuated versions
-
project-based documentation review
The NTGD site already contains related product pages, a Quality Control section, a Profile section, and broader globe valve content, which means this page should act as the cryogenic topic hub rather than a standalone glossary entry.
The most persuasive supplier content is not empty superlatives. It is clarity. A buyer should be able to understand what can be quoted, what can be documented, and what needs to be confirmed before order entry.
Performance Testing and Leak Tightness
A cryogenic globe valve page should show how low-temperature performance is verified, not only how the valve is supposed to work in theory.
API 598 includes shell testing, backseat testing, low-pressure closure testing, high-pressure closure testing, and visual examination for metallic valves. MSS SP-134 adds cryogenic-specific testing logic. It requires valves to be shell and closure tested per ASME B16.34 and provides an Annex A cryogenic helium test sequence. It also requires fabricated body/bonnet extensions to undergo supplemental pneumatic testing with inert gas at 80–100 psi for at least 60 seconds, with no visible bubble leakage allowed through welds or the pressure boundary.
What MSS SP-134 Annex A adds
The public Annex A text describes:
-
cryogenic cooldown in liquid nitrogen
-
low-pressure seat testing
-
high-pressure seat testing
-
shell testing while the valve remains at cryogenic temperature
-
helium-based leakage measurement
-
test reporting that includes temperatures, pressures, and durations
Useful design-level acceptance references
MSS SP-134 Table A1 lists allowable helium seat leakage rates for cryogenic closure tests in scc/min/NPS. For globe valves, the listed values are:
-
Class 150: 25
-
Class 300: 50
-
Class 600: 100
-
Class 800: 25
-
Class 900: 150
-
Class 1500: 150
MSS SP-134 Table A2 lists corresponding high-pressure seat and shell test pressures. For example:
-
Class 150: 230 psi
-
Class 300: 600 psi
-
Class 600: 1200 psi
-
Class 900: 1800 psi
-
Class 1500: 1800 psi
For cryogenic shell testing, the Annex A text states that any leakage in excess of 1 × 10⁻⁴ std. cc/sec is cause for rejection.
These values are valuable because they turn the phrase “cryogenic testing” into something usable during procurement. A buyer can now ask not only whether the valve is tested, but which test sequence, which gas, which pressure, and which acceptance basis will be used.
For critical services, additional helium-sensitive leak verification may also be specified by the project.
Suggested CTA:
Require custom cryogenic testing or a defined documentation package for your valve project? Contact NTGD Valve to review your test scope before quotation.
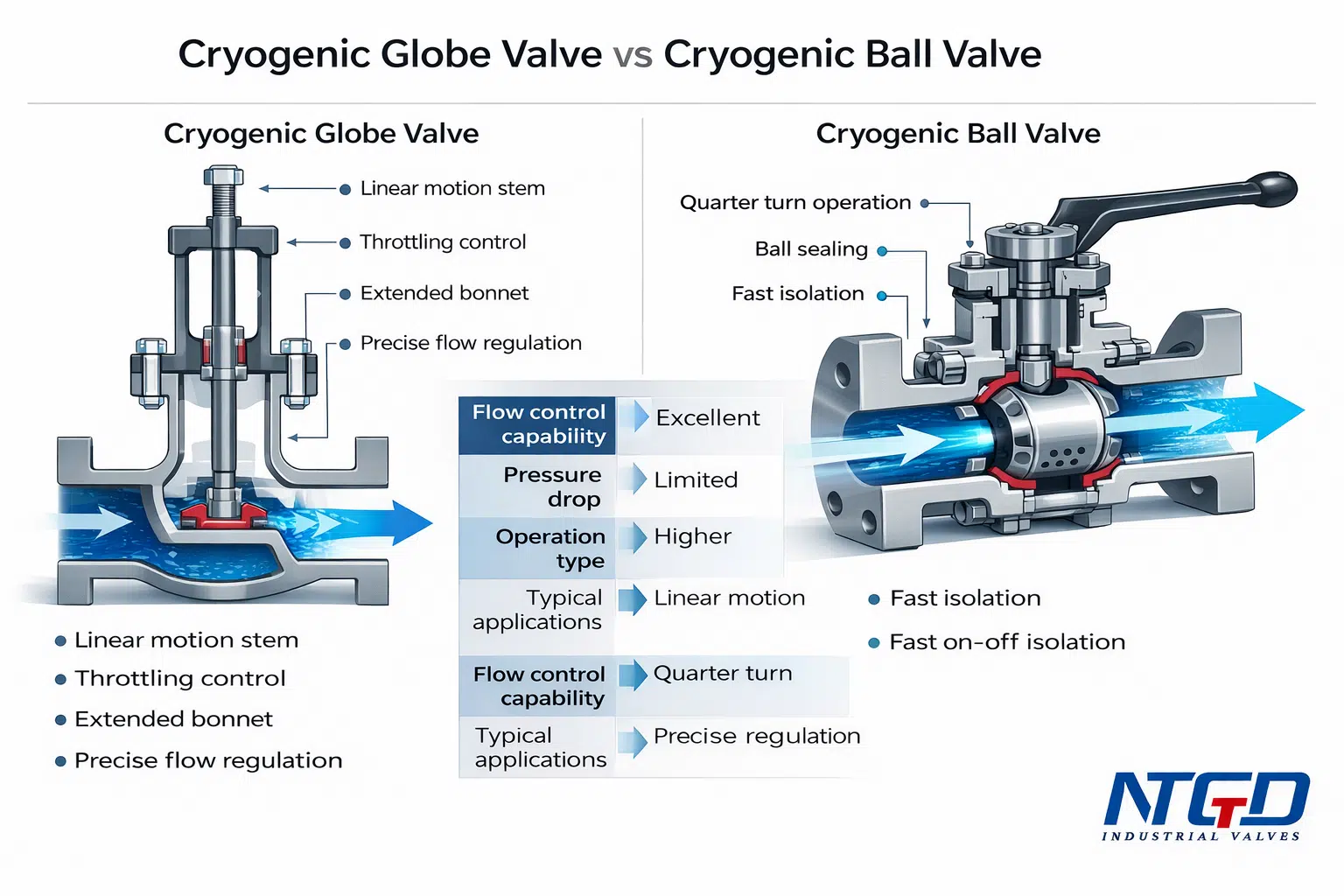
Cryogenic Globe Valve vs Cryogenic Ball Valve
Many buyers compare these two valve types during the same procurement cycle.
| Feature | Cryogenic Globe Valve | Cryogenic Ball Valve |
|---|---|---|
| Motion | Multi-turn, linear motion | Quarter-turn |
| Best use | Throttling and shut-off control | Fast on/off service |
| Flow resistance | Higher | Lower |
| Control behavior | Better for regulation | Limited throttling |
| Procurement focus | Bonnet extension, leakage basis, trim suitability | Seat design, torque, sealing concept |
Choose a cryogenic globe valve when regulation and shut-off control both matter. Choose a cryogenic ball valve when quick isolation and lower pressure drop are the higher priorities.
Cryogenic Globe Valve Assembly, Maintenance, and Failure Prevention
This section also supports search demand around assembly and troubleshooting, but it should remain practical rather than generic.
Basic assembly logic
A cryogenic globe valve depends on correct alignment of body, bonnet, stem, disc, seat, and packing components. Sealing surfaces should remain clean, stem movement should remain stable, and the packing arrangement should be assembled according to the intended sealing design.
Common failure modes
The most common field issues are usually:
-
packing leakage
-
seat leakage
-
hard operation
-
stem damage or misalignment
-
contamination in the trim area
-
actuator mismatch for low-temperature duty
How to reduce failures
Most recurring cryogenic valve problems are reduced by getting four things right early:
-
correct bonnet extension design
-
correct material selection
-
clean assembly and defined cleanliness control where required
-
correct testing and documentation before shipment
For maintenance, packing should be checked periodically for leakage as explained in our guide on globe valve maintenance and troubleshooting, gland load should be adjusted evenly where permitted, and seat leakage should be reviewed against the valve’s service history and test basis rather than assumed to be a simple wear problem.
What Documentation Is Typically Supplied?
For project-based cryogenic valve purchases, documentation often matters almost as much as the hardware itself. A typical document package may include:
-
product datasheet
-
dimensional or GA drawing
-
material certificate where specified
-
pressure or inspection test records where specified
-
operation and maintenance information as required
If a project requires specific certificates, charts, or traceability documents, those should be stated clearly in the RFQ rather than requested after order entry.
Request a Quote for Cryogenic Globe Valves
If you are sourcing cryogenic globe valves for LNG, air separation, low-temperature chemical processing, or other ultra-low-temperature service, your RFQ should include:
-
valve size
-
pressure class
-
medium
-
minimum operating temperature
-
end connection
-
leakage requirement
-
operation mode
-
standards referenced
-
documentation required
-
testing required
Submit your parameters today → receive a technical review and quotation response from NTGD Valve.
Fields related to medium, minimum temperature, pressure class, and valve size are required for the fastest quotation review.
FAQ
Why do cryogenic globe valves use an extended bonnet?
Because the packing area and operating mechanism must be kept away from the coldest fluid zone. MSS SP-134 states that the body/bonnet extension must be long enough to provide an insulating gas column that prevents freezing of the packing area and operating mechanism.
What standards are commonly referenced for cryogenic globe valve design and testing?
Common references include MSS SP-134 for cryogenic-service valves, API 598 for inspection and pressure testing, API 623 for steel globe valve design basis, and BS 6364 where specified by the project.
What is the minimum operating temperature for a cryogenic globe valve?
The minimum operating temperature depends on the design, materials, and project requirement. Cryogenic projects often involve service around -196°C for LNG or liquid nitrogen, but the actual design temperature must be stated in the RFQ and matched to the selected materials and test basis.
What pressure ratings are available for cryogenic globe valves?
Pressure ratings depend on the selected valve design basis and project requirement. API 623 covers steel globe valves across multiple ASME class designations, and MSS SP-134 Table A2 provides cryogenic high-pressure seat and shell test references by class.
What materials are commonly used for cryogenic globe valves in LNG service?
Stainless steel directions such as ASTM A351 CF8 or CF8M are commonly considered for LNG and low-temperature process service, while low-temperature carbon steel directions such as ASTM A352 LCB or LCC may be considered for less severe low-temperature duty, depending on the project specification and design temperature. MSS SP-134 requires cryogenic-service materials to be suitable for the minimum purchase-order temperature and listed in the applicable ASME material references.
Can cryogenic globe valves be actuated?
Yes. They may be manual, pneumatic, or electric, but actuator sizing and installed height should be reviewed against the low-temperature duty when specifying an industrial globe valve for cryogenic service, and the extended bonnet arrangement.
What is the difference between a cryogenic globe valve and a cryogenic ball valve?
A cryogenic globe valve is generally preferred when throttling and shut-off control are both important. A cryogenic ball valve is generally preferred for faster quarter-turn isolation and lower flow resistance.
What documentation can be supplied with the valve?
Typical project documentation may include a datasheet, dimensional drawing, material certificate where specified, and inspection or pressure test records where specified.
How do I get a quote for a cryogenic globe valve?
Send the service medium, minimum temperature, pressure class, valve size, end connection, and required documentation or testing scope. That gives the supplier enough information to review the design basis and issue a usable quotation.
Who can supply cryogenic globe valves for LNG projects?
Buyers should look for a supplier that can support cryogenic design requirements, documentation review, testing scope, and project quotation details. NTGD Valve can support quotation and documentation review for cryogenic globe valve projects based on the specified service conditions.
What is the typical delivery time for custom cryogenic globe valves?
Lead time depends on size, material, bonnet extension requirement, documentation scope, and testing requirements. Standard configurations are generally faster than project-customized orders.
Author and Review Block
Written by: NTGD Valve Engineering Team
Reviewed by: Senior Valve Application Engineer
Last updated: March 2026
