Author Name: Bruce Zheng
Author Role: Co-Founder and Valve Engineer at NTGD Valve
Author Bio: Bruce Zheng is Co-Founder and Valve Engineer at NTGD Valve, focusing on industrial valve selection, application, and technical content for global B2B buyers.
Last Updated: May 6, 2026
Valve corrosion is not only a surface appearance problem. In industrial service, corrosion can damage the valve body, stem, seat, gasket, bolting, coating, lining, or sealing surface. Once these areas are affected, the result may be internal leakage, external leakage, stiff operation, coating breakdown, shortened service life, or unplanned shutdown.
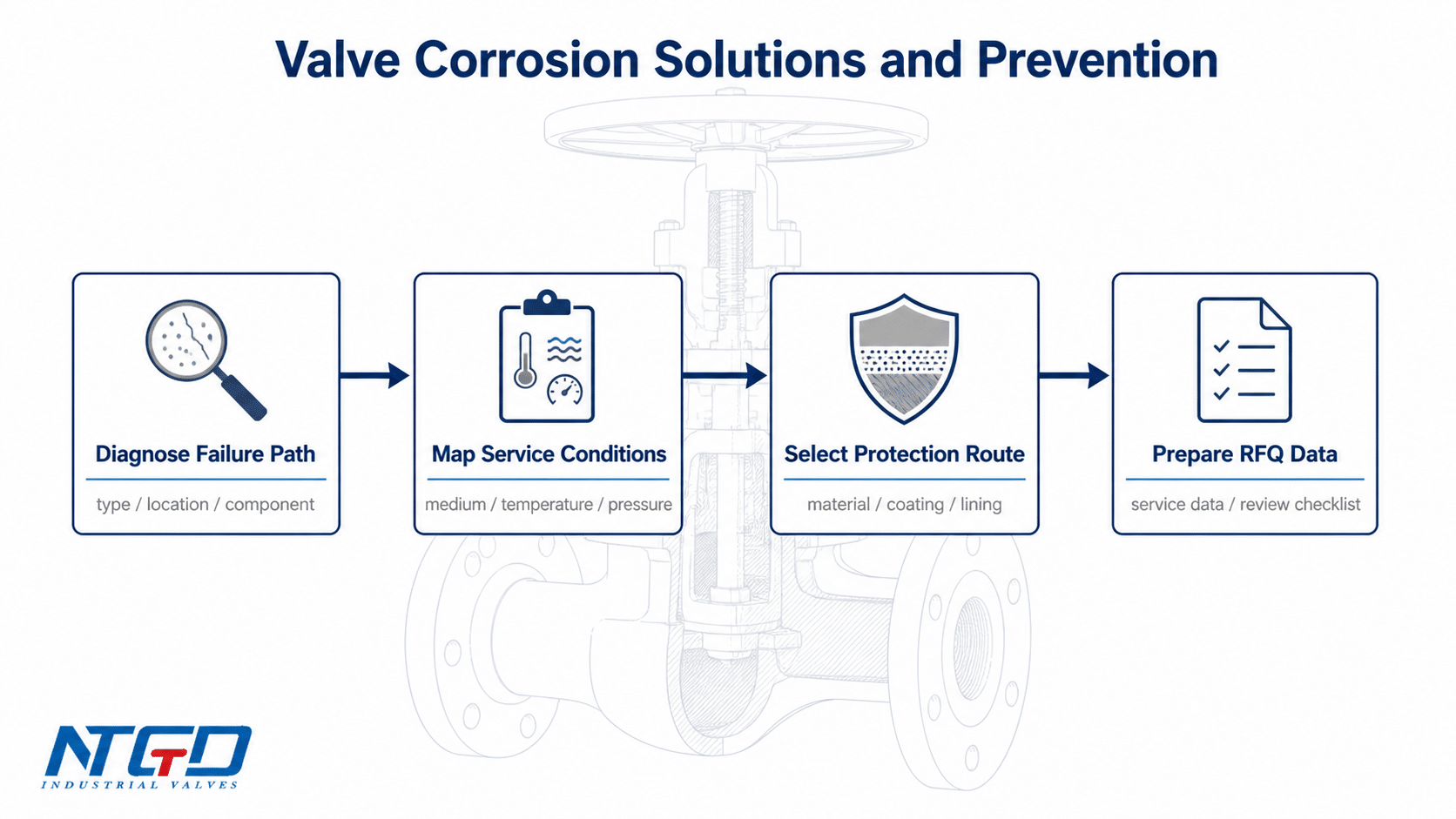
A reliable valve corrosion solution starts before choosing a coating or material grade. Engineers first need to identify the corrosive medium, operating temperature, pressure, concentration, flow condition, external environment, and the valve component most exposed to corrosion.
For corrosion resistant industrial valves, protection normally comes from a controlled combination of:
- base material and trim selection;
- non-metallic lining or sealing materials;
- valve coating, surface treatment, or thermal spraying where suitable;
- corrosion inhibitor or electrochemical protection in selected systems;
- environmental control, inspection, and maintenance planning;
- valve construction details that reduce trapped media, crevice corrosion, and coating failure.
The purpose is not to apply every anti-corrosion measure at once. The practical goal is to identify the failure path and match the protection method to the specific valve component and operating condition.
What Valve Corrosion Means in Industrial Valve Service
Valve corrosion is the deterioration of valve material caused by chemical or electrochemical reaction with the surrounding medium or environment. In practice, corrosion can occur inside the wetted flow path, on external surfaces, around the stem and packing area, at flange connections, or at coating and lining interfaces.
For an industrial valve, corrosion becomes serious when it affects one of three functions:
| Affected Function | Typical Corrosion Impact | Practical Result |
|---|---|---|
| Pressure boundary | Body, bonnet, flange, or bolting corrosion | External leakage, shutdown risk, safety review, or replacement decision |
| Shutoff / control | Seat, disc, ball, gate, plug, or trim damage | Isolation failure, internal leakage, product loss, or process instability |
| Operation | Stem, packing, yoke, or actuator interface corrosion | Stiff operation, stem seizure, emergency operation difficulty, or maintenance intervention |
Valve corrosion prevention cannot be handled only by choosing a “corrosion-resistant material.” If the real problem is a corroded sealing surface, a damaged coating edge, a chloride-sensitive trim, or a stem exposed to humid vapor, the protection method must follow that failure path. Solving the wrong problem usually leads to repeated corrosion, repeated repair, and higher lifecycle cost.
Diagnose Valve Corrosion Before Choosing a Solution
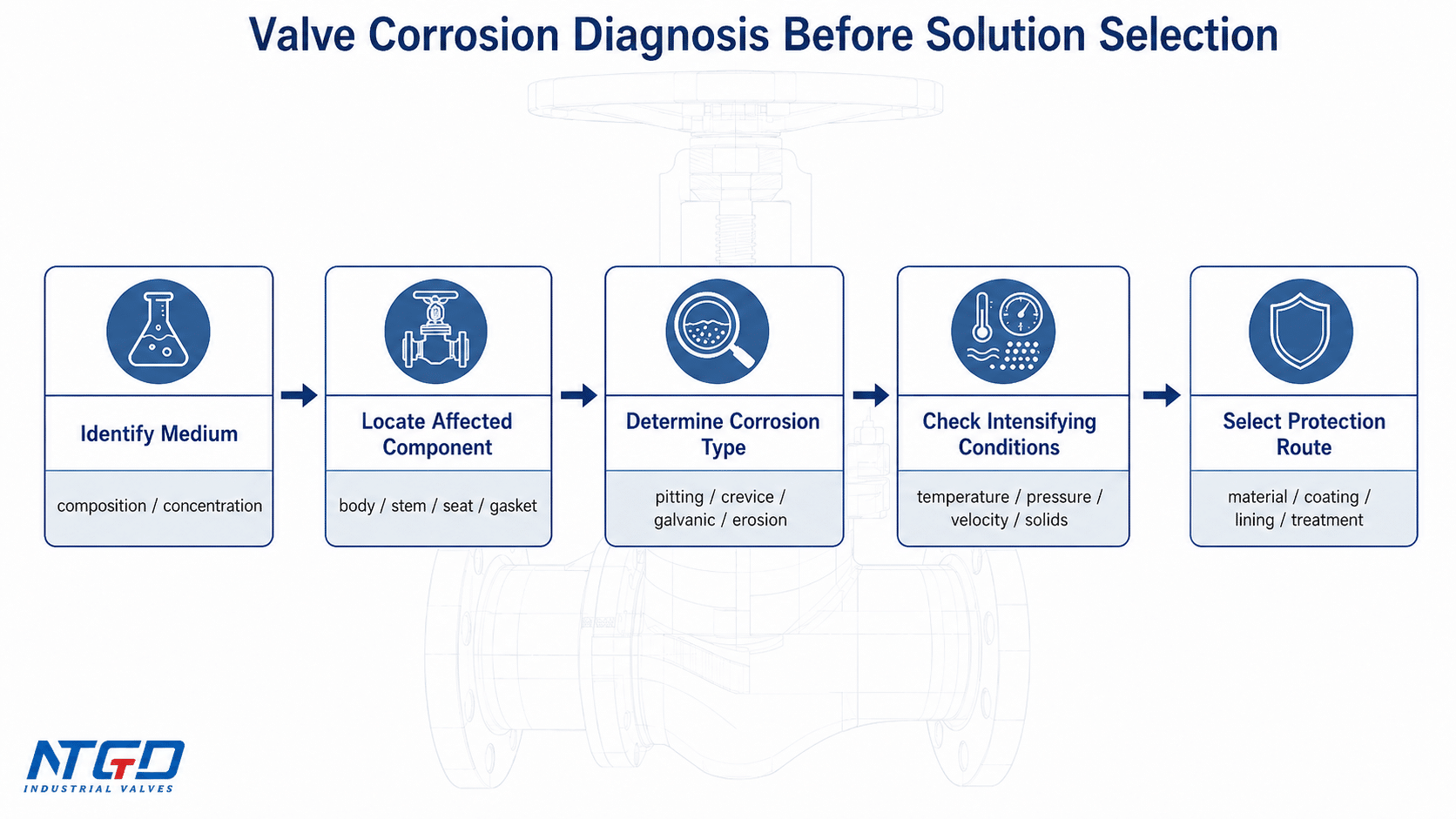
A common mistake is to choose a valve coating, lining, or alloy before identifying the corrosion mechanism. A diagnosis-first approach checks the type of attack, the exact location on the valve, and the operating condition that triggers or accelerates the damage.
A useful diagnostic sequence is:
- Identify the corrosive medium — name, composition, concentration, and contaminants.
- Locate the affected valve component — body, stem, seat, trim, gasket, bolting, coating, or lining.
- Determine the corrosion mechanism — chemical, electrochemical, pitting, crevice, erosion-corrosion, or atmospheric.
- Check the intensifying condition — temperature, pressure, velocity, solids, oxygen, chloride, vapor, or humidity.
- Select the protection method based on the failure path — not by material name alone.
Identify the Corrosion Type
Industrial valves may face several corrosion mechanisms:
| Corrosion Type | Typical Cause | Valve Area Commonly Affected |
|---|---|---|
| Chemical corrosion | Direct reaction with acids, alkalis, solvents, or other aggressive media | Body, trim, lining, sealing surface |
| Electrochemical / galvanic corrosion | Potential difference between dissimilar metals in conductive environments | Bolting, flange areas, mixed-metal assemblies |
| Pitting corrosion | Localized attack, often intensified by chloride-containing media | Stainless steel body, trim, stem, seat area |
| Crevice corrosion | Trapped liquid, deposits, gasket gaps, cavities, or threaded areas | Bonnet joints, gasket grooves, threaded areas, body cavities |
| Erosion-corrosion | Corrosion combined with high velocity, turbulence, or solid particles | Seat, disc, plug, ball, elbowed flow path, throttling areas |
| Atmospheric corrosion | Humidity, vapor, condensation, salt mist, dust, chemical vapor, or steam exposure | External body surface, stem, handwheel, bolting, support areas |
The solution for each case is different. A surface coating may help external atmospheric corrosion, but it may not solve internal pitting on a wetted sealing surface. A stainless steel upgrade may improve general corrosion resistance, but it may still fail in certain chloride or high-temperature conditions if the grade and service data are not matched.
Locate the Corrosion Area
Before selecting a valve corrosion solution, check whether the problem is on:
- the valve body or bonnet;
- the stem or packing area;
- the seat or sealing surface;
- the disc, ball, gate, plug, or trim;
- the gasket or bolting;
- the internal lining;
- the external coating;
- the flange or threaded connection.
A corroded body surface and a corroded sealing surface require different responses. Body corrosion may call for coating, material upgrade, or replacement. Seat or trim corrosion may require trim material review, lining review, flow velocity correction, or a different valve type. Stem corrosion may need surface treatment, packing compatibility review, protective covers, or better atmospheric control.
Match Corrosive Media and Service Conditions to Valve Protection Needs
Corrosion-resistant valves should be selected according to actual corrosion risk factors, not by material name alone. The corrosive medium, concentration, temperature, pressure, flow velocity, solids content, oxygen content, and external environment all change the corrosion risk.
Medium Composition, Concentration, Temperature, and Pressure
Even when the medium name is the same, corrosion behavior can change with concentration and temperature. A valve material that performs well in a dilute chemical may not perform the same way in a concentrated or high-temperature version of that chemical. Higher temperature can accelerate reaction rates and may also affect the strength, sealing performance, and lining stability of non-metallic materials.
Pressure also matters. High pressure does not always increase corrosion directly, but it changes the consequence of material loss, leakage, or coating failure. A small corrosion defect on a low-pressure utility valve may be manageable through maintenance. The same defect on a high-pressure process valve may become a pressure-boundary concern.
Chlorides, Acids, Alkalis, Seawater, Steam, and Abrasive Media
Corrosive service should be described in practical engineering terms. Useful service data includes:
| Service Factor | Why It Matters for Valve Corrosion |
|---|---|
| Acid or alkali type | Determines whether metal, alloy, rubber, PTFE/PFA, or lining routes can protect the wetted body and trim |
| Concentration | Changes material compatibility and may shift the decision from coating to lining or alloy upgrade |
| Temperature | Affects corrosion rate, coating stability, lining limits, gasket performance, and sealing reliability |
| Chloride content | Increases the risk of pitting or crevice corrosion in some stainless steels, especially around trim and seat areas |
| Seawater or marine atmosphere | Creates both internal and external corrosion risk, especially for bolting, flanges, coatings, and exposed stems |
| Steam or humid atmosphere | Accelerates external corrosion and condensation-related attack around stems, packing, bolting, and supports |
| Solids or slurry | Can remove coatings, abrade lining, damage seats, and accelerate erosion-corrosion at trim surfaces |
| Flow velocity | Intensifies erosion-corrosion at throttling areas, seat rings, discs, plugs, and direction-change points |
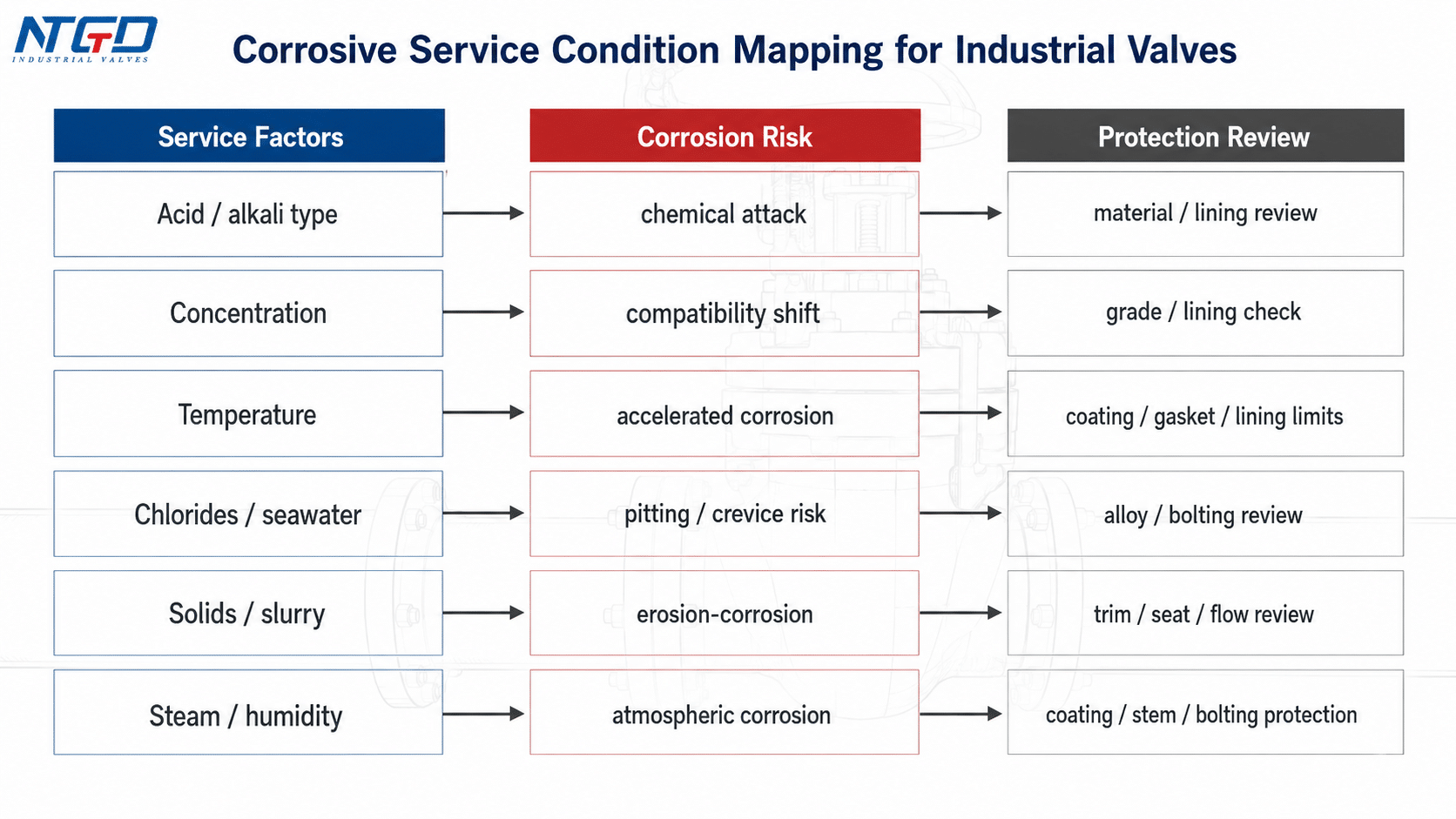
A corrosion resistant valve material should therefore be selected from a service-data package, not from a generic material list. For many corrosion resistant industrial valves, selection fails not because the material name is wrong in a catalog, but because concentration, temperature, chloride content, abrasive solids, or another minor service factor was missing from the review. Nitric acid, seawater, chloride-containing water, steam condensate, sulfur-containing media, and abrasive slurry all require different protection logic; for example, abrasive solids may require a separate ball valve slurry service review rather than a generic corrosion-resistant material choice.
Material, Lining, and Coating Routes for Corrosion-Resistant Industrial Valves
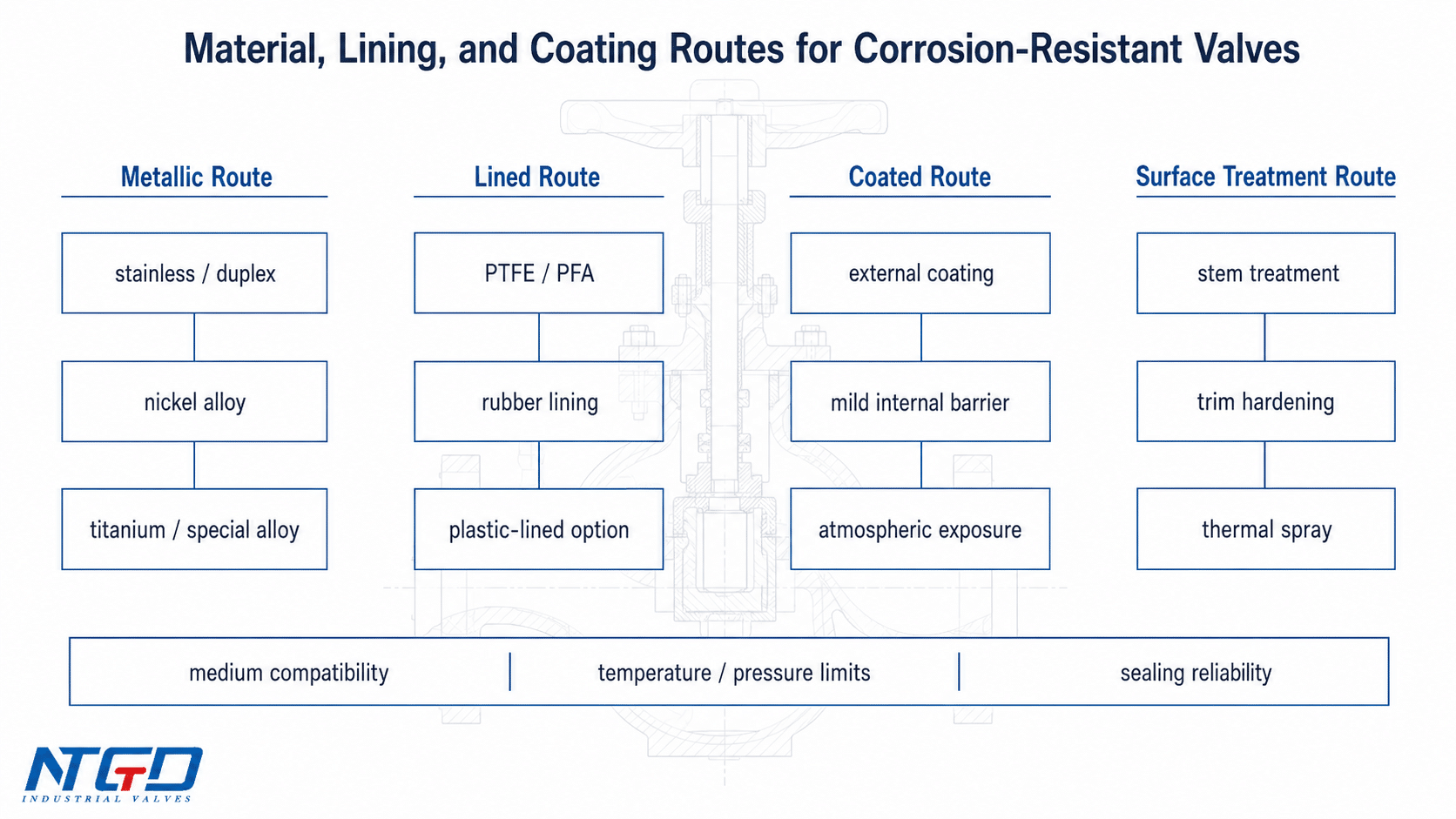
Corrosion-resistant industrial valves are not defined by one material. Corrosion resistance is created by the full combination of body material, trim material, sealing material, gasket, packing, lining, coating, surface treatment, and service condition.
Metallic Material Routes
Metallic routes are used when mechanical strength, pressure class, temperature resistance, and structural reliability are important. Common routes include:
| Route | Typical Use Logic | Main Boundary |
|---|---|---|
| Carbon steel with coating | External or mild internal corrosion protection where base metal strength is acceptable | Should not be treated as a severe chemical-service solution if coating damage can expose the base metal |
| Stainless steel | General corrosion resistance in many process and utility services | Grade must match chloride, temperature, concentration, and crevice risk |
| Duplex / higher alloy stainless steel | Higher resistance in selected chloride or aggressive environments | Requires service-specific compatibility review; not a generic replacement for all stainless grades |
| Nickel alloy / Hastelloy-type route | Severe chemical corrosion or aggressive media | Cost and availability must be justified by service severity and failure consequence |
| Titanium or special alloy route | Selected severe chemical or seawater-related services | Not a universal solution; media compatibility must be verified before selection |
Material upgrade should follow the corrosion mechanism and failure consequence. In low-risk service, a coating or lining route may be sufficient. In severe chemical service, high failure-consequence service, or where the pressure boundary and sealing surfaces are both exposed, base material and trim compatibility become the primary decision.
Non-Metallic and Lined Routes
Non-metallic materials can provide strong corrosion resistance when their temperature, pressure, and mechanical limits match the service. PTFE, rubber, nylon, flexible graphite, and non-metallic sealing components should be treated as part of the material and lining strategy rather than isolated anti-corrosion items.
Common non-metallic or lined routes include:
- PTFE or PFA lining for aggressive chemical contact;
- Rubber-lined diaphragm valve routes for selected corrosive or abrasive media;
- plastic valve options in lower-pressure or lower-temperature services;
- non-metallic seat, gasket, packing, and sealing materials;
- flexible graphite for high-temperature packing or gasket applications where suitable.
Non-metallic materials can reduce corrosion risk, but they do not remove the need for engineering review. Strength, thermal resistance, pressure and temperature limits for plastic-lined systems, abrasion resistance, deformation under load, and long-term sealing stability must be verified against actual service. A lined valve may be suitable for a corrosive liquid, but the lining must survive flow velocity, temperature cycling, installation stress, and any solid particles in the medium.

Sealing Materials and Wetted Parts
Valve corrosion protection must include sealing materials. A valve body may be corrosion resistant, but leakage can still occur if the seat, gasket, packing, or trim is incompatible with the medium.
Important checks include:
- seat material compatibility with the medium and temperature;
- packing compatibility with stem movement and external atmosphere;
- gasket resistance to chemical attack and compression loss;
- trim corrosion or erosion under flow velocity;
- lining or coating integrity at contact surfaces.
This is where anti-corrosive valves differ from ordinary coated metal parts. The valve must still open, close, seal, and withstand pressure after long exposure to the service environment.
Valve Corrosion Protection Method Selection Matrix
The older “list of anti-corrosion measures” is useful only after it is organized into a selection logic. Each method solves a different type of problem, and each method has a boundary.
| Corrosion Problem or Service Condition | More Suitable Protection Route | Engineering Notes |
|---|---|---|
| Mild external corrosion or atmospheric exposure | External coating, surface preparation, environmental control | Useful for outdoor, humid, marine, or chemical vapor exposure; not a substitute for internal material compatibility |
| General internal corrosion by process fluid | Material selection, trim selection, lining, or coating | Select based on medium, concentration, temperature, and flow; material name alone is not enough |
| Severe chemical attack | Special alloy, PTFE/PFA lining, rubber lining, or compatible non-metallic route | Ordinary coating may fail quickly if the medium reaches the base metal or attacks coating edges |
| Stem corrosion or packing-area attack | Stem surface treatment, packing review, protective cover, environmental control | Stem damage affects operation, packing leakage risk, and maintenance access |
| Local pitting or crevice corrosion | Material upgrade, design improvement, drainage, gasket/crevice review | Remove stagnant liquid and avoid unsuitable material combinations; coating alone may not solve hidden crevice attack |
| Erosion-corrosion | Hard-facing, surface treatment, trim material review, flow velocity control | Coating may fail if solids or high velocity strip the protective surface from seat or trim areas |
| Water test or storage corrosion | Drying, temporary corrosion inhibitor, storage protection | Inhibitor can support temporary protection, but it should not replace material compatibility |
| Large or critical metallic structures exposed to conductive environments | Cathodic protection or sacrificial metal protection where applicable | Requires system-level engineering review and is not a default solution for ordinary small valves |
| Internal deposits, dust, or corrosive vapor exposure | Cleaning, purging, ventilation, environmental control | Especially relevant for industrial atmospheric anti-corrosion and stem/bolting protection |
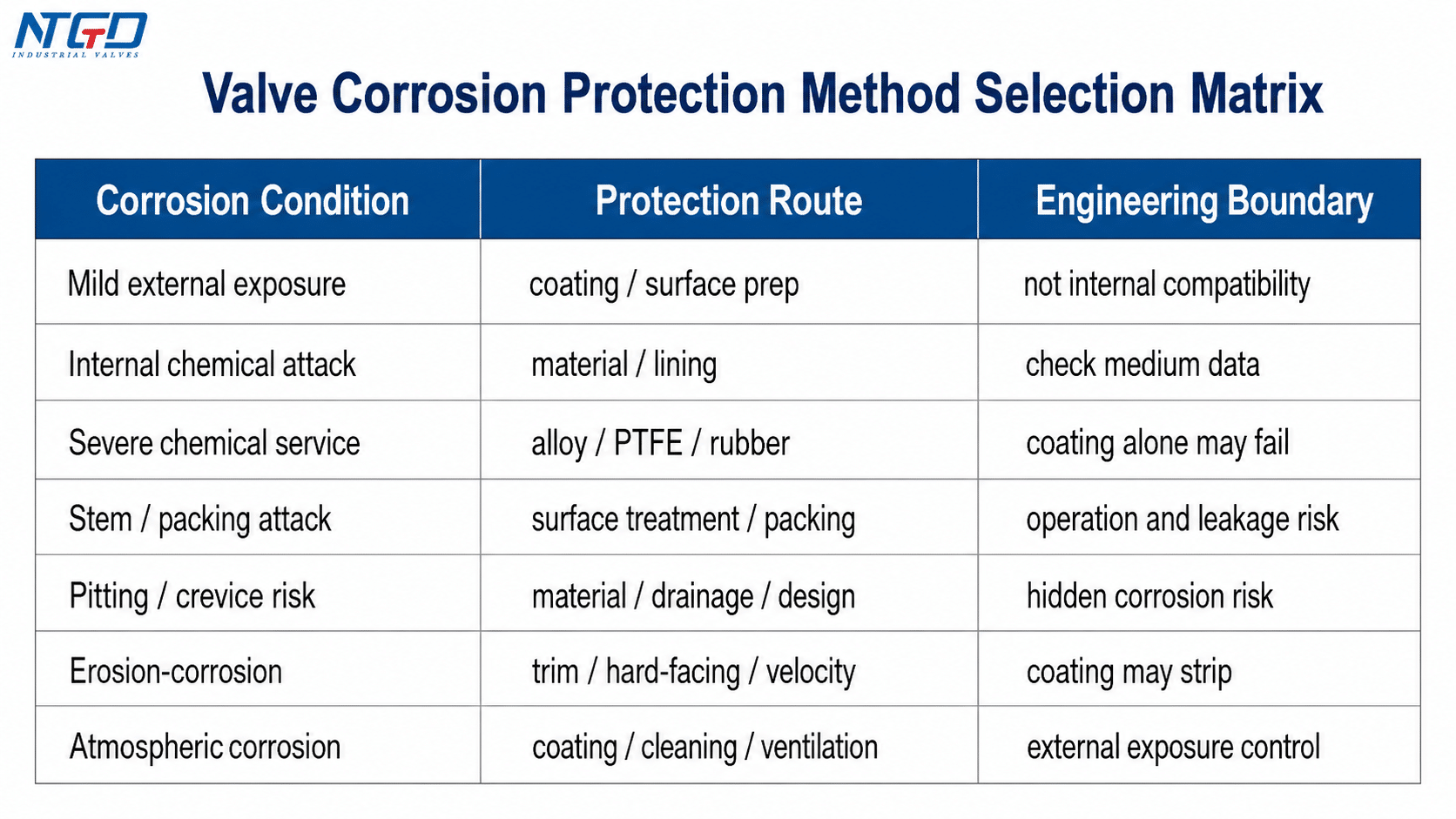
Use this matrix as a first screening tool. If the risk is driven by the process medium, start with material, trim, lining, or coating compatibility. If the risk is driven by external exposure, check coating, ventilation, drainage, and protective covers. If the risk is driven by motion, sealing contact, or high velocity, review trim, seat, surface treatment, and valve type before relying on a coating or inhibitor.
Material Selection and Non-Metallic Replacement
Material selection is the first route when corrosion is driven by the process medium. Prioritize a non-metallic or lined route when the medium is known to attack metals and the temperature, pressure, velocity, and mechanical load remain within the proven service range of the lining or non-metallic component. If the service exceeds those limits, a compatible metallic route or special trim route becomes the stronger candidate.
Coating, Lining, Surface Treatment, and Thermal Spraying
Coating protects exposed metal surfaces by creating a barrier. Lining isolates internal wetted surfaces from aggressive media. Surface treatment improves the resistance of a metal surface, especially on stems, trim, and selected wear areas. Thermal spraying can add a protective layer for combined wear, corrosion, or temperature-related surface demands.
These methods should not be used interchangeably. A coating cannot perform the same duty as a lining in aggressive chemical service, and surface treatment cannot compensate for an incompatible base material in a strongly corrosive process fluid.
Corrosion Inhibitors and Electrochemical Protection
A corrosion inhibitor can slow metal corrosion when added to a medium, test water, storage environment, or temporary protection system. It can be useful in selected cases, but it does not replace correct material selection. Compatibility with the process, safety requirements, and downstream equipment must be checked.
Electrochemical protection includes anodic protection and cathodic protection. Anodic protection can help certain passivating metals form a protective film under controlled conditions. Cathodic protection uses an external current or sacrificial metal route to reduce corrosion of the protected metal. In valve applications, this method is more relevant for selected large-scale, buried, immersed, or critical metallic systems than for ordinary small valve selection.
Environmental Control and Valve Construction Optimization
Corrosion can be reduced by controlling the environment around the valve and the medium inside the system. Examples include water treatment, oxygen reduction, process-compatible pH control, ventilation, cleaning, purging, protective covers, and avoiding accumulated dust or chemical vapor.
Valve construction also matters. A corrosion-resistant design should reduce crevice areas, stagnant liquid, coating blind spots, poor drainage, and unnecessary exposure of vulnerable parts. Better surface finish, suitable gasket selection, appropriate bolting, compatible packing, and accessible inspection points reduce corrosion risk before it becomes a maintenance problem.
Coating vs Lining vs Surface Treatment: Where Each Method Fits
Coating, lining, and surface treatment are often grouped together, but they solve different problems.
| Method | Main Function | Better Fit | Key Limitation |
|---|---|---|---|
| Coating | Creates a barrier on metal surfaces | External corrosion, mild internal corrosion, atmospheric exposure | Fails if damaged, abraded, undercut, or exposed to service beyond coating capability |
| Lining | Protects internal wetted surfaces from aggressive media | Strong corrosive liquid service where base metal needs isolation | Limited by temperature, pressure, bonding, deformation, and mechanical damage |
| Surface treatment | Improves surface resistance of metal components | Stem, trim, wear surfaces, selected wetted parts | Improves the surface but does not change the full base material capability |
| Thermal spraying | Adds a protective surface layer for corrosion, wear, or heat resistance | Severe surface wear/corrosion combinations | Requires proper preparation and service suitability |
| Corrosion inhibitor | Slows corrosion in medium, test water, or temporary protection | Selected process, storage, or maintenance conditions | Not a substitute for compatible materials |
| Environmental control | Reduces external or system corrosion drivers | Plant atmosphere, steam, humidity, dust, vapor, stagnant water | Limited if the process medium itself is highly aggressive |
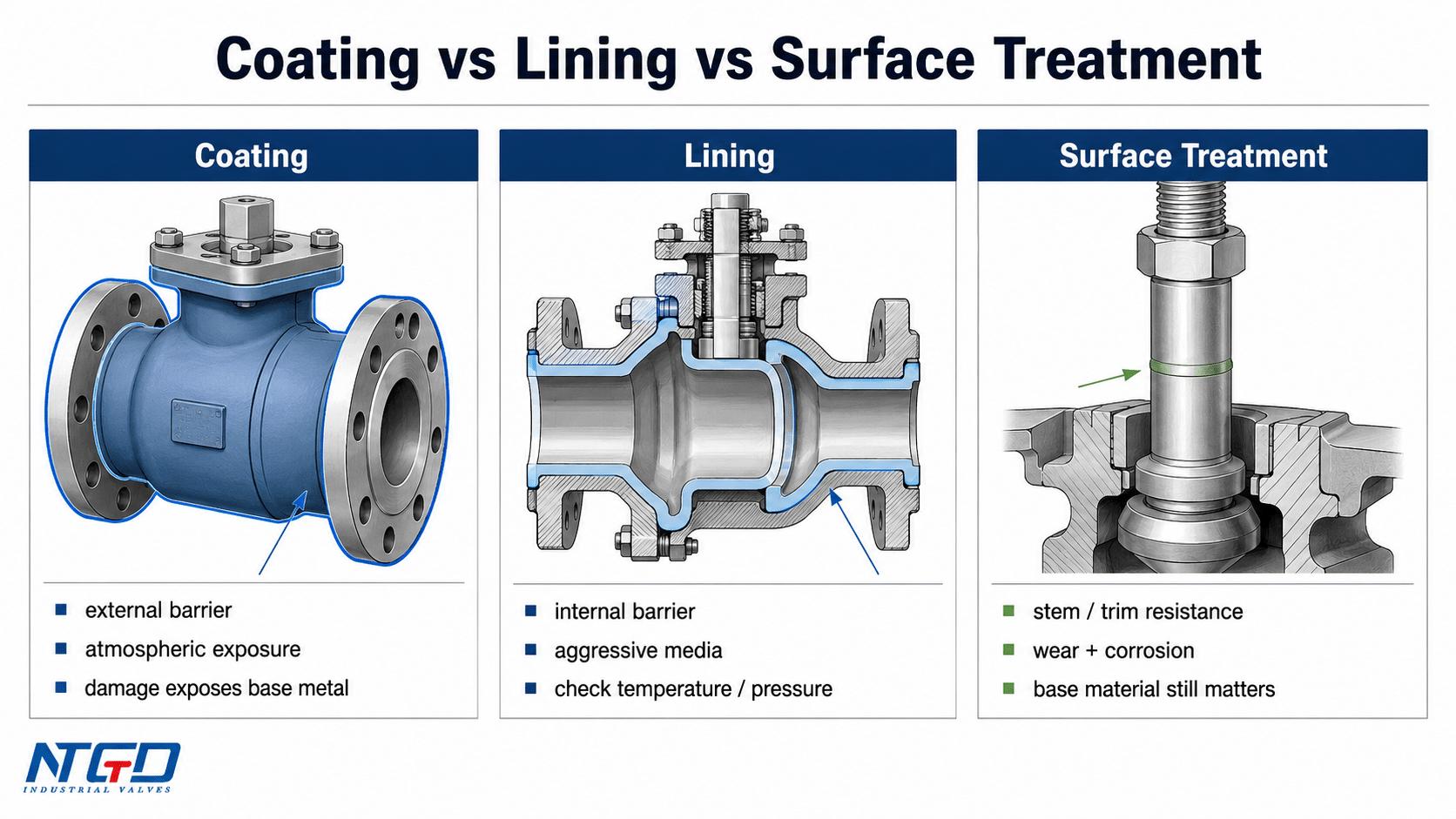
Coating: Useful, but Not Universal
Valve coating is effective when the main risk is exposure to atmosphere, water, salt water, humid air, or mild corrosive contact, provided the protective paint system is selected for the environment. It is also used as an identification and surface protection method on many industrial valves.
Coating becomes unreliable when the medium is strongly acidic, strongly alkaline, high-temperature, abrasive, chloride-rich, or when valve movement can damage the coating at seats, edges, cavities, or contact surfaces. Once the coating cracks, lifts, or wears away, the base metal is exposed and corrosion can return quickly.

Lining: Better for Aggressive Internal Media
Lining is more suitable when the process medium must be isolated from the metal body. PTFE, PFA, rubber, or other lining materials can help protect wetted surfaces in selected corrosive service.
The limitation is mechanical and thermal. Lining must remain bonded, stable, and undamaged under flow, pressure, temperature, installation stress, and cycling. For valves, lining failure can occur around edges, cavities, seat contact zones, or areas exposed to abrasion.
Surface Treatment: Important for Stems and Trim
Surface treatment is especially important for valve stems and selected trim parts. A stem may face moisture, air, packing friction, chloride contamination, or chemical vapor. If the stem surface corrodes, operation becomes difficult and packing leakage risk increases.
Hard chrome plating, nickel plating, nitriding, passivation, or other treatments can improve surface resistance in selected services. The method should match the stem material, medium, temperature, packing environment, and wear condition. For example, a hard surface layer may help where packing friction is a major concern, while a treatment that improves surface hardness without adding a separable coating may be preferred where peeling or edge damage is a concern.
When Coating Is Not Enough
Coating should not be the only protection method when the medium is highly corrosive, contains abrasive solids, exposes the seat or trim to high-velocity flow, or damages coating surfaces through repeated valve movement. In these services, coating failure can expose the base metal, accelerate recurring corrosion, and damage the sealing interface before the valve body shows obvious external damage.
A more reliable route may require lining, special trim material, surface treatment, material upgrade, or valve type review. The deciding question is not whether the valve can be coated, but whether the coating can survive the real corrosion, movement, and wear conditions inside the valve.
Component-Level Corrosion Risks in Industrial Valves
A corrosion prevention plan is stronger when it checks each critical valve component. Industrial valves fail in service not only because the body corrodes, but also because corrosion attacks the parts that control sealing, operation, and pressure containment.
| Valve Component | Corrosion Risk | Possible Consequence |
|---|---|---|
| Body / bonnet | General corrosion, pitting, external coating failure | Pressure boundary concern, external leakage, shutdown review, shortened service life |
| Stem | Atmospheric corrosion, packing-area attack, wear-corrosion | Stiff operation, stem seizure, packing leakage, difficulty during emergency operation |
| Seat / sealing surface | Chemical attack, erosion-corrosion, pitting | Internal leakage, poor shutoff, isolation failure |
| Disc / ball / gate / plug | Coating wear, trim corrosion, abrasive damage | Reduced sealing, unstable operation, repeated maintenance |
| Gasket / packing | Chemical incompatibility, compression loss, contamination | External leakage even when the body material is corrosion resistant |
| Bolting / flange area | Atmospheric corrosion, galvanic corrosion, crevice corrosion | Joint integrity risk and higher external leakage concern |
| Lining / coating interface | Edge lifting, blistering, abrasion, mechanical damage | Base metal exposure and rapid corrosion recurrence |
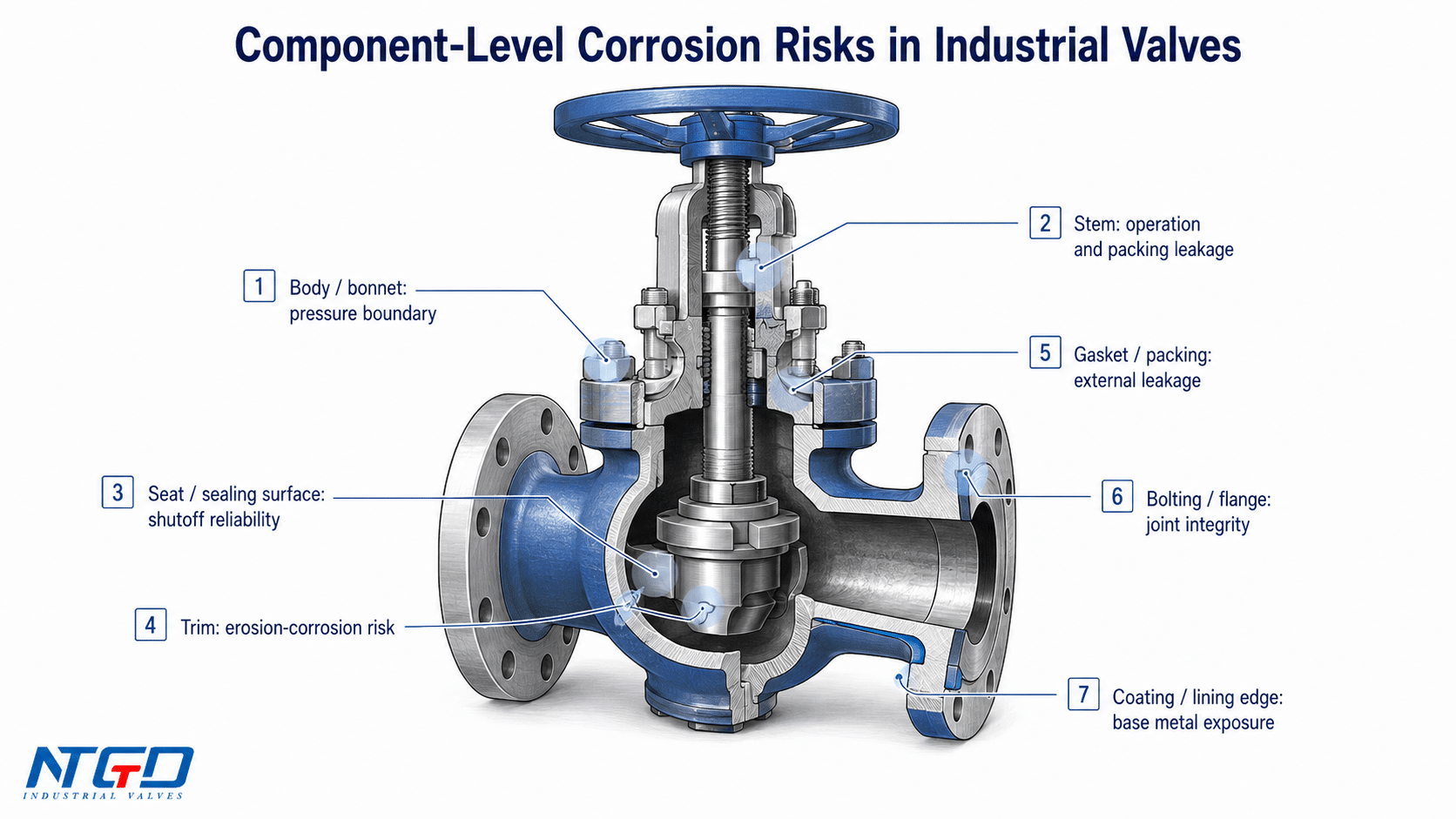
Body, Bonnet, Flange, and Bolting Corrosion
External body corrosion may look minor at first, but flange and bolting corrosion can affect joint reliability. In marine, outdoor, humid, or chemical plant environments, coating quality, drainage, bolt material, and inspection access are important.
Stem, Packing, and Gasket Corrosion
The stem is one of the most important corrosion-sensitive parts. It moves through the packing area and may be exposed to air, moisture, chemical vapor, process leakage, or packing contamination. Valve stem corrosion protection may require a suitable stem material, surface treatment, compatible packing, protective cover, and regular inspection.
Gaskets and packing must also match the chemical medium and temperature. A corrosion-resistant body does not prevent external leakage if the gasket or packing fails.
Seat, Trim, and Sealing Surface Damage
Seat and trim corrosion directly affects shutoff performance. In throttling or high-velocity service, corrosion may combine with erosion. Once the sealing surface is pitted, scratched, or undercut, the valve may leak even if the body remains structurally sound.
Valve Type Route Under Corrosive Service
Different valve types expose their wetted and moving parts in different ways:
| Valve Type | Corrosion Concern to Check |
|---|---|
| Ball valve | Ball valve seat compatibility, cavity accumulation, coating wear on ball surface |
| Butterfly valve | Disc coating damage, seat liner compatibility, shaft sealing exposure, edge wear |
| Gate valve | Cavity corrosion from trapped media, gate-to-seat crevice attack, and stem exposure risks in gate valves in corrosive environments |
| Globe valve | Globe valve seat material selection, seat-disc erosion-corrosion, flow direction, throttling wear |
| Plug valve | Plug surface corrosion, lining integrity, cavity-free route where applicable |
| Diaphragm / lined valve | Lining and diaphragm compatibility, temperature and pressure limits |
| Check valve | Disc, hinge, spring, and seating area corrosion under flow reversal or deposits |
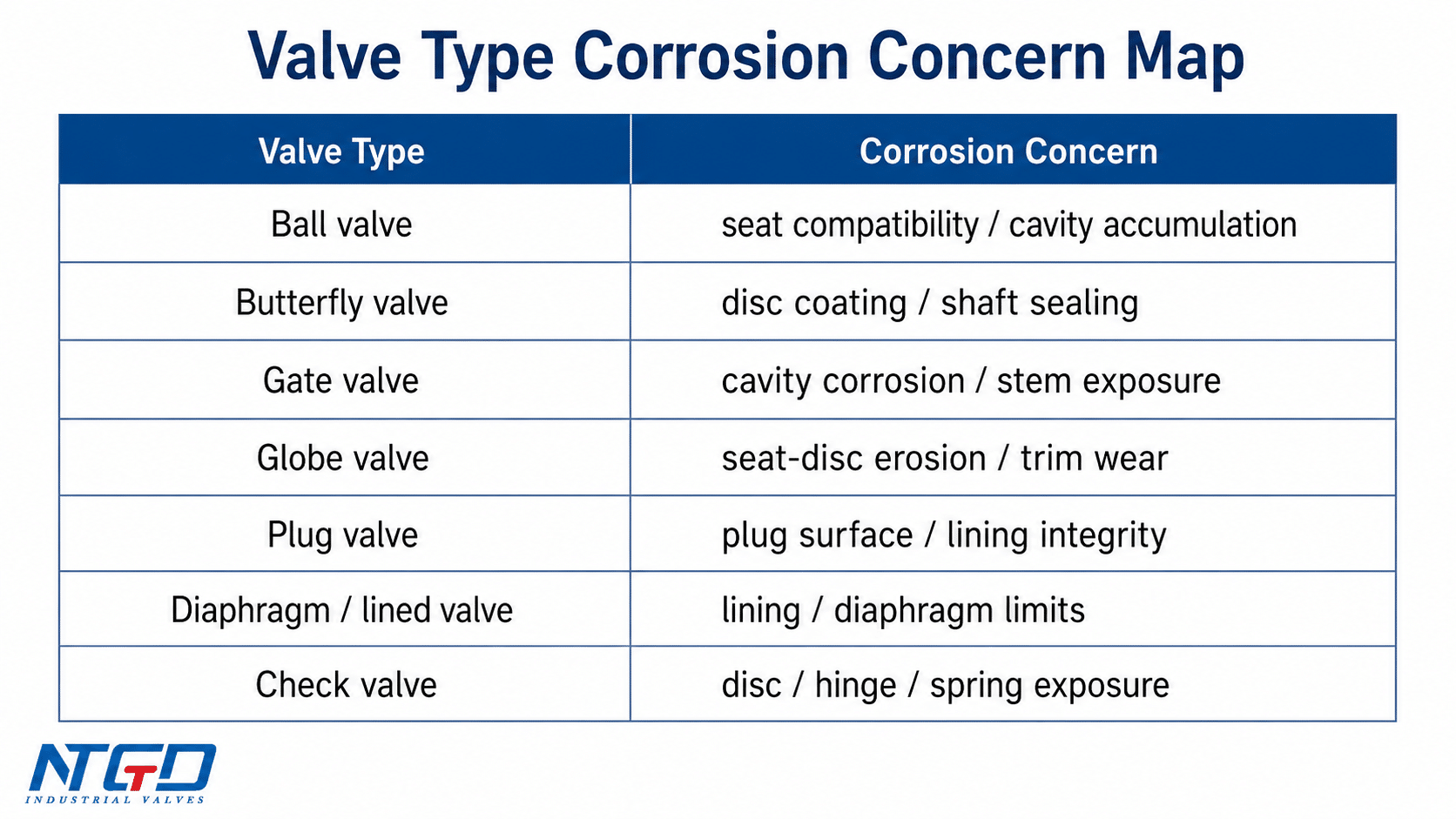
The difference is not only the valve name. Flow path, cavity geometry, sealing interface, movement pattern, and exposed stem or shaft design all influence where corrosion starts and how it affects service.
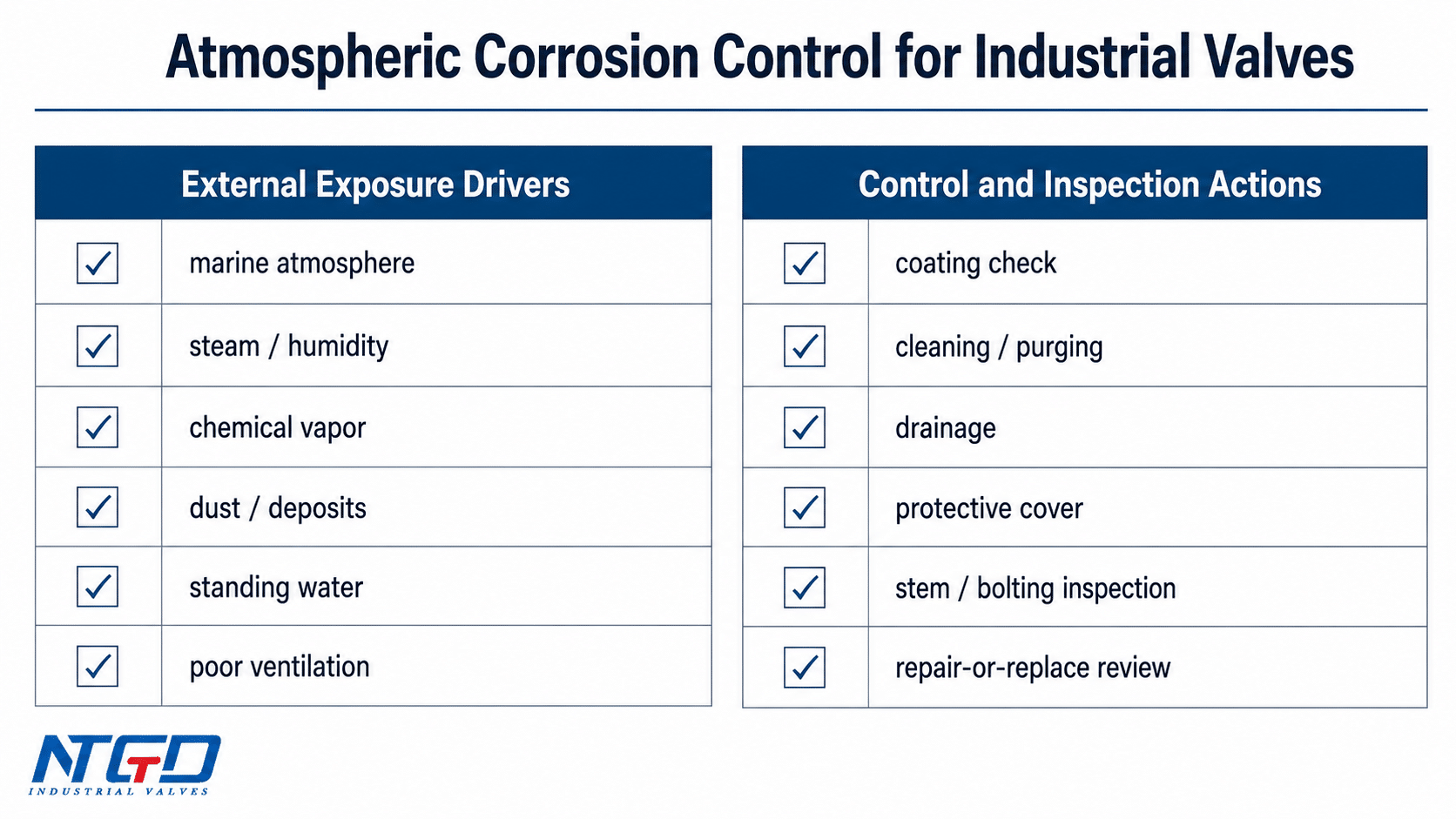
Atmospheric Corrosion Control, Inspection, and Repair-or-Replace Boundaries
Industrial atmospheric anti-corrosion is important for valves installed outdoors, in marine areas, in chemical plants, near steam, or in dusty and humid environments. External corrosion can affect the body surface, bolting, handwheel, yoke, stem, support areas, and flange connections.
External Exposure and Plant Environment
Common external corrosion drivers include:
- outdoor weather exposure;
- marine atmosphere and salt mist;
- chemical vapor or halogen-containing gas;
- dust, smoke, and fine powder;
- steam, humidity, and condensation;
- closed or poorly ventilated spaces;
- contact with standing water or soil.
Control measures include proper coating, periodic cleaning, ventilation, protective covers, drainage, avoiding trapped moisture, and scheduled inspection.
Cleaning, Purging, and Protective Measures
Regular cleaning and purging can reduce deposits that hold moisture or corrosive substances on valve surfaces. A valve stem protective cover can reduce direct exposure of the stem. For buried or ground-level valves, protection around the installation area helps reduce soil, moisture, and standing water attack.
For internal corrosion prevention, process-compatible water treatment, oxygen control, pH control, and corrosion inhibitors may help in selected systems. These measures must be compatible with the process and should not replace correct material selection.
Recoating, Relining, Repair, or Replacement
Repair decisions should be based on the affected component and consequence of failure.
| Condition Found | Typical Action Direction |
|---|---|
| External coating damage only | Clean, prepare the surface, and recoat if the base metal is still sound |
| Local stem corrosion | Inspect stem condition, packing area, and operation torque; plan surface rework or stem replacement if operation or sealing is affected |
| Seat or trim pitting | Review shutoff performance; pitting on the sealing interface may require trim replacement or valve replacement |
| Lining damage | Assess whether repair is permitted for the lining system; replacement may be required if the medium can reach the base metal |
| Bolting or flange corrosion | Check joint integrity and replace hardware if corrosion affects preload, sealing, or inspection acceptance |
| Pressure boundary corrosion | Treat as a critical engineering review item, not as a routine recoating issue |
Fixed coating intervals should not be stated as universal rules. Inspection frequency depends on service severity, environment, coating condition, accessibility, and risk level.

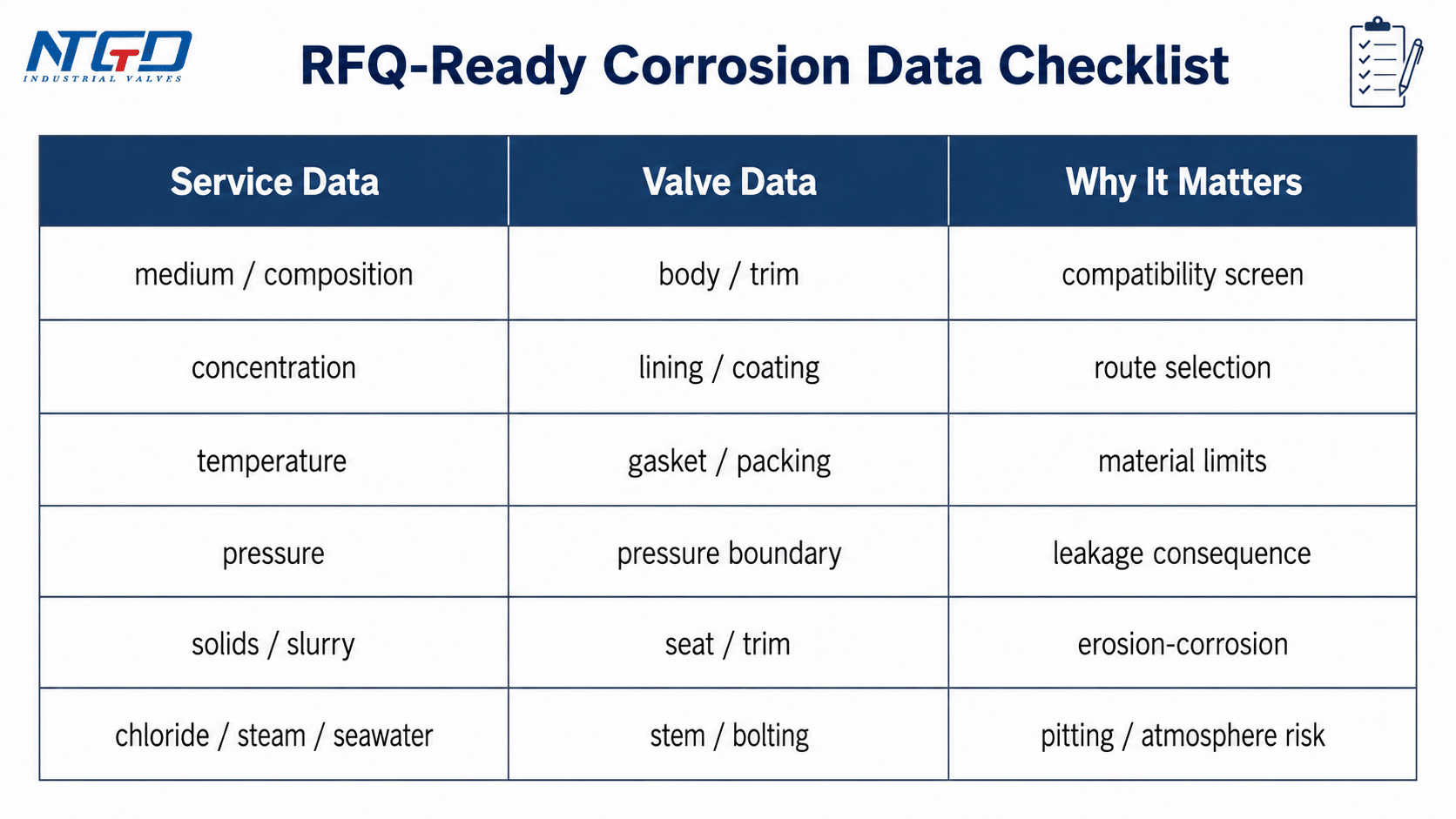
RFQ-Ready Corrosion Data Checklist for Engineering Review
Before requesting or reviewing a corrosion-resistant valve, follow a broader industrial valve selection guide logic and prepare service data that allows the supplier or engineering team to judge the corrosion path. A material name alone is not enough.
| Data to Provide | Why It Matters |
|---|---|
| Medium name and chemical composition | Defines the first compatibility screen for body, trim, lining, gasket, and packing |
| Concentration | Can shift the selection from ordinary material or coating to lining or higher alloy routes |
| Operating temperature | Affects corrosion rate, lining stability, gasket performance, coating behavior, and sealing reliability |
| Operating pressure | Defines pressure boundary requirements and the consequence of corrosion-related leakage |
| Flow velocity | Helps evaluate erosion-corrosion and trim wear risk |
| Solids or abrasive particles | Affects coating, lining, seat, trim, and valve type suitability |
| Chloride, H2S, seawater, acid, alkali, or steam exposure | Helps identify pitting, sour service, atmospheric, condensation, or chemical attack risks |
| Valve type and function | Shutoff, throttling, isolation, check, or control service changes component exposure |
| Body, trim, seat, gasket, and packing requirements | Prevents mismatch between corrosion-resistant body material and vulnerable sealing components |
| Coating, lining, or surface treatment requirement | Clarifies whether protection is external, internal, or component-level |
| Inspection, test, and documentation needs | Supports engineering review, procurement alignment, and long-term maintenance planning |
A good valve corrosion solution should end with a clear engineering decision: which part of the valve is at risk, which protection route controls that risk, and what service data must be confirmed before purchase or operation. This checklist is designed to organize that engineering conversation; it should support, not replace, final service-condition review.
FAQ
What are anti-corrosive valves?
Anti-corrosive valves are valves selected or designed to resist corrosion in a specific service condition. The term does not mean one fixed material or one fixed product category. A corrosion-resistant valve route may combine suitable body material, trim, lining, coating, surface treatment, gasket, packing, and service review.
What is the difference between valve coating and valve lining?
Valve coating protects a metal surface by creating a barrier between the metal and the environment. It is often used for external corrosion or mild to moderate internal corrosion. Valve lining protects internal wetted surfaces and is more relevant when the process medium must be isolated from the metal body.
Can cathodic protection be used for valves?
Cathodic protection can be used in selected systems where the valve is part of a larger metallic structure exposed to a conductive environment, such as buried or immersed service. It is not a universal method for all valves. For many industrial valves, material selection, lining, coating, surface treatment, and environmental control are more direct corrosion prevention methods.
What should be checked for industrial atmospheric anti-corrosion on valves?
Check external coating condition, exposed stems, bolting, flanges, handwheels, supports, drainage, ventilation, and areas where dust, vapor, salt mist, or condensation can accumulate. Atmospheric corrosion is especially important for outdoor valves, marine installations, chemical plants, and closed spaces with steam or moisture.
When is coating not enough for valve corrosion protection?
Coating may not be enough when the medium is strongly corrosive, abrasive, high-temperature, chloride-rich, or when valve movement can damage the coating at seats, edges, cavities, or contact surfaces. In severe service, lining, special alloy materials, surface treatment, trim upgrade, or a different valve design may be required.
How do you protect valve stems from corrosion?
Valve stem corrosion protection can include suitable stem material, surface treatment such as plating or nitriding where appropriate, compatible packing, moisture control, protective covers, regular cleaning, and inspection of the packing area. The correct method depends on whether the stem is exposed mainly to atmosphere, process leakage, packing contamination, or operating wear.
How can valves be protected against steam, humidity, and condensation corrosion?
For steam or humid environments, focus on exposed stems, packing areas, bolting, flanges, supports, and coated surfaces where condensation remains. Practical protection includes suitable coating, drainage, ventilation, cleaning, protective covers, and inspection of areas where moisture can remain after shutdown or temperature cycling.
Conclusion
Valve corrosion prevention should not be treated as a single coating choice or a simple material upgrade. A reliable solution starts with diagnosis: identify the corrosive medium, locate the affected valve component, understand the corrosion mechanism, and then choose the protection route that matches the service.
For industrial valves, the strongest approach combines material selection, lining or coating where suitable, surface treatment for exposed or moving parts, corrosion inhibitors or electrochemical protection in selected systems, environmental control, and component-level inspection. The final decision should always connect the corrosion risk to valve function: pressure boundary, shutoff performance, stem operation, sealing reliability, and maintenance cost.
Final Application Check
Before reviewing corrosion resistant industrial valves, prepare the medium composition, concentration, temperature, pressure, flow condition, solids content, valve type, and required body / trim / seat / gasket / lining details. With that data, NTGD Valve can support an engineering review of whether the application is better served by material upgrade, coating, lining, surface treatment, or a complete corrosion-resistant valve route.
