Author Name: Bruce Zheng
Author Role: Co-Founder and Valve Engineer at NTGD Valve
Author Bio: Bruce Zheng is Co-Founder and Valve Engineer at NTGD Valve, focusing on industrial valve selection, application, and technical content for global B2B buyers.
Last Updated: April 27, 2026
Using Ball Valves in Slurry Systems: Challenges and Best Practices
A ball valve for slurry application should not be selected the same way as a ball valve for clean water, gas, or light process fluid. The first decision is whether the service can be handled by a standard soft-seated valve, or whether it needs a slurry-engineered ball valve with stronger seat protection, abrasion-resistant surfaces, cavity control, and cleaning access.
For slurry service, the main selection questions are practical:
- If the valve is used for isolation, the design must protect shutoff surfaces during repeated opening and closing. If it is expected to throttle abrasive slurry continuously, a standard ball valve is usually the wrong starting point.
- If the slurry contains high-particle solids, hard particles, or lime, the seat, ball coating, and body cavity design become more important than body material alone.
- If the valve has dead spaces, reduced flow areas, or unprotected soft seats, wear, clogging, torque increase, and leakage may appear long before the valve body itself fails.
- If cleaning or flushing is difficult, slurry buildup can turn a manageable maintenance issue into incomplete closure or loss of shutoff.
The goal is not simply to “use a ball valve in slurry.” The goal is to match the valve construction to the actual slurry behavior: solids concentration, particle hardness, scaling tendency, pressure, temperature, cycle frequency, shutoff requirement, and maintenance access.
Can Ball Valves Be Used in Slurry Applications?
A ball valve can work in some slurry applications, especially where the valve is used for on/off isolation, the flow path is open, and the internal design is selected for solids, abrasion, pressure, and shutoff duty. A full-port slurry ball valve can reduce flow restriction and allow particles to pass more easily than a reduced-port valve.
However, a standard ball valve should not be treated as a universal slurry valve. Slurry service exposes the ball, seats, stem packing, body cavity, and sealing surfaces to suspended solids, abrasive particles, settling behavior, and in some cases scale-forming media such as lime slurry.
When a ball valve can work in slurry service
A ball valve is more likely to be suitable when the application requires:
- tight on/off isolation;
- a straight and open flow path;
- full-port or full-bore passage;
- metal seats or abrasion-resistant trim in severe services;
- periodic flushing or cleaning access;
- reliable shutoff after repeated cycles.
The most reliable outcomes usually come from a combined design choice: isolation duty, full-port or low-cavity construction, suitable seat and coating protection, and a cleaning procedure that matches the slurry. For a ball valve for high-particle slurries, seat and cavity protection become essential rather than optional.
In mild slurry service, a soft-seated ball valve may still be acceptable if the solids are fine, the concentration is low, and the valve cycles infrequently. In high-particle slurry, abrasive slurry, or lime slurry service, the design normally needs stronger seat, coating, and cavity protection.
When a standard ball valve becomes risky
A standard clean-service ball valve becomes risky when:
- particles can become trapped between the ball and seat;
- the valve has body cavities where solids can settle;
- the seat material is soft and exposed to abrasive cutting;
- the valve is operated partly open for slurry throttling;
- lime or other scaling media can harden around the seat pockets;
- the shutoff requirement is high but the slurry is abrasive.
The most common mistake is selecting a ball valve only by size, pressure class, and body material. In slurry applications, the internal construction is often more important than the basic valve rating.
Isolation vs throttling in slurry applications
Ball valves are stronger as isolation valves than as continuous throttling valves in abrasive slurry. A ball valve held partly open exposes the edge of the bore, seats, and downstream surfaces to high-velocity particle impact. Over time, this can accelerate seat erosion, coating damage, and leakage.
For long-term modulating duty in slurry, a standard ball valve should not be the default choice. A specialized slurry control valve, V-port ball valve, segmented ball valve, pinch valve, or another slurry control design may be more appropriate depending on the media and process duty.
Why Standard Ball Valves Fail in Slurry Service
Slurry ball valve failures are rarely random. They usually start at the parts that must move and seal at the same time. During cycling, particles can enter the ball-seat interface, scratch or cut the sealing surfaces, create internal leakage, increase operating torque, and eventually prevent complete closure.
Abrasive particles between the ball and seat
The ball and seat form the main sealing interface. In clean fluids, this interface can remain stable for a long time. In slurry service, particles may enter the contact area during opening and closing. Hard or sharp solids can scratch the ball surface, cut into soft seats, or create uneven contact between the ball and the seat.
Once the sealing surface is damaged, the valve may still operate, but tight shutoff becomes harder to maintain. Repeated cycling can turn minor seat marking into progressive sealing loss, especially when the valve uses soft seats in high-particle slurry. This is why severe slurry service often requires metal seats, hard-coated surfaces, or other severe-service trim options.
Seat wear, internal leakage, and external leakage
Slurry-related leakage can appear in different ways:
| Leakage type | Typical cause in slurry ball valves | Result |
|---|---|---|
| Internal leakage | Seat erosion, ball scoring, or particles trapped in the ball-seat sealing area | The valve closes, but shutoff becomes unreliable |
| External leakage | Stem packing wear, gasket damage, or abrasive contamination around external sealing points | Slurry escapes outside the valve body |
| Intermittent leakage | Temporary particle obstruction around the seat, cavity, or sealing interface | Critical isolation becomes uncertain and may require cycling, flushing, or reseating checks |
| Progressive leakage | Permanent seat damage, coating wear, or ball surface scoring | Shutoff loss expands over time and may require trim repair or valve replacement |
Soft seats can provide excellent sealing in clean or low-abrasion services, but they are vulnerable when solid particles repeatedly pass across the sealing surface. For severe slurry, the seat design must be selected as carefully as the valve body material.
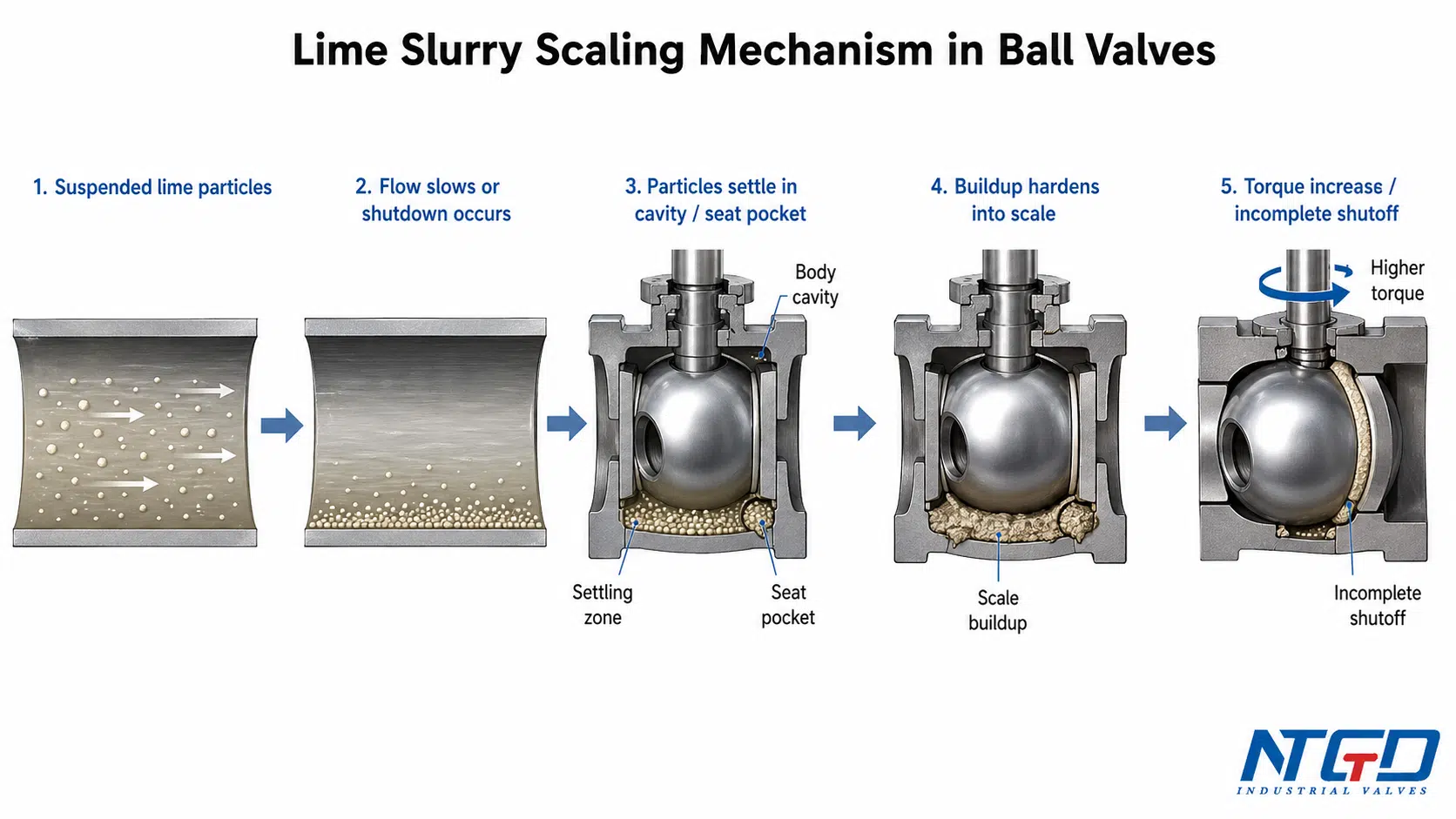
Body cavity buildup, dead spaces, and clogging
A standard ball valve can include cavities around the ball and seats. In slurry systems, these spaces can become accumulation zones. When flow slows down, the system shuts down, or the slurry contains sticky or scaling particles, solids may settle inside the valve body.
This buildup can cause:
- higher operating torque;
- incomplete opening or closing;
- seat damage during cycling;
- blocked flow path;
- unstable downstream flow;
- repeated cleaning requirements.
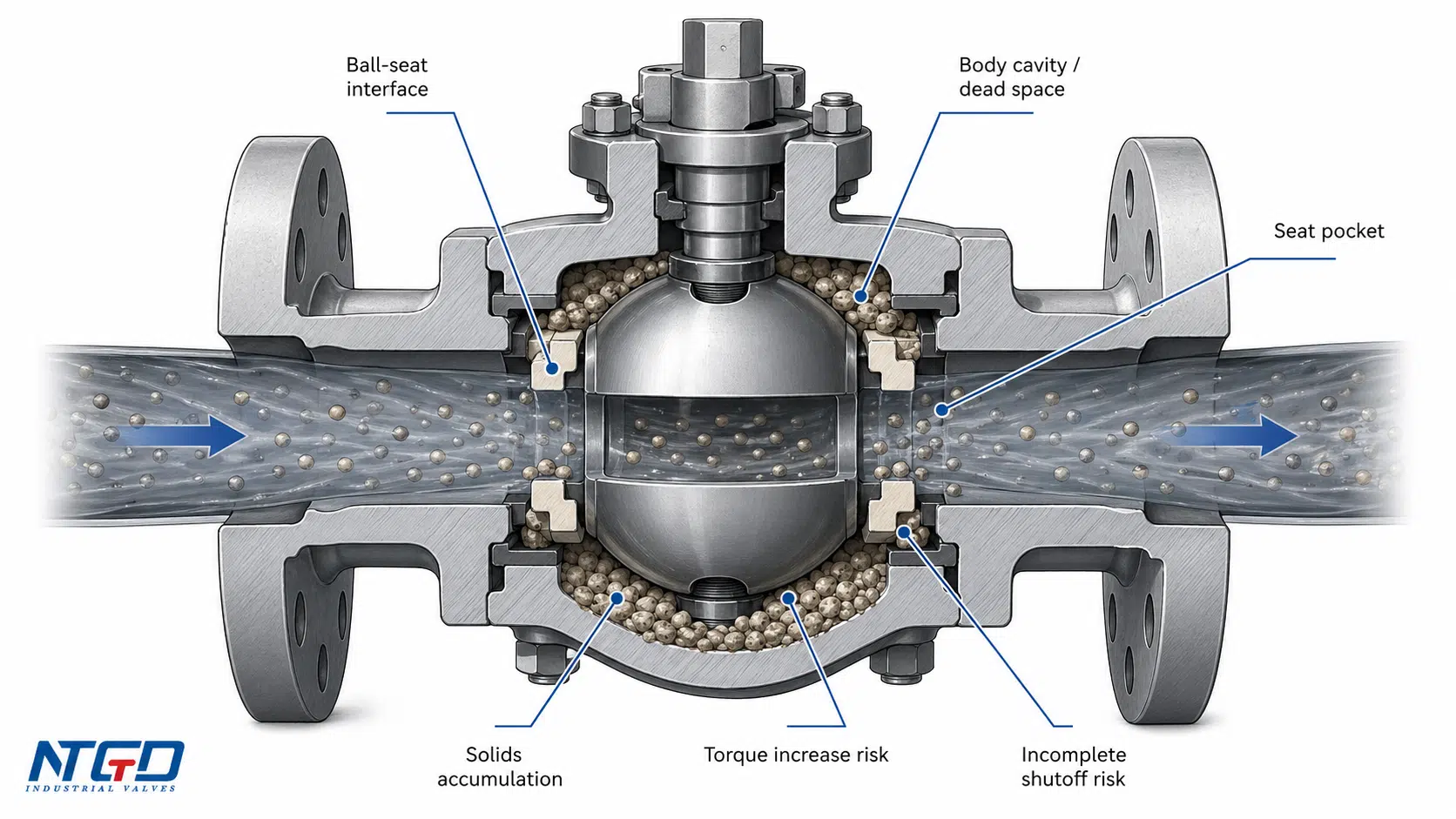
More critically, solids packed inside the cavity can be forced into the ball-seat interface during operation. That concentrated abrasive contact can accelerate shutoff loss, and in severe cases, flushing alone may not restore the original sealing condition.
A full-port ball valve helps reduce flow restriction, but full-port design alone does not eliminate body cavity buildup. For difficult slurry, low-cavity design, flush ports, or a valve construction specifically built for slurry service may be required.
Pressure drop, torque increase, and flow instability as warning signs
Pressure and flow changes are useful only when they are tied back to valve condition. In slurry ball valves, the following symptoms deserve attention:
| Operating signal | What it may indicate | What to check |
|---|---|---|
| Rising operating torque | Solids buildup, scaling, seat damage, or packing friction | Body cavity, seat pockets, ball surface, stem packing |
| Increasing pressure drop | Partial blockage, reduced opening, or slurry accumulation | Flow path, valve bore, downstream line |
| Reduced flow rate | Clogging, settling, or incorrect valve type | Full-port passage, pipeline velocity, solids content |
| Leakage after closure | Seat erosion, ball scoring, or particles trapped at the seat | Seat condition, ball surface, sealing area |
| Frequent actuator overload | Torque increase from buildup or abrasive wear | Valve sizing, trim condition, actuation margin |
These signals are more useful than a generic pressure table because they connect operating behavior directly to slurry ball valve failure modes.
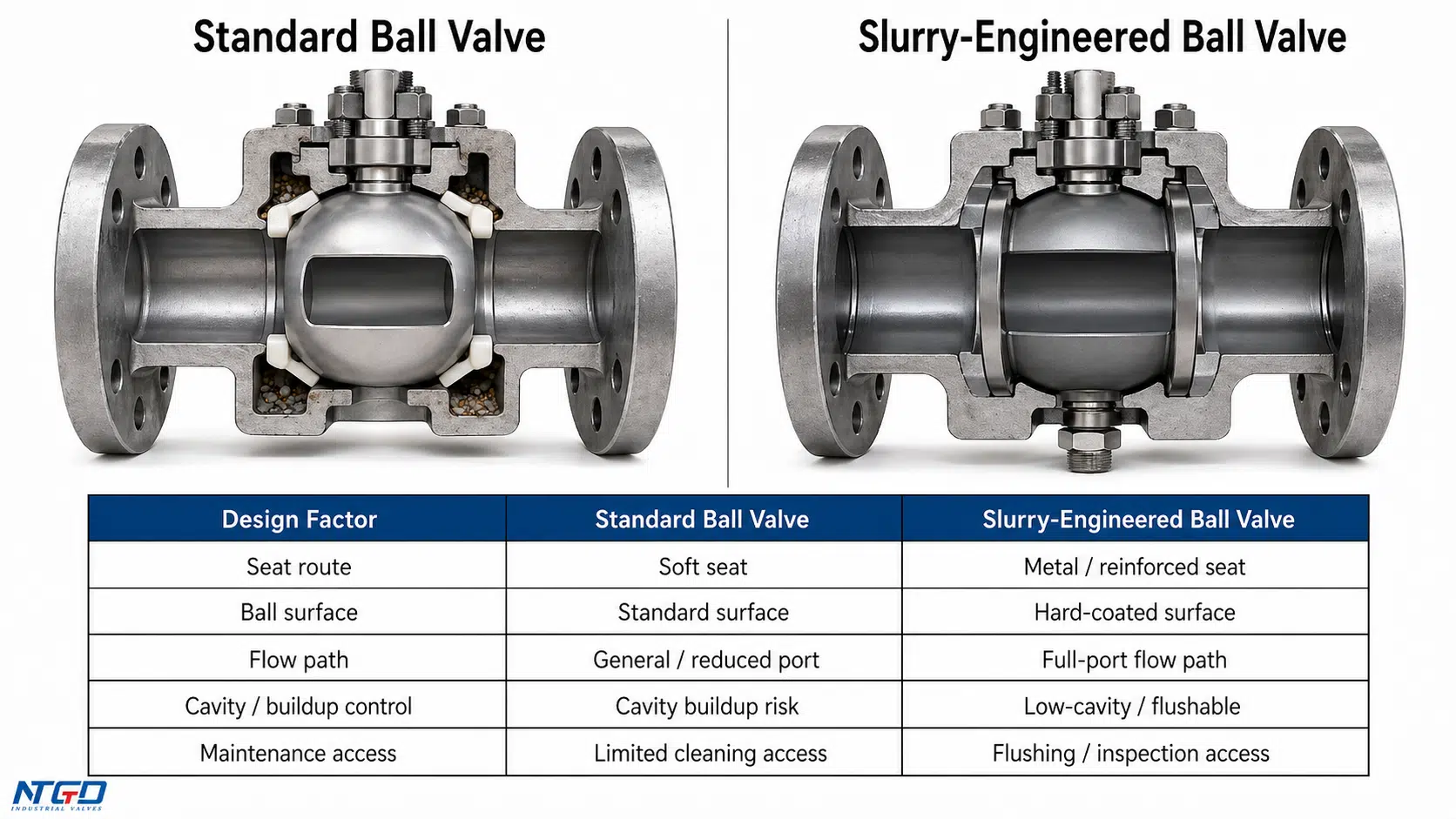
Standard Ball Valve vs Slurry-Engineered Ball Valve
Selecting a ball valve for a clean service line often starts with size, pressure class, end connection, and body material. Moving into slurry service changes the priority. The selection shifts toward flow path, cavity control, seat design, surface hardness, cleaning access, and actuation capacity.
| Design factor | Standard ball valve | Slurry-engineered ball valve |
|---|---|---|
| Primary service | Clean fluids or low-solid services where particles do not attack the sealing area | Abrasive, high-particle, lime slurry, or solids-laden service where the design must resist seat wear and buildup |
| Seat design | Often soft-seated and optimized for clean shutoff | Metal-seated, reinforced, or selected for abrasion and particle exposure |
| Ball surface | Standard machined surface | Hard-coated, polished, or severe-service treated surface for abrasion resistance |
| Flow path | Full-port or reduced-port depending on general service design | Full-port or full-bore passage preferred for solids movement and lower restriction |
| Body cavity | May allow solids accumulation around the ball or seat pockets | Low-cavity or flushable construction may be required to limit buildup |
| Shutoff reliability | Strong in clean service | Designed to maintain shutoff after particle exposure and repeated cycling |
| Maintenance need | Lower in clean service, with no slurry-specific inspection routine | Requires slurry-specific inspection of seat wear, cavity buildup, torque trend, and flushing routine |
| Best use | General isolation in clean or low-risk media | Slurry isolation where the construction matches the media and duty |
A slurry-engineered design may function as an abrasion resistant ball valve for slurry, but only when the seat, ball surface, body cavity, and maintenance access are selected as a system.
Soft-seated ball valves in mild slurry
Soft-seated ball valves may be acceptable in low-solids, low-abrasion slurry where particle size is small and the valve cycles infrequently. They can provide tight shutoff, but the seat material must be compatible with the media and operating temperature.
They become risky when the slurry contains hard particles, sharp solids, high solids concentration, or scale-forming compounds.
Metal-seated or hard-coated ball valves for severe slurry
For severe slurry service, metal-seated ball valves or hard-coated ball valves may provide better resistance to abrasion and seat damage. The goal is not only to use “strong material,” but to protect the contact surfaces that actually experience particle impact.
Common severe-service design considerations include hardened or metal seats, hard-coated ball surfaces, abrasion-resistant trim, controlled seat loading, actuator sizing for higher torque, and cleaning or flushing features.
Full-port, low-cavity, and flushable construction
A full-port ball valve for slurry service helps maintain a more open flow path and reduces the risk of solids being trapped at a narrow bore. Low-cavity and flushable designs go further by reducing or cleaning the areas where solids collect.
For anti-clog ball valve performance in slurry, full-port design, cavity control, and flushing access should be considered together. A full-port valve with large internal cavities may still experience buildup if the slurry settles or hardens.
Key Design Features for a Slurry Ball Valve
A slurry ball valve should be evaluated by the parts that slurry actually attacks: the seats, ball surface, body cavity, flow bore, stem sealing area, and maintenance access. Body material matters, but it is only one part of the decision.
Seat and seal selection: soft seat vs metal seat
Seat selection controls shutoff reliability. In clean service, soft seats can provide excellent sealing. In abrasive slurry, soft seats may be cut, scratched, or deformed by particles.
| Seat route | Better suited for | Main limitation |
|---|---|---|
| Soft seat | Mild slurry, low solids, low abrasion, clean cycling | Vulnerable to cutting, embedded particles, and progressive leakage in high-particle or scaling slurry |
| Reinforced soft seat | Moderate service where tight shutoff is still needed | Still limited when hard or sharp solids repeatedly enter the sealing area |
| Metal seat | Abrasive slurry, higher temperature, severe cycling | Higher torque and more demanding sealing design |
| Hard-coated seat or ball | Severe abrasive or high-particle slurry | Requires correct coating selection, surface quality, and service matching |
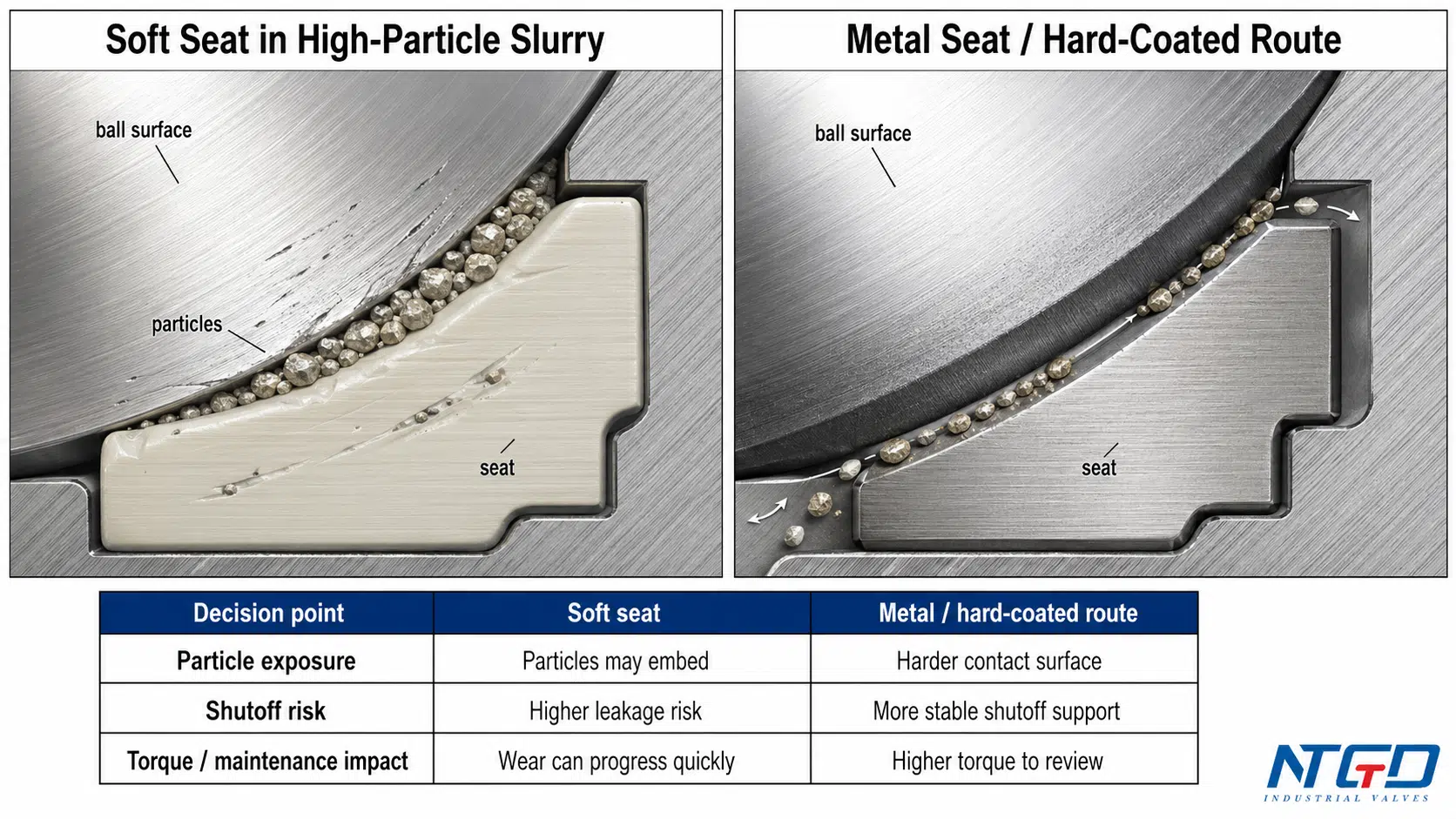
A metal seat is not automatically the best answer for every slurry application. It must match the pressure, temperature, shutoff requirement, torque, and maintenance conditions.
Ball coating and hard-facing for abrasion resistance
When abrasive particles pass through the valve, the ball surface can experience scoring and coating wear. A hard-coated or hard-faced ball can improve resistance to abrasive contact, especially where the valve cycles under load.
The coating route should be selected based on particle hardness, particle concentration, operating temperature, chemical compatibility, cycling frequency, and required shutoff performance.
The body material alone cannot protect the sealing surface if the ball and seat are not designed for slurry exposure.
Full-port or full-bore design for solids passage
A full-port or full-bore slurry ball valve allows the flow path to remain close to the pipe bore. This helps reduce local restriction and lowers the chance of solids accumulating at a narrowed passage.
Full-port design is especially useful when:
- particle size is relatively large;
- pressure drop must be minimized;
- the valve is used for pipeline isolation;
- pigging or line cleaning may be required;
- the slurry is prone to settling during low-flow periods.
However, full-port construction does not solve seat wear by itself. It must be combined with the correct seat and cavity design.
Low-cavity and flushing design for anti-clogging
Clogging often starts where the slurry can stop moving. In ball valves, this may occur around the body cavity, seat pockets, or low-flow areas near the ball. A low-cavity design reduces accumulation zones, while flushing ports allow operators to clean out solids before they harden or damage the seats.
For lime slurry or other scaling media, flushable construction can be especially important because buildup may become harder over time.
Body material vs trim material: why stainless steel is not enough
Stainless steel can help with corrosion resistance, but corrosion resistance is not the same as abrasion resistance. A stainless steel body does not automatically protect soft seats, uncoated ball surfaces, or internal cavities from slurry damage.
For slurry service, the selection should separate:
| Selection area | What it protects | Why it matters |
|---|---|---|
| Body material | Pressure boundary and corrosion exposure | Important for chemical compatibility |
| Seat material | Shutoff performance | Directly exposed to particles, cycling, and trapped solids |
| Ball coating | Abrasion resistance at the rotating surface | Protects sealing reliability and reduces scoring risk |
| Cavity design | Internal volume where slurry can settle | Controls accumulation, torque increase, cleaning demand, and clogging risk |
| Stem packing | External sealing around the stem | Exposed to cycling, vibration, and contamination |
In slurry service, trim suitability often matters more than the body material label. Even a corrosion-resistant body can fail in service if the seat, ball coating, and cavity design are not selected for abrasive or scaling slurry behavior.
Lime Slurry Service: Scaling, Seat Damage, and Cavity Buildup
A lime slurry ball valve must be reviewed as a ball valve operating in a scaling-prone slurry, not as a generic entry in a broad lime slurry valves list. Lime slurry deserves special attention because it is not only abrasive. It can also create scaling and buildup inside valves and pipelines.
In ball valves, lime particles may collect around cavities, seat pockets, and low-flow spaces. Once buildup hardens, the valve may become difficult to operate, may not close fully, or may damage the seat during cycling.
This is why lime slurry should not be treated as a simple corrosion-resistance problem. The main concern is the combination of abrasion, alkalinity, solids accumulation, and scaling.
Why lime slurry is not only abrasive but also scaling-prone
Lime slurry can contain suspended particles that do not behave like a clean liquid. These particles may settle when flow velocity drops. If the valve has cavities or dead spaces, the material can accumulate and become harder to remove.
For ball valves, this creates three common problems:
- Cavity buildup — lime collects around the ball or seat pockets.
- Seat interference — buildup prevents full contact between the ball and seat.
- Torque increase — hardened material makes operation harder and may overload the actuator.
Why PTFE and other soft seats are high-risk in lime slurry
Soft seats can be damaged by abrasive particles and may also be affected by solids trapped during closing. In lime slurry service, soft-seat designs require careful review because buildup can interfere with sealing and accelerate wear.
As lime buildup hardens around cavities or seat pockets, it can prevent full ball-seat contact during cycling. The result may be higher torque, incomplete shutoff, and faster sealing damage.
A lime slurry ball valve may require:
- metal seats;
- hard-coated ball surfaces;
- scraper-style seat concepts where applicable;
- full-port or low-cavity construction;
- flushing or cleaning ports;
- actuator torque margin for buildup conditions.
When a ball valve may not be the best route for lime slurry
A ball valve may not be the best option if the lime slurry is highly scaling, frequently settles, requires continuous throttling, or contains solids that quickly harden in cavities. In those cases, a pinch valve, knife gate valve, or another slurry-specific valve design may be considered.
The table below maps possible design responses, but each protection layer can add cost, maintenance complexity, and torque demand. A solution that works for abrasion may not fully solve a service where scaling and hardening are the dominant risks.
| Lime slurry condition | Ball valve concern | Possible design response |
|---|---|---|
| Scaling-prone lime slurry | Buildup in cavities and seat pockets | Low-cavity design, flushing ports, controlled cleaning routine |
| High abrasive content | Seat and ball surface wear | Metal seats, hard-coated ball, abrasion-resistant trim |
| Frequent shutdowns | Settling and hardening inside the valve | Flushing procedure, drain or cleaning access |
| Tight shutoff required | Particles trapped at the sealing surface | Seat design review, harder sealing surfaces, cycling procedure |
| Continuous throttling | Local erosion near bore and seat | Consider a slurry control valve route instead |
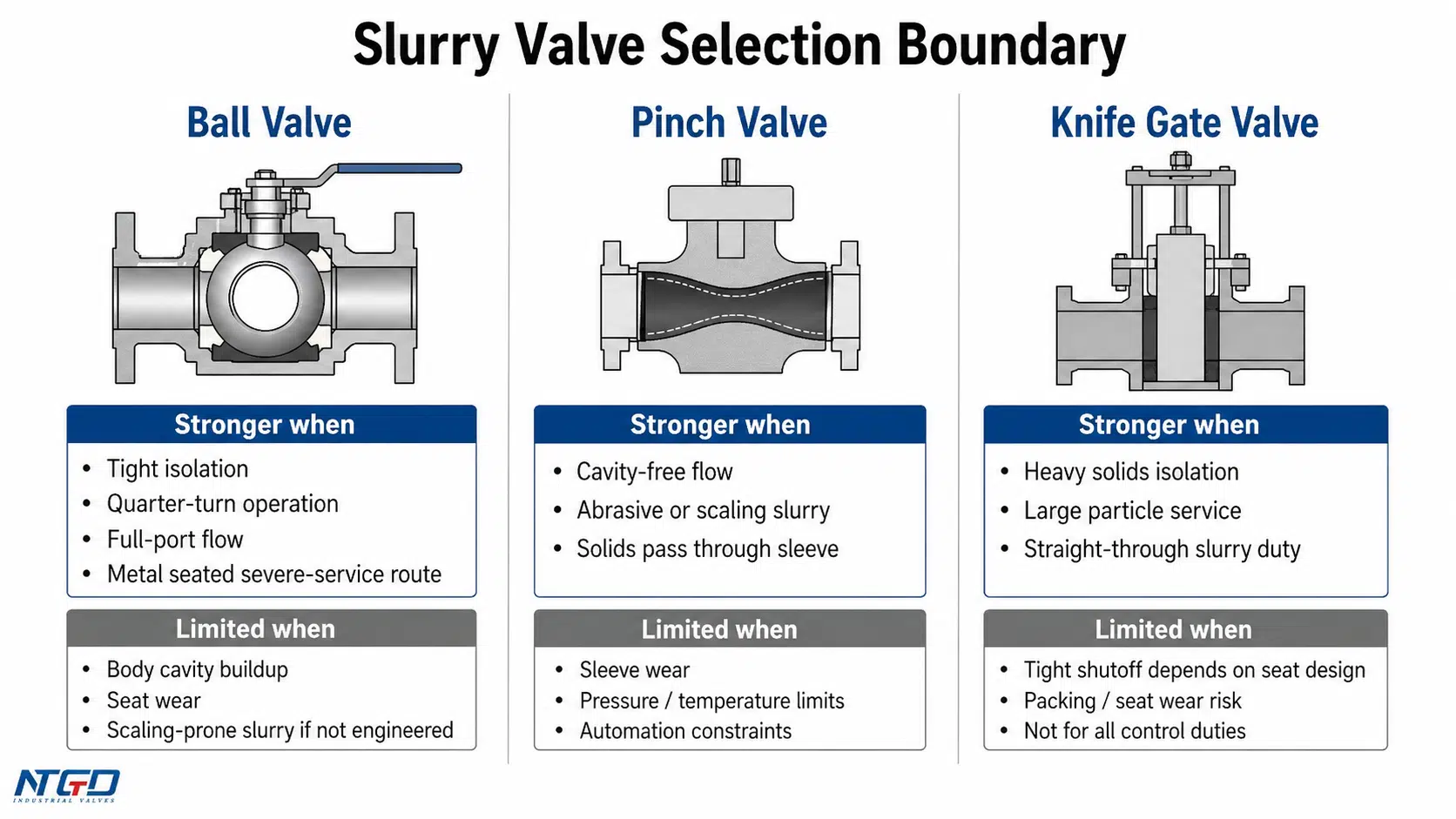
Ball Valve vs Pinch Valve vs Knife Gate Valve in Slurry Applications
Even a well-designed slurry ball valve has a boundary. Where cavity-free flow, large solids passage, continuous throttling, or heavy settling dominates the service, the discussion may need to move beyond ball valves to other valve routes.
The purpose of this comparison is not to turn the page into a slurry valve types guide. It is to define the boundary of ball valve selection.
| Valve type | Where it can be strong | Where it may be limited |
|---|---|---|
| Ball valve | Tight isolation, quarter-turn operation, full-port flow, severe-service metal seated designs | Risk of body cavity accumulation, seat wear, and shutoff loss if full-port, low-cavity, and abrasion-resistant trim are not specified; especially risky when soft-seated designs are used in scaling-prone or high-solids slurry |
| Pinch valve | No internal cavity, good for some abrasive or scaling slurries, sleeve isolates the body from media | Sleeve wear, pressure/temperature limits, and possible limits in tight shutoff or automation requirements |
| Knife gate valve | Heavy slurry isolation, large solids, simple open/close duty | Not ideal for every tight shutoff service; seat and packing design must match the slurry |
Where ball valves are stronger
Ball valves are strongest when the application needs compact quarter-turn isolation, relatively low pressure drop, and reliable shutoff with the correct seat and trim design. They can be especially useful where a full-port flow path is needed.
Where other valve types may be safer
Pinch valves may be considered when cavity-free flow is more important than metal-to-metal sealing. Knife gate valves may be considered for heavy solids isolation or services where the flow path and cleaning behavior suit the media better.
For lime slurry and high-particle slurry, the best choice depends on whether the main risk is seat wear, cavity buildup, scaling, or solids passage.
Selection Checklist for Ball Valves in Slurry Service
Before selecting a ball valve for slurry service, the buyer should define the slurry and duty clearly as part of the broader industrial valve selection process. Without this information, the valve may be selected by size and pressure class only, which is not enough for abrasive or scaling media.
Slurry data to confirm before valve selection
| Selection item | Why it matters |
|---|---|
| Slurry type | Different media create different abrasion, corrosion, scaling, and cleaning risks |
| Solids concentration | Higher solids can increase cavity buildup, torque demand, and seat wear |
| Particle size | Larger particles affect port size, cavity behavior, and seat damage risk |
| Particle hardness | Hard particles can accelerate sealing surface wear, coating damage, and internal leakage |
| Lime or scaling tendency | Scaling changes low-cavity, flushing, and cleaning requirements |
| Temperature | Affects seat material, coating selection, and sealing stability |
| Pressure and differential pressure | Affects seat loading, torque, and shutoff performance |
| Flow velocity | High velocity can increase erosion; low velocity can increase settling |
| Isolation or control duty | Determines whether a ball valve is suitable or whether a slurry control route should be reviewed |
| Cycle frequency | Frequent cycling increases seat, coating, and torque-related risks |
| Shutoff requirement | Determines whether soft seat, metal seat, or special trim should be evaluated |
| Cleaning or flushing access | Reduces buildup and maintenance risk |
| Actuation requirement | Torque margin matters when slurry buildup or scaling is possible |
RFQ-ready checklist for slurry ball valve selection
For a more accurate slurry ball valve recommendation, prepare the following information before sending an RFQ:
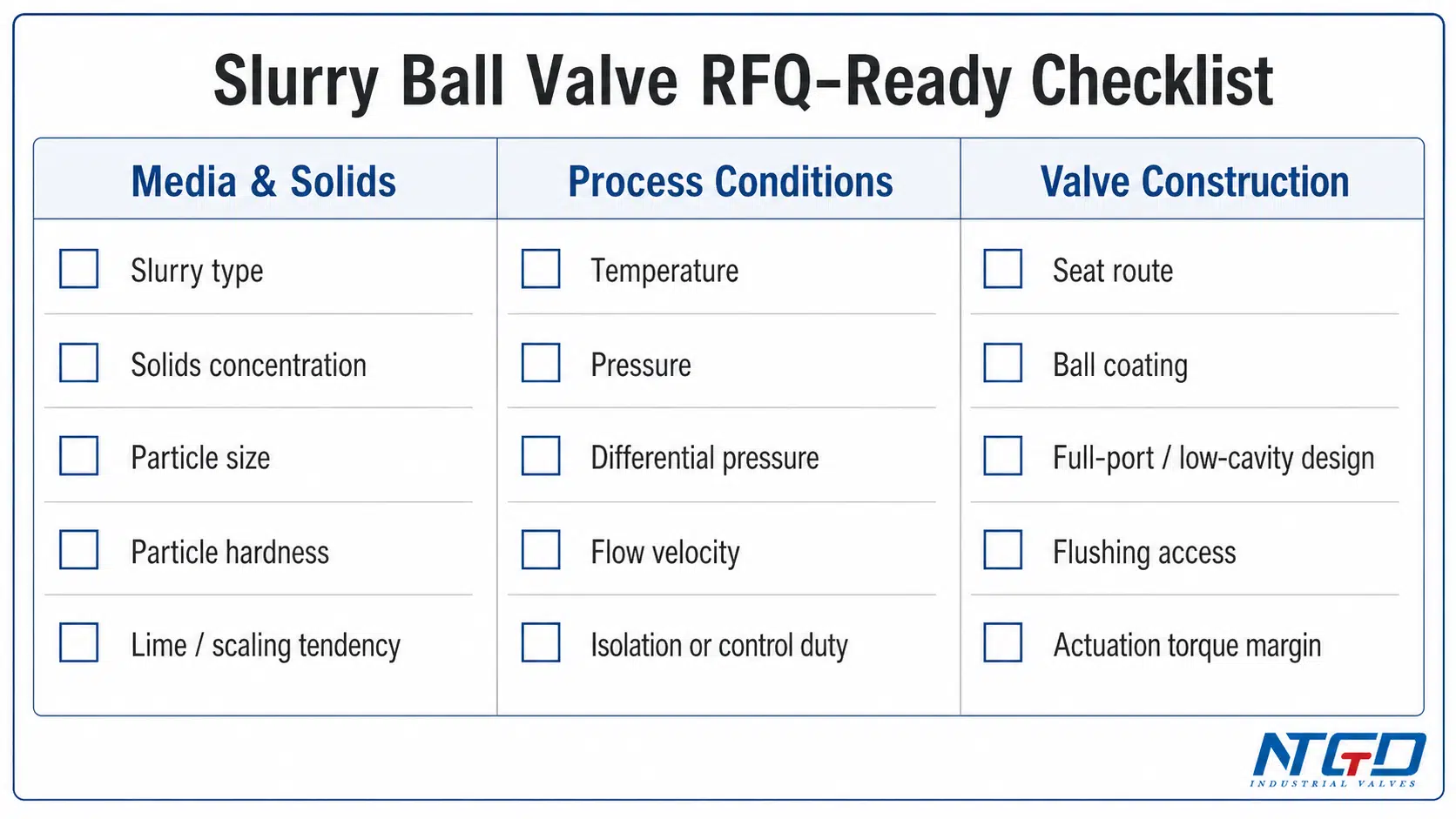
- valve size and pressure class;
- pipeline material and end connection;
- slurry media and chemical composition;
- solids concentration and particle size;
- particle hardness or abrasive behavior;
- temperature and pressure range;
- differential pressure across the valve;
- flow rate and velocity;
- isolation or control function;
- required shutoff performance;
- preferred seat material or sealing route;
- ball coating or hard-facing requirement;
- full-port, low-cavity, or flushing requirement;
- manual, pneumatic, electric, or hydraulic actuation;
- expected cycling frequency;
- maintenance access and cleaning method.
This checklist helps the valve supplier evaluate whether a standard design is enough or whether a slurry-engineered ball valve is required.

Maintenance and Operating Signals for Slurry Ball Valves
Slurry ball valve maintenance should be signal-based, not only calendar-based. Service life is driven by solids accumulation, seat wear progression, torque trend, flushing effectiveness, and whether the actual slurry behaves as expected.
Inspect seats, seals, packing, and body cavities
Maintenance should focus on the parts most exposed to slurry damage:
- seat wear and sealing surface condition;
- ball surface scoring or coating damage;
- body cavity buildup;
- stem packing leakage;
- gasket condition;
- flushing port condition;
- actuator torque trend.
The goal is to identify early damage before the valve reaches the point of leakage, jamming, or emergency replacement.

Use flushing and cleaning to reduce buildup
For slurry systems that settle or scale, flushing may be more important than general cleaning. If the valve design includes flushing ports, they should be part of the operating procedure rather than an occasional repair step.
Shutdown procedures should also consider whether solids can settle inside the valve and harden before the next startup.
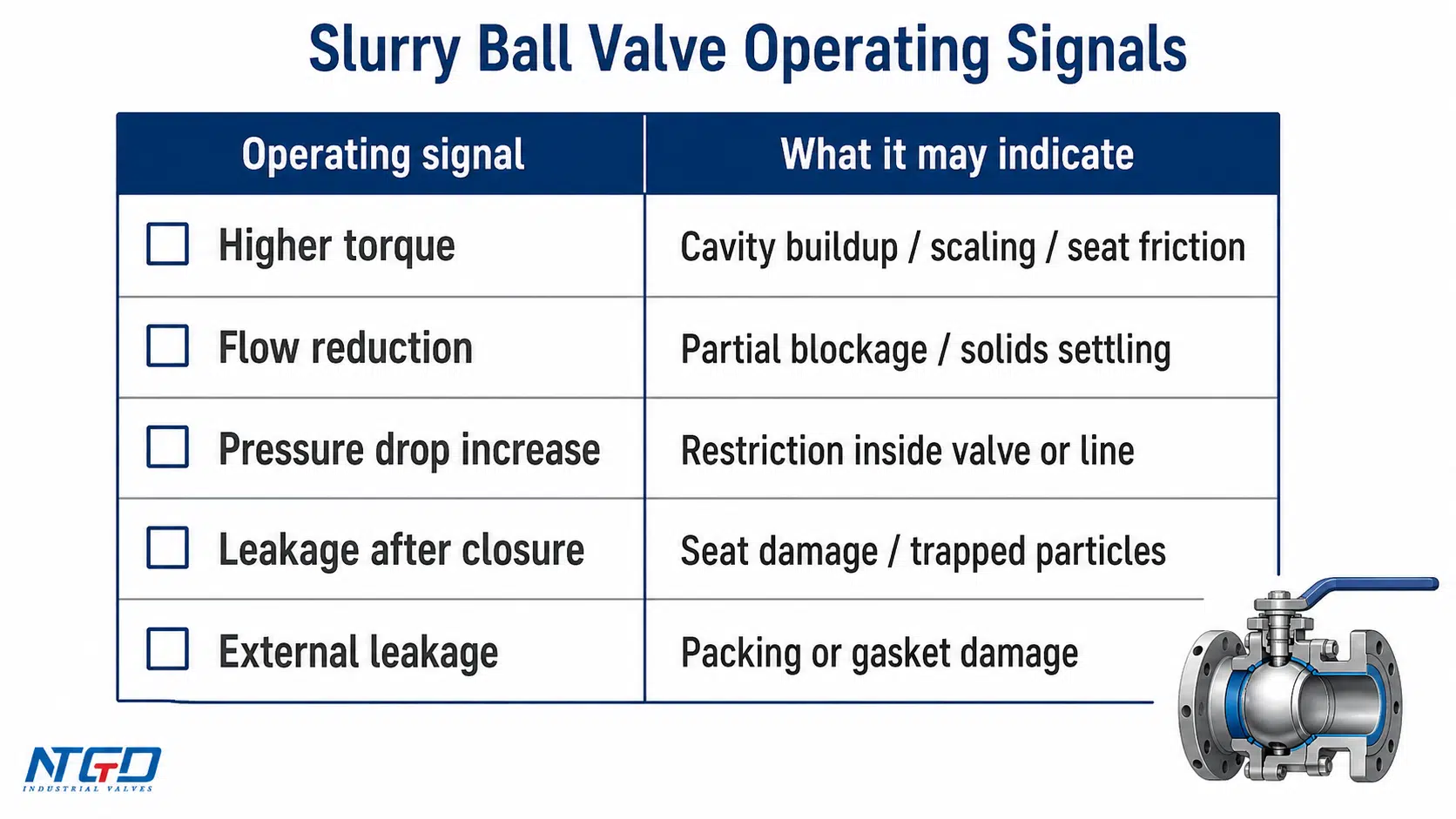
Watch torque, pressure drop, and flow changes
Operating signals often appear before full valve failure.
| Signal | Possible cause | Recommended check |
|---|---|---|
| Higher torque | Cavity buildup, scaling, seat friction | Inspect cavity, seat pockets, actuator sizing |
| Flow reduction | Partial blockage or solids settling | Check full-port passage and downstream line |
| Pressure drop increase | Restriction inside valve or line | Inspect bore, seats, and slurry concentration |
| Leakage after closure | Seat damage or trapped particles | Inspect ball-seat interface and sealing surface |
| External leakage | Packing or gasket damage | Check stem packing and body sealing points |
Maintenance records and operator observations
Maintenance records are diagnostic tools. If the same valve repeatedly shows high torque, seat leakage, or clogging, the issue may not be maintenance quality. It may indicate a mismatch between the trim, coating, cavity design, and the actual slurry behavior.
Operators should report torque changes, abnormal actuator behavior, pressure drop, leakage, and flow changes. These signals show how the valve behaves in the real process and help determine whether the current valve design is still suitable.
FAQ
What is the difference between a slurry ball valve and a standard ball valve?
A standard ball valve is usually designed for clean or low-solid service. A slurry ball valve is selected or engineered around solids passage, seat protection, abrasion resistance, cavity control, flushing access, and torque margin.
Can I use an existing standard clean-service ball valve for temporary slurry service?
Only in mild, low-solids slurry and low-risk temporary service. If the slurry is abrasive, high-particle, scaling, or lime-based, the main risks are seat wear, body cavity buildup, torque increase, and loss of shutoff.
What causes ball valves to clog in slurry?
Clogging usually comes from solids settling in the body cavity, seat pockets, dead spaces, or reduced flow areas. Lime slurry can make the problem worse because buildup may harden into scale.
What valve is best for lime slurry?
There is no universal best valve for every lime slurry system. A ball valve may work if it has suitable seat materials, hard-coated surfaces, full-port or low-cavity design, and flushing capability. If scaling, settling, or continuous throttling dominates the service, another slurry valve route may need to be reviewed.
Are metal seated ball valves better for abrasive slurry?
Metal seated ball valves can be better for abrasive slurry because they resist cutting and deformation better than many soft seats. However, seat design, coating, torque, shutoff requirement, and maintenance access still need to match the service.
Can a ball valve be used for high-particle slurries?
A ball valve can be used for high-particle slurries only when the design supports solids passage and protects the sealing surfaces. Full-port construction, abrasion-resistant trim, metal seats, hard coatings, and low-cavity or flushable design may be required.
How often should slurry ball valves be inspected?
Inspection frequency depends on solids concentration, particle hardness, cycling frequency, pressure, temperature, and whether the slurry settles or scales. Instead of relying only on a fixed interval, operators should track torque increase, leakage, pressure drop, flow reduction, and flushing results.
Conclusion
Ball valves can be used in slurry systems, but the selection must be based on slurry behavior rather than valve name alone. A standard soft-seated ball valve may work in mild slurry, but abrasive, high-particle, or lime slurry service can damage seats, score the ball surface, increase torque, clog body cavities, and cause leakage.
A stronger slurry ball valve selection should consider full-port flow, seat material, ball coating, cavity control, flushing access, shutoff requirements, and whether the valve is used for isolation or control. Lime slurry requires extra caution because scaling and cavity buildup can become as important as abrasion.
The best result comes from matching the valve construction to the actual slurry conditions before the valve is ordered, installed, and cycled in service.
Final Application Check
If you are evaluating a ball valve for slurry application, prepare the slurry media, solids concentration, particle size and hardness, pressure, temperature, shutoff requirement, flow duty, and cleaning method before requesting a recommendation. NTGD Valve can review these conditions and help assess whether a standard ball valve, slurry-engineered ball valve, or another valve route is more suitable for the service.
