Author Name: Bruce Zheng
Chemical ball valves are widely used in process plants because they provide compact, fast shutoff for isolation duties. But the best ball valves for chemical applications are not defined by a familiar body alloy, a generic “chemical resistant” label, or a brand claim. They are defined by whether the complete valve construction matches the actual service without creating avoidable leakage, seat damage, corrosion, or maintenance burden.
The selection becomes clearer when you separate three decisions:
- Is a ball valve the right isolation device for this service in the first place?
- Which material route fits the medium, concentration, temperature, and pressure envelope?
- Which valve type and seating route will remain stable in service instead of becoming a recurring maintenance problem?

When Ball Valves Are a Strong Fit for Chemical Processing — and When Selection Becomes Critical
Why ball valves are commonly chosen for chemical isolation and shutoff
Ball valves are often a strong fit in chemical processing when the duty is primarily on/off isolation, emergency shutoff, or line segregation between process steps. A quarter-turn design provides fast actuation, compact automation, and a simple closed/open logic that is valuable in lines where leakage control matters.
For ball valves for chemical applications, that advantage becomes especially relevant when a plant needs:
- fast line isolation during upset or maintenance events
- remote or automated shutoff
- compact valve envelopes in skid-mounted or densely piped systems
- reliable shutoff in clean or moderately clean service where the seating system is correctly matched
That does not make them the default answer for every chemical duty. It means they are usually selected to solve an isolation problem efficiently.
Where chemical service makes selection more demanding
Chemical service becomes more demanding when the medium is corrosive, the temperature is elevated, the pressure differential is significant, the valve cycles frequently, or the line sees solids, crystallization, flashing, or aggressive cleaning chemicals. Under those conditions, the question shifts from “Can a ball valve work here?” to “What construction can survive here without turning shutoff into a leakage or maintenance problem?”
That shift is where many generic articles stop too early. They explain that ball valves are useful in chemical plants, but they do not turn that statement into a specification decision. The stronger engineering question is this:
Which valve construction will isolate the medium without asking the seat, seal, or wetted metals to operate beyond their real limits?
Getting that answer wrong usually does not fail as a dramatic first-day event. It shows up later as unstable shutoff, rising torque, repeated seal attention, or a valve that keeps returning to the maintenance list.
The decision variables that matter before you specify a valve
Before specifying a ball valve for chemical application service, the main variables are:
- the exact medium, including contaminants and cleaning agents — trace impurities can change corrosion behavior even when the base chemical looks familiar
- the medium concentration, not just the chemical name — concentration often changes whether a material route remains acceptable or needs escalation
- the normal and upset temperature range — temperature affects both corrosion behavior and seat/seal survivability
- the operating pressure and shutoff differential pressure — pressure changes the type route, sealing load, and mechanical margin
- whether the duty is isolation only or includes frequent cycling or control-like operation — duty pattern changes wear, torque, and seat life
- whether the line is clean, dirty, abrasive, or prone to buildup — solids and deposits can completely change seat performance
- the real shutoff expectation, including leakage sensitivity and maintenance tolerance — not every chemical line asks for the same long-term sealing stability
Those variables drive both the material route and the valve type route, just as they do in broader ball valve selection work.
Which Ball Valve Parts Actually Drive Chemical-Service Selection
A common selection mistake is to treat “valve material” as if a ball valve were a single-material item. In chemical service, it is not. Different parts face different stresses, and the weakest compatibility layer often determines whether the valve remains tight and maintainable.
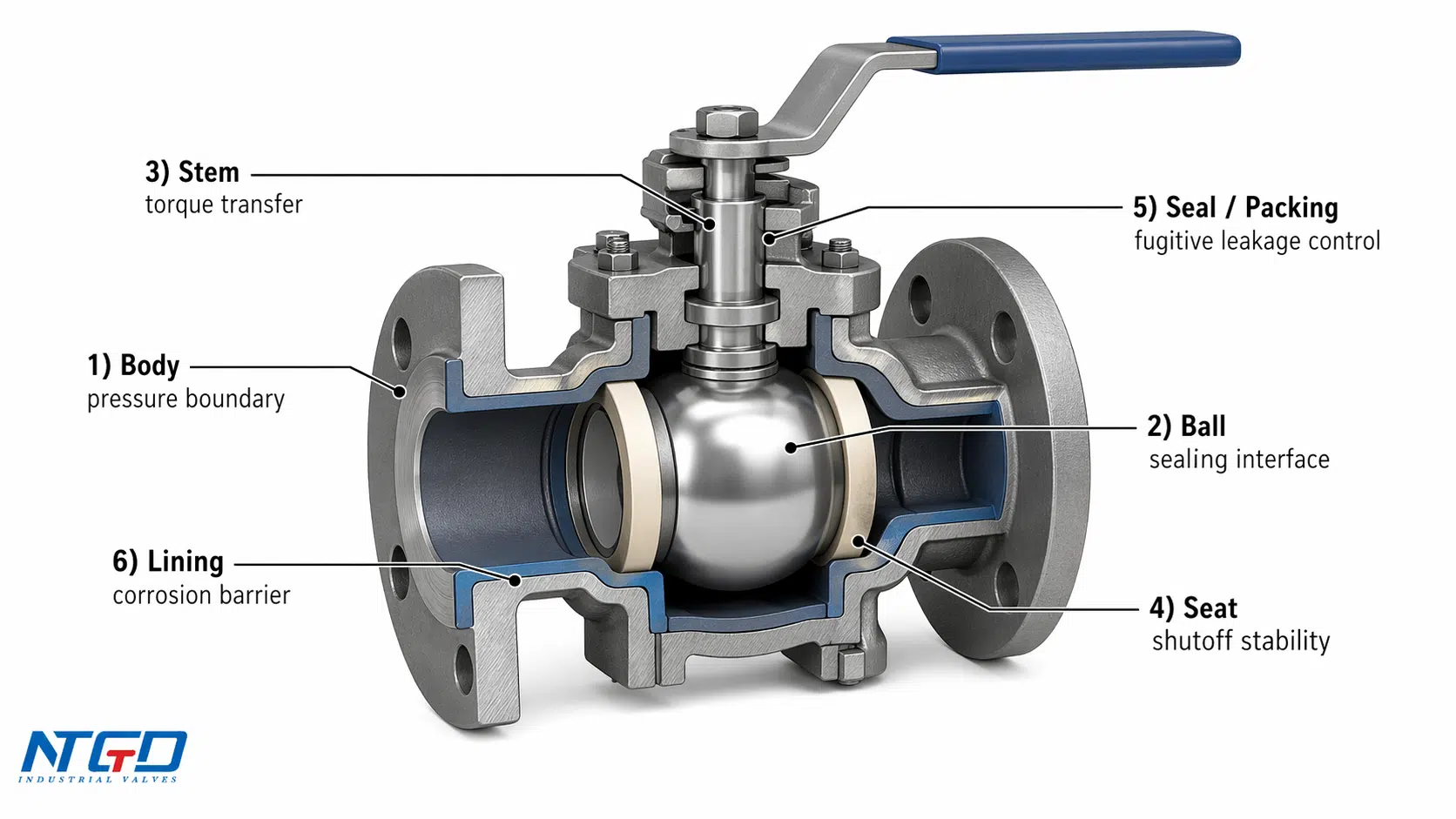
| Ball valve part | Why it matters in chemical service | Typical selection concern |
|---|---|---|
| Body | Provides pressure containment and primary corrosion resistance | Corrosion rate that can reduce pressure-boundary integrity, create leak paths, or shorten structural life |
| Ball | Forms the sealing interface and sees the medium directly | Surface attack, pitting, wear, and finish degradation that can destabilize shutoff |
| Stem / wetted trim | Carries torque and may be partially exposed to the medium | Corrosion, galling, trim wear, and seal support issues that affect operation and containment |
| Seat | Determines shutoff tightness and wear behavior | Chemical swelling, hardening, cold flow, erosion, or thermal deformation that leads to leakage |
| Seal / packing | Controls leakage to atmosphere and internal sealing support | Fugitive leakage risk, hardening, permeation, extrusion, and loss of long-term sealing stability |
| Lining | Creates a corrosion barrier where a lined route is used | Permeation, temperature limit, vacuum performance, and mechanical damage that can expose the pressure boundary |
Body, ball, and stem: the wetted metal route
The body, ball, and stem form the core metallic route of the valve. In many chemical services, these parts are where buyers first look: stainless routes, nickel-alloy routes, titanium-family routes, or other corrosion-resistant options. That is important, but it is not the whole answer.
A body material that looks acceptable on paper does not guarantee the whole valve is acceptable. The ball surface, stem, and other wetted metallic parts still have to resist the medium and still have to work with the selected seat and seal system.
Seat, seal, and lining: where compatibility often changes the outcome
Seat and seal materials change the selection outcome far more often than generic articles admit, especially when choices such as PTFE vs. PEEK ball valve seals can materially alter service fit.
In practice, chemical resistant ball valves are not defined only by the body alloy. They are defined by the combined compatibility of:
- the pressure-boundary materials
- the wetted metallic parts
- the seating system
- the sealing elements
- any lining system used to protect the pressure boundary
Why ball-valve construction matters more than a single “best material”
The idea of one “best material” sounds efficient, but in real chemical processing it is usually the wrong starting point. One service may push the decision toward a more corrosion-resistant body route, while another may place the real limit on the seat, the packing, or the valve type itself.
For that reason, recommended materials for ball valves in chemical processing should always be treated as a construction route decision, not a one-word answer.
How to Choose Ball Valve Materials for Chemical Processing
Metal body and wetted-part material routes
For metal-bodied ball valves in chemical processing, the starting point is usually the corrosion resistance and mechanical strength of the body and wetted metals. Stainless steel ball valves for chemical processing are often the default starting route for neutral to moderately corrosive service where the chemistry, concentration, and temperature stay within a well-understood compatibility window. That does not make stainless a universal chemical-service answer.

The route becomes more demanding when the medium is strongly oxidizing, more corrosive over time, hotter, more concentration-sensitive, or more punishing across the full lifecycle. At that stage, buyers often move toward higher-alloy evaluation, lined construction review, or another more conservative material route. In practical terms:
- Use stainless routes when the medium and service envelope remain comfortably inside a verified compatibility window
- Move to higher-alloy routes when corrosion severity, oxidizing behavior, or lifecycle exposure exceeds that window
- Consider lined or nonmetallic routes when chemical attack becomes the main problem and the mechanical duty still allows that construction.
This is the more useful way to read ball valve material selection in corrosive environments.
Seat / seal / lining material routes
Soft-seat materials are common because they support low-torque shutoff and tight isolation in clean chemical service. PTFE-based routes remain widely considered where chemical compatibility is strong and the service remains inside soft-seat limits. Other polymer or reinforced seat routes may enter when wear resistance, creep resistance, or temperature demand more from the seat.
The route changes when service becomes hotter, more abrasive, or more punishing on soft materials. That is where metal seated ball valves for high temperature chemical service or severe-duty seating routes become relevant. The trade-off is practical: moving toward a metal-seated route can improve survivability in harsh duty, but it changes shutoff expectation, torque profile, and cost structure.
A PTFE ball valve for chemical service can be a strong route in the right operating window. It is not a universal answer once temperature, pressure, wear, cycling, or permeation exposure move outside that window.
Reading media-to-material guidance without treating it as a universal answer
The table below is a directional starting point, not a substitute for final compatibility verification. Any starting route still has to be checked against the full service envelope already defined by medium, concentration, temperature, pressure, duty pattern, and sealing demand.
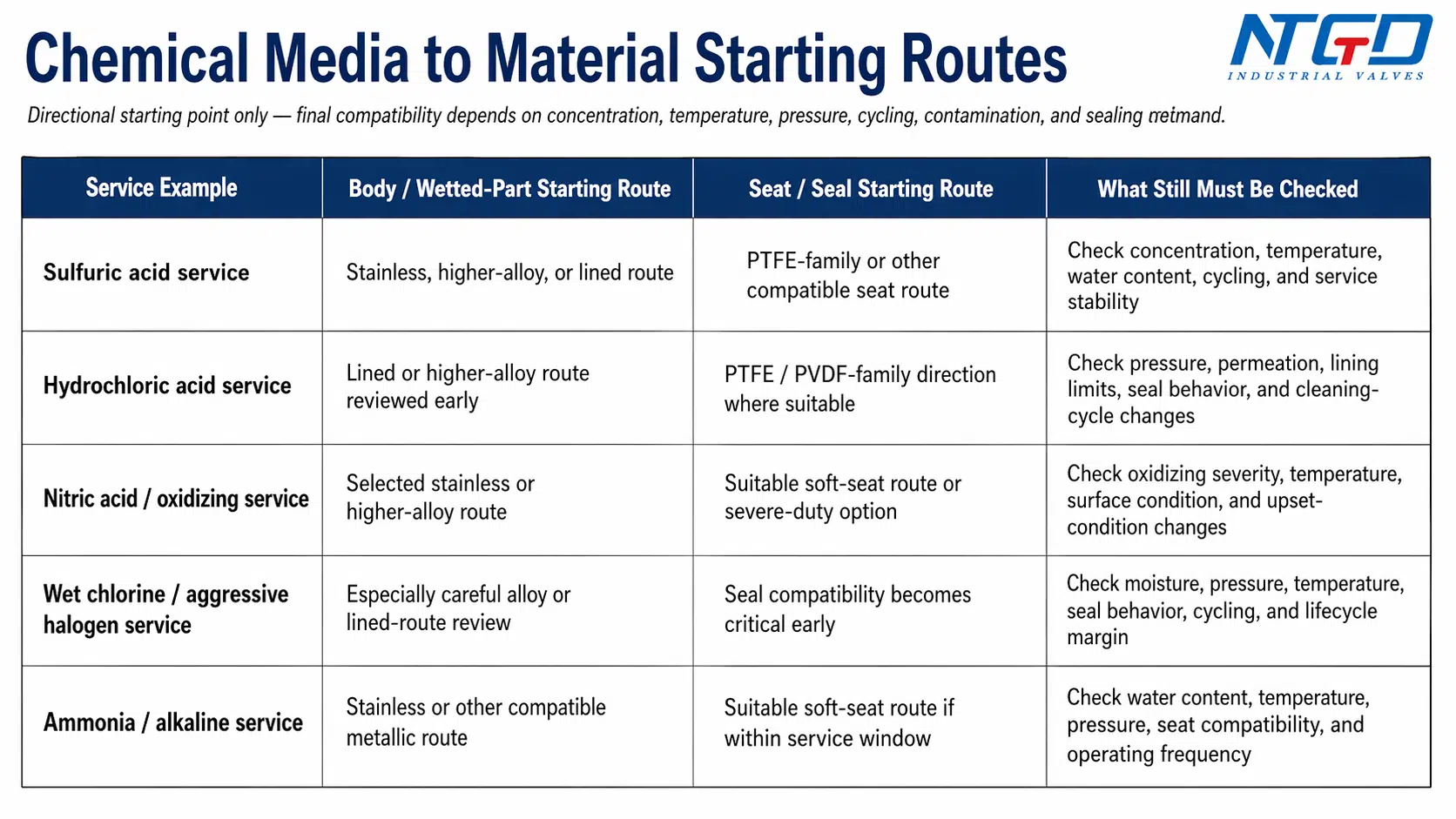
| Service example | Common body / wetted-part starting route | Common seat / seal starting route | What still must be checked |
|---|---|---|---|
| Sulfuric acid service | Stainless route, higher-alloy route, or lined route depending on concentration and temperature | PTFE-family or other compatible seat route, depending on temperature and wear | Actual concentration range, temperature variation, water content, cycling frequency, and whether the service stays stable or swings between conditions |
| Hydrochloric acid service | Lined route or higher-alloy route is often reviewed early | PTFE/PVDF-family direction may be considered where suitable | Pressure level, permeation exposure, lining limits, seal behavior, and whether contamination or cleaning cycles change the duty |
| Nitric acid or oxidizing service | Selected stainless or higher-alloy route depending on exact concentration and temperature | Chemically suitable soft-seat route or severe-duty option as required | Oxidizing severity, temperature range, surface condition, sealing expectation, and whether upset conditions change the compatibility picture |
| Wet chlorine or highly aggressive halogen service | Requires especially careful alloy or lined-route review | Seal compatibility becomes critical early | Moisture condition, pressure, temperature, seal behavior, cycling pattern, and lifecycle margin |
| Ammonia or alkaline service | Stainless or other compatible metallic route depending on purity and temperature | Suitable soft-seat route if within service window | Water content, temperature, pressure, seat compatibility, operating frequency, and maintenance exposure |
A materials table is useful only when it leads to a better follow-up question:
Which condition could move this service out of the starting route and into a different construction decision?
Which Service Conditions Change the Material Decision
Material choice should not be separated from service conditions. The same chemical can point to different routes when concentration, temperature, pressure, cycling pattern, or shutoff requirement changes.
Chemical family and concentration
A chemical name alone is not enough. Concentration can completely change the corrosion picture, especially once ions, contamination, or localized attack start to alter the way a material behaves in service, as discussed in Emerson’s corrosion reference.
The same applies when trace contaminants, cleaning fluids, or process carryover are present.
For ball valve material compatibility for chemicals, the buyer should confirm:
- exact chemical family
- operating concentration and upset concentration
- whether the service is clean, wet, dry, oxidizing, reducing, or contaminated
- whether the line is batch, continuous, intermittent, or frequently cleaned
Temperature, pressure, and service envelope
Temperature changes both corrosion behavior and soft-material performance. Pressure changes the mechanical demand on the body and the sealing load across the shutoff interface, and ASME B16.34 pressure-temperature limits still need to be checked against the selected body material.
When both rise together, the material answer can change quickly.
High pressure alone may move the valve design toward a trunnion-supported route. High temperature may move the seating route away from a soft-seat direction. When chemical attack and temperature combine, both the pressure-boundary materials and the seat/seal route need re-evaluation.
Shutoff expectation, wear exposure, and compatibility boundaries
A clean isolation line with moderate cycling asks a different question from a line that sees abrasive contamination, severe cycling, thermal swing, or tight leakage sensitivity. The more demanding the shutoff expectation, the more important seat and seal behavior becomes.
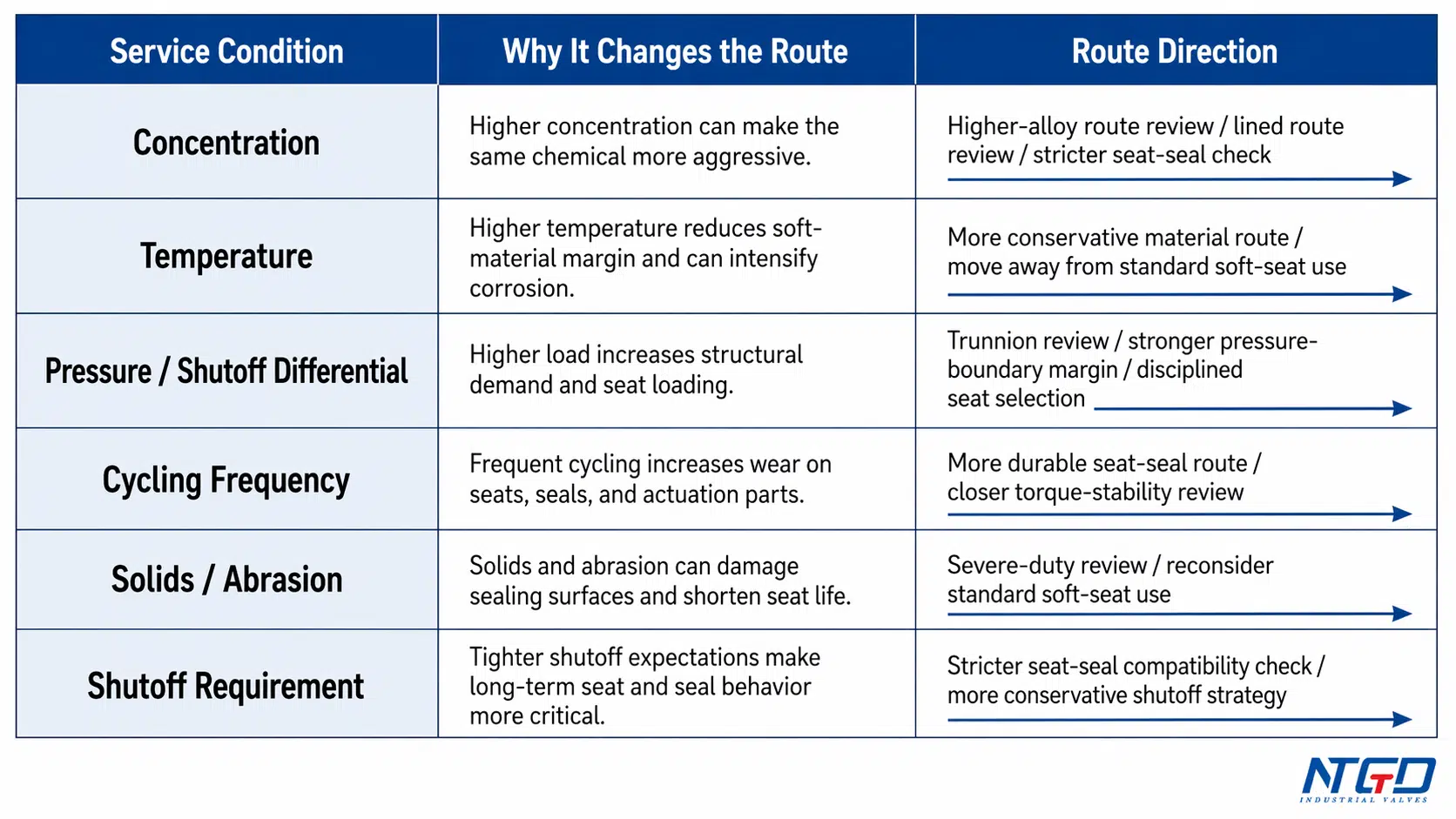
| Service variable | Why it changes the decision | What it often pushes the selection toward |
|---|---|---|
| Higher concentration | Can make the same medium far more aggressive | Higher-alloy, lined, or more carefully verified compatibility routes, with a stricter re-check of seat and seal behavior |
| Higher temperature | Accelerates corrosion and reduces soft-material margin | A more conservative material route, tighter compatibility review, and possible movement away from standard soft-seat choices |
| Higher pressure / shutoff differential | Increases structural and sealing demand | Trunnion route review, stronger pressure-boundary margin, and more disciplined seat selection |
| Frequent cycling | Increases wear on seats, seals, and actuation components | More durable seat/seal routes, tighter maintenance planning, and closer attention to torque stability |
| Solids / abrasion | Damages soft seats and sealing surfaces | Severe-duty review and possible reconsideration of standard soft-seat use |
| Tight shutoff requirement | Makes seat and seal behavior more critical over time | More conservative sealing choices and stricter review of long-term shutoff stability |
At this stage the focus shifts from searching for a single “best material” to selecting a route that accounts for the full service profile.
Choosing the Right Ball Valve Type for Chemical Applications
Material choice does not finish the job. The valve type still has to match the duty. A page targeting ball valves for chemical applications therefore cannot stop at the material layer.
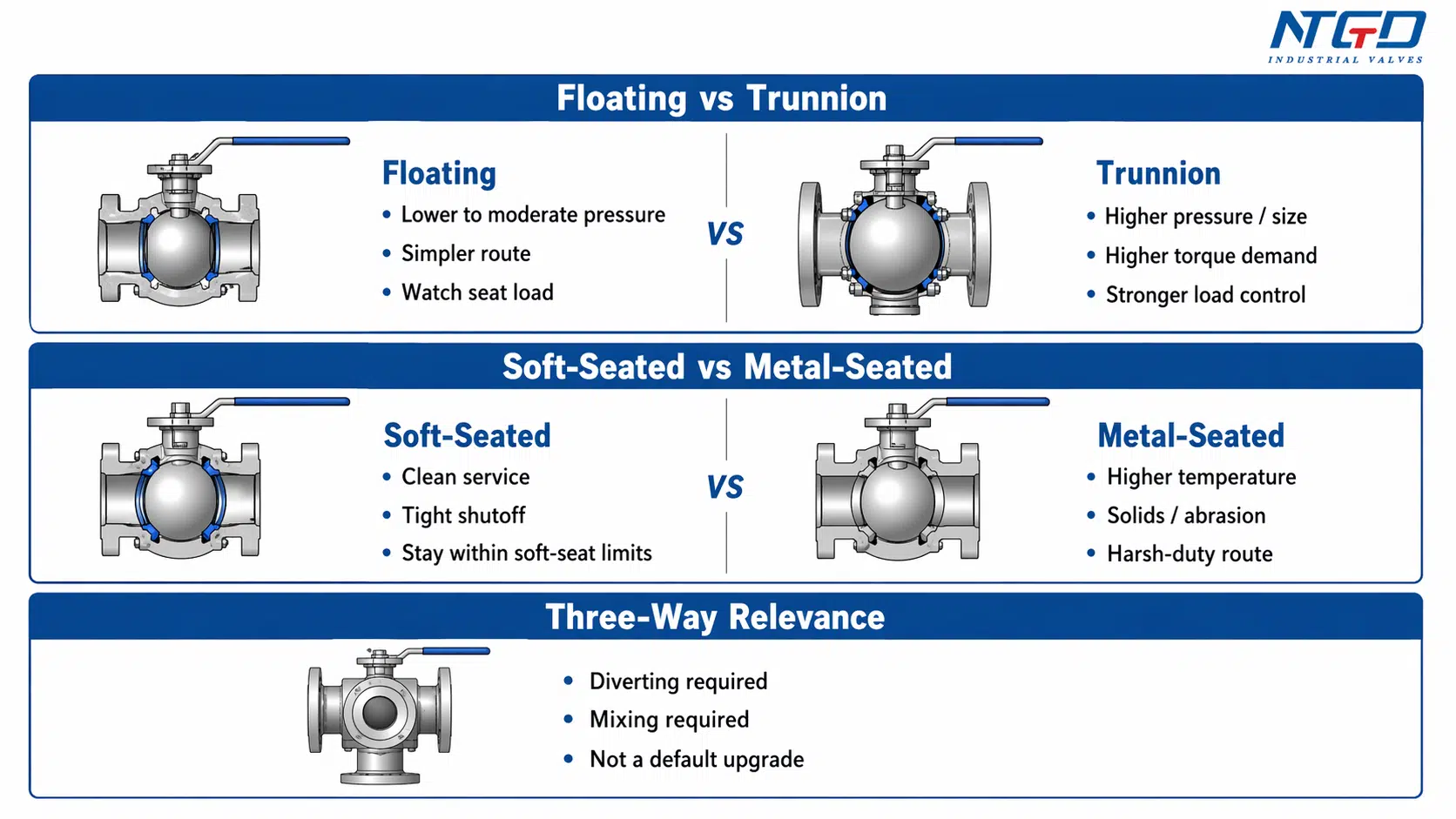
Floating vs. trunnion ball valves
A floating ball valve is commonly considered in smaller or lower-to-moderate pressure service where tight shutoff and simpler construction are priorities. A trunnion-mounted ball valve becomes more attractive as size, pressure, or operating torque demand rises.
The engineering point is not that one is better in general. It is that pressure envelope, torque management, seat loading, and automation demand can change which route makes sense.
Soft-seated vs. metal-seated boundaries
This is one of the most important type-and-material boundaries in chemical service. A soft-seated route is often favored when clean media and tight shutoff are priorities, and when temperature and wear exposure stay within the seat material’s workable envelope.
A metal-seated route becomes more relevant when temperature, flashing, abrasion, solids, or severe cycling push the service beyond what a soft-seat can hold for an acceptable lifecycle.
The trade-off is practical: a metal seat can improve survival in harsh service, but it changes shutoff expectation and often raises operating and purchase complexity.
Three-way, port design, and actuation choices when the process requires them
Three-way ball valves are not a default upgrade.
They are useful when the process actually requires diverting or mixing flow paths. Full-port designs can matter when pressure drop, flushing, or cleanability concerns are present. Reduced-port designs may still be acceptable where the process allows them. Actuation becomes critical when remote shutdown, repeatability, or automated isolation is part of the system requirement.
| Valve route | When it is commonly considered | What to watch |
|---|---|---|
| Floating ball valve | Smaller sizes, moderate pressure, clean isolation service | Seat loading under higher differential pressure, wear exposure, and torque stability over cycling |
| Trunnion ball valve | Higher pressure, larger size, higher differential pressure | Complexity, cost, and the maintenance planning that comes with a heavier-duty construction |
| Soft-seated ball valve | Clean chemical service requiring tight shutoff | Temperature limit, chemical compatibility across the full service envelope, swelling, creep, wear, and abrasion |
| Metal-seated ball valve | High temperature, abrasive, severe-duty chemical service | Shutoff expectation, torque, lifecycle cost, and whether the severe-duty route is actually justified |
| Three-way ball valve | Process routing, diverting, mixing duties | Flow-path complexity, cleanability, and compatibility across all wetted passages |
| Full-port route | When lower pressure drop and better flushability matter | Envelope, cost, and whether the process truly benefits from the larger flow path |
| Actuated route | Remote isolation, emergency shutdown, automated duty | Fail-safe logic, air/power availability, repeatability, and maintenance support |
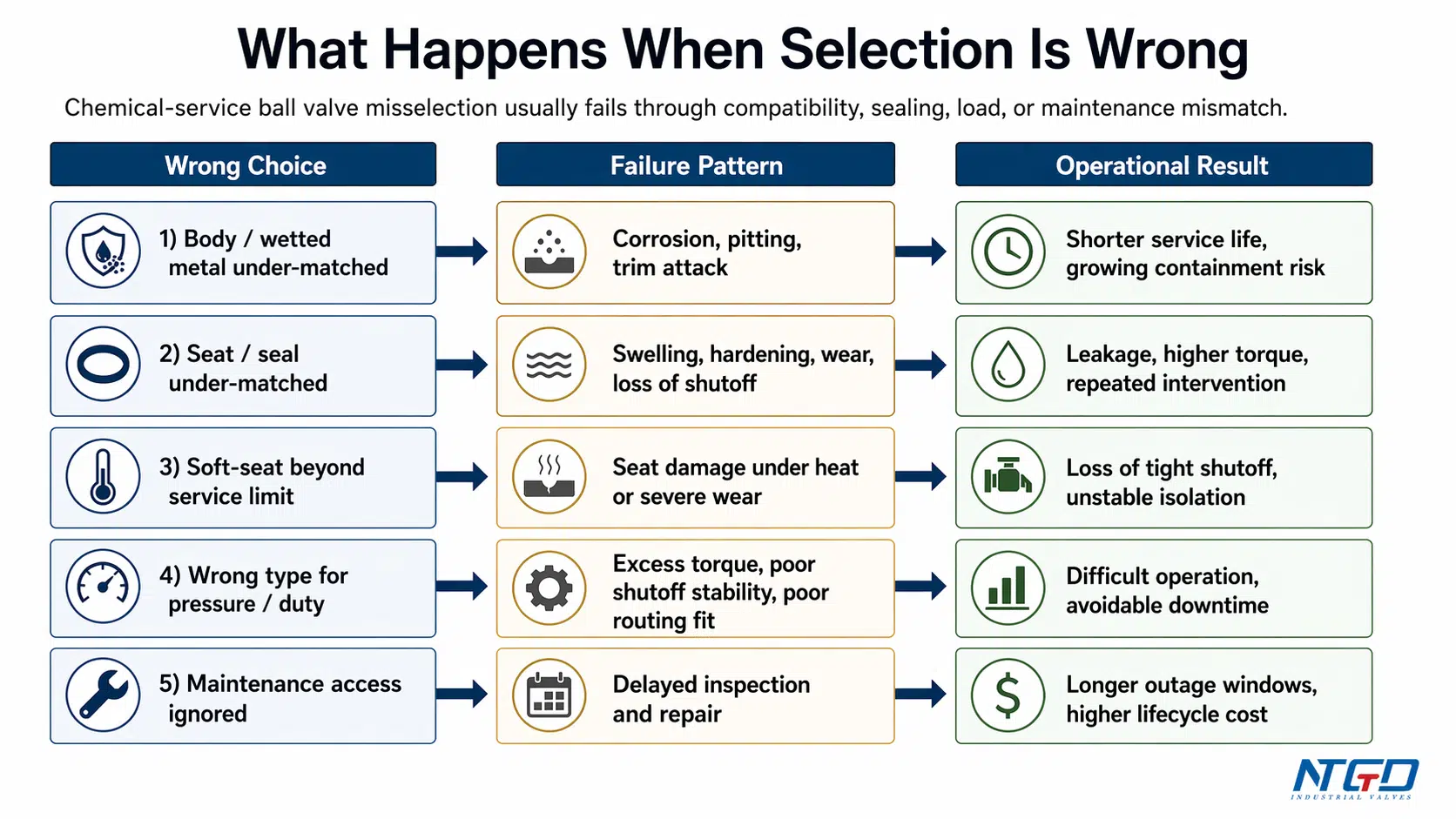
What Happens When the Selection Is Wrong
A weak selection can remain hidden during commissioning and still become expensive later. That is why wrong-choice consequences deserve their own place in the page structure.
Material mismatch and corrosion-related failure
If the body or wetted metallic parts are under-matched for the medium, the result is not just a theoretical corrosion concern. It becomes pitting, wall loss, surface degradation, stem trouble, or unstable shutoff over time. The valve may still open and close while already developing a leak path, trim damage, or a shortened service life.
Seat / seal mismatch, leakage, and maintenance burden
Seat and seal mismatch often appears faster than buyers expect, especially in services where long-term sealing stability and fugitive-emissions control matter.
A soft material that looked acceptable in a simplified chart can swell, harden, crack, extrude, or lose sealing stability once the real service temperature, concentration, or cycling pattern is considered. That is where leakage, rising torque, repeated seat intervention, and avoidable maintenance burden start to appear.
Service-limit errors that increase downtime and specification risk
Some wrong choices are not corrosion failures at all. They are service-limit errors: using a soft-seat where the service is too hot, choosing the wrong route for the shutoff differential, or treating a diverting duty as if it were a simple isolation line. These mistakes show up as unplanned shutdowns, unstable operation, repeated maintenance, or a valve that is always close to acceptable but never fully stable.
| Wrong selection decision | Typical failure pattern | Operational result |
|---|---|---|
| Body / wetted metal under-matched | Corrosion, pitting, trim attack | Shorter service life, growing containment risk, and earlier replacement or shutdown exposure |
| Seat / seal under-matched | Swelling, hardening, wear, loss of shutoff | Leakage, higher torque, repeated intervention, and escalating maintenance burden |
| Soft-seat used beyond service limit | Seat damage under heat or severe wear | Loss of tight shutoff, unstable isolation, and accelerated seat replacement frequency |
| Wrong type for pressure / duty | Excess torque, poor shutoff stability, poor routing fit | Difficult operation, unreliable automation behavior, and avoidable downtime |
| Maintenance access ignored | Delayed inspection and repair | Longer outage windows and higher lifecycle cost |
A valve that is only roughly compatible often becomes one of the common ball valve failure problems long before it becomes an obvious operating failure.
Maintenance, Lifecycle, and Final Fit-Check Before You Specify
Maintenance burden in chemical service is determined far more by how well the selected construction matches the actual duty than by valve type alone. A well-matched valve in clean isolation service may need routine inspection and normal seal attention. A poorly matched valve in aggressive or dirty service will ask for frequent intervention no matter how good the brand reputation sounds.
What maintenance burden really depends on
The practical questions for teams that need to maintain and troubleshoot ball valves are:
- Does the medium attack the seat or packing faster than expected?
- Is the service cycling often enough to accelerate wear?
- Does the line allow reasonable access for inspection and replacement?
- Is the valve being used mainly for isolation, or is it being pushed into a harsher duty?

Lifecycle trade-offs after the material and type choice
A cheaper initial route can become more expensive if it creates leakage, replacement frequency, or shutdown exposure, which is why total cost of ownership belongs at the end of the decision process, not at the beginning.
A more conservative route may cost more up front but reduce lifecycle burden when the service is aggressive enough to justify it. That is why cost-effectiveness belongs at the end of the decision process, not at the beginning.
A final fit-check for chemical-service ball valve selection
Before releasing a specification or RFQ, use a short fit-check that ties the page together.
| Fit-check question | Why it matters | What it may change |
|---|---|---|
| What is the exact medium and concentration? | Chemical name alone is not enough | Body, ball, stem, seat, and seal route |
| What are the normal and upset temperatures? | Temperature changes both corrosion and seat behavior | Material compatibility margin and soft-seat vs. metal-seat boundary |
| What are the operating and shutoff pressures? | Pressure affects type route and seat loading | Floating vs. trunnion review and rating margin |
| Is the service clean, dirty, abrasive, or prone to buildup? | Solids and wear can change seat selection completely | Seating route and severe-duty review |
| Is the duty isolation only, or frequent cycling / routing? | Duty pattern changes wear and type selection | Type route, actuator choice, and maintenance plan |
| How tight must shutoff remain over time? | Leakage expectation drives seat/seal conservatism | Seat material choice and lifecycle margin |
| How accessible is the valve for service? | Maintenance difficulty changes real lifecycle cost | Construction choice and maintenance planning |
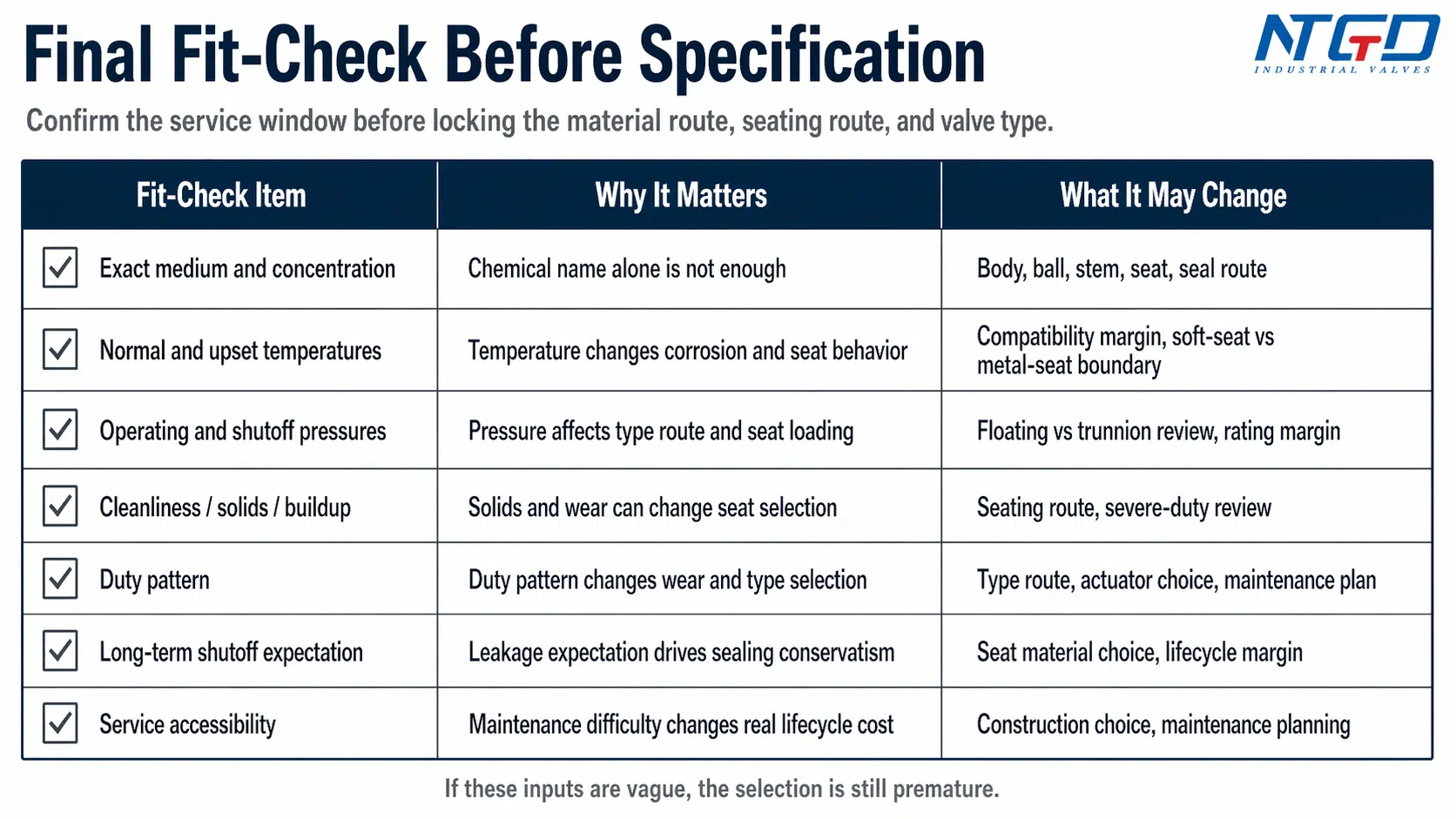
If the answers are vague, the valve selection is still premature.
FAQ
1) Which ball valves are best for chemical applications?
The best ball valves for chemical applications are the ones whose full construction matches the actual duty. Start with the medium, concentration, temperature, and pressure. Then confirm the body and wetted-metal route, the seat and seal route, and the valve type. A clean, moderate-temperature isolation line may stay with one route, while a hot, corrosive, or abrasive duty may require a very different construction balance.
2) Is stainless steel enough for all chemical processing service?
No. Stainless can be a practical starting route in many services, but it is not a universal answer. The real question is whether the exact concentration, temperature range, contaminants, and operating pattern stay within a verified stainless compatibility window.
3) Do I need to evaluate seat and seal materials separately from body material?
Yes. That is one of the most important steps in chemical-service selection. A body route that looks acceptable does not automatically mean the seat, packing, or seal route is acceptable. In many ball valves for chemical applications, the seat and seal system becomes the real limit first.
4) When should I move from a soft-seated route to a metal-seated route?
That move becomes more relevant when temperature, abrasion, solids, flashing, or severe cycling push the service beyond what a soft-seat can hold for an acceptable lifecycle. A metal-seated route is not automatically better; it is a harsher-duty boundary decision.
5) When does a lined ball valve make more sense than a metal-bodied route?
A lined route becomes more attractive when chemical attack is the main problem and the mechanical duty still fits lining limits. If corrosion severity keeps pushing a metal-bodied route toward more conservative alloy choices, a lined construction may be the more practical option. The check does not stop there: temperature, pressure, permeation exposure, vacuum conditions, and mechanical damage risk still decide whether a lined route is workable over time.
6) When is a trunnion ball valve better than a floating ball valve?
A trunnion route is commonly reviewed when size, pressure, shutoff differential, or torque demand becomes more severe.
A floating route can still be effective in smaller or less demanding isolation service. The better route depends on how much load the seat system must carry and how stable the valve needs to remain over its lifecycle.
7) Can PTFE solve most chemical compatibility problems?
PTFE is important in chemical service because it offers broad compatibility in many applications, but it does not solve every service condition. Temperature, pressure, wear, permeation, cycling, and mechanical support still matter. PTFE can be a strong seat or lining route only when it is checked against the actual operating envelope.
8) What information should I verify before requesting a quotation?
At minimum, verify the exact medium and concentration, normal and upset temperature, operating and shutoff pressure, shutoff requirement, duty pattern, line cleanliness, and whether remote actuation is needed. Those are the same inputs used in the final fit-check in this guide, and they are what make a recommendation specific instead of provisional.
Conclusion
The difference between a valve that looks acceptable on a generic chart and one that remains stable in chemical service is the fit-check that ties every variable together: medium, concentration, temperature, pressure, seating route, valve type, and duty pattern. If those inputs are not clear, the selection is still incomplete no matter how familiar the material name or valve style may look.

Final Application Check
When you are ready to move from general selection to a specific application review, prepare the medium, concentration, temperature range, pressure, shutoff requirement, and duty pattern first. With those inputs ready, an engineering application check can confirm the right material route, seating route, and valve type before the specification is finalized.
