КОНТРОЛЬ КАЧЕСТВА NTGD
ТЕХНОЛОГИЧЕСКАЯ КАРТА КОНТРОЛЯ КАЧЕСТВА КЛАПАНОВ NTGD
Компания NTGD valve создала, документировала, внедрила и поддерживает полноценную систему контроля качества и постоянно повышает ее эффективность в соответствии с требованиями стандарта ISO9001:2015. Чтобы гарантировать, что наша компания может постоянно предоставлять нашим клиентам проектирование, разработку, закупку, производство, доставку и послепродажное обслуживание.
ПРОЦЕДУРА КОНТРОЛЯ КАЧЕСТВА
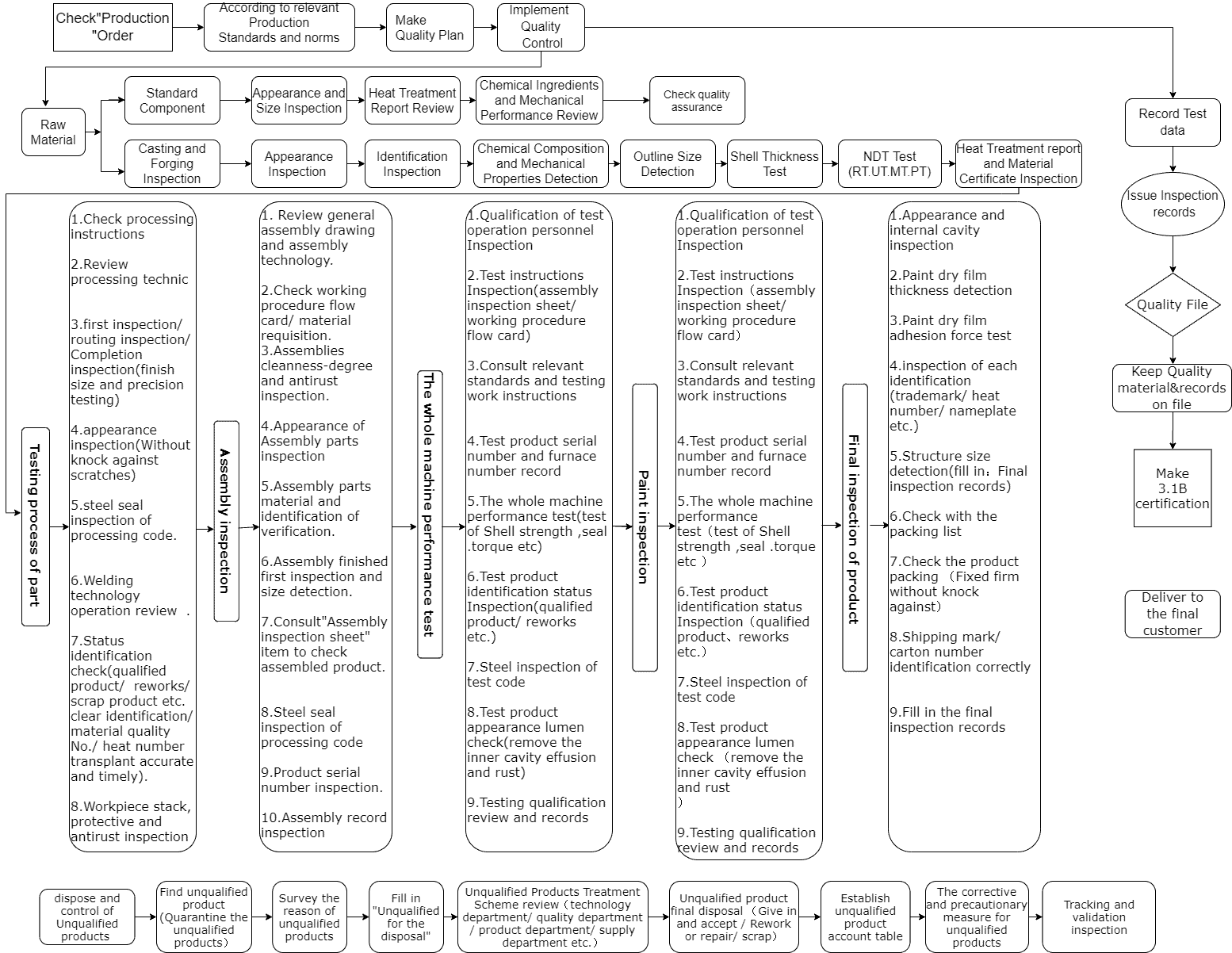
Контроль сырья
Инспекция в процессе работы
Спецификация сборки
Спецификация эксплуатационных испытаний
Контроль сырья
Контроль отливок
| Нет. | Артикул | Требование | Частота | Метод | Основные детали под давлением (класс A) | Детали, не находящиеся под основным давлением (класс B) |
|---|---|---|---|---|---|---|
| 1 | Химический состав | Соблюдайте соответствующие стандарты на материалы | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-3.1 или 3.2 | Сертификат EN10204-2.2 |
| 2 | Механические свойства | Соблюдайте соответствующие стандарты на материалы | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-3.1 или 3.2 | Сертификат EN10204-2.2 |
| 3 | Внешний вид | Соблюдайте соответствующие стандарты на материалы | 100% | Визуальный осмотр | √ | √ |
| 4 | Размеры (включая толщину стенок) | Соблюдайте соответствующие стандарты | GB2828 II класс 2.5 AQL | Штангенциркуль, глубиномер, внутренний штангенциркуль, толщиномер | √ | √ |
| 5 | Маркировка | Должны быть правильными и четкими | За партию | Визуальный осмотр | √ | / |
Примечание:
- Отливки с дефектами, требующими ремонтной сварки, для изделий API 6D должны быть забракованы и не подлежат ремонту.
- Все отливки должны быть подвергнуты визуальному контролю, как минимум, в соответствии с MSS SP-55. Критерии приемки: Тип 1: не принимается; Типы 2 - 12: принимаются только A и B.
Контроль поковок
| Нет. | Артикул | Требование | Частота | Метод | Основные детали под давлением (класс A) | Детали, не находящиеся под основным давлением (класс B) |
|---|---|---|---|---|---|---|
| 1 | Химический состав | Соблюдайте соответствующие стандарты на материалы | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-3.1 или 3.2 | Сертификат EN10204-2.2 |
| 2 | Механические свойства | Соблюдайте соответствующие стандарты на материалы | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-3.1 или 3.2 | Сертификат EN10204-2.2 |
| 3 | Внешний вид | Соблюдайте соответствующие стандарты на материалы | 100% | Визуальный осмотр | √ | √ |
| 4 | Размеры (включая толщину стенок) | Соблюдайте соответствующие стандарты | GB2828 II класс 2.5 AQL | Штангенциркуль, глубиномер, стальная линейка, толщиномер | √ | √ |
| 5 | Твердость (если требуется по чертежам) | Соблюдайте соответствующие стандарты на материалы | Один раз на партию, 3 образца на тест | Твердомер | √ (при необходимости) | √ |
| 6 | Маркировка | Должны быть правильными и четкими | За партию | Визуальный осмотр | √ | / |
Примечание:
Дефекты могут быть удалены, но глубина удаления должна соответствовать следующим требованиям: Поковки с дефектами, требующими ремонтной сварки, должны быть возвращены, а не отремонтированы.
Контроль стальных материалов
| Нет. | Артикул | Требование | Частота | Метод | Детали, не находящиеся под основным давлением (класс B) | Части, не находящиеся под давлением (класс C) |
|---|---|---|---|---|---|---|
| 1 | Химический состав | Соблюдайте соответствующие стандарты | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-2.2 | Сертификат EN10204-2.1 |
| 2 | Механические свойства | Соблюдайте соответствующие стандарты | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-2.2 | Сертификат EN10204-2.1 |
| 3 | Внешний вид | Отсутствие видимых складок, трещин или вмятин глубиной более 2 мм | 100% | Визуальный осмотр | √ | √ |
| 4 | Размеры | Соблюдайте спецификации заказов и соответствующие требования GB | 100% | Суппорт | √ | √ |
Проверка крепежа
| Нет. | Артикул | Требование | Частота | Метод | Основные детали под давлением (класс A) | Части, не находящиеся под давлением (класс C) |
|---|---|---|---|---|---|---|
| 1 | Химический состав | Соблюдайте соответствующие стандарты | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-3.1 или 3.2 | Сертификат EN10204-2.1 |
| 2 | Механические свойства | Соблюдайте соответствующие стандарты | Один раз на партию | Проверка отчета производителя | Сертификат EN10204-3.1 или 3.2 | Сертификат EN10204-2.1 |
| 3 | Внешний вид | Без трещин и складок | 100% | Визуальный осмотр | √ | √ |
| 4 | Размеры | Соблюдайте соответствующие стандарты | 10% не менее 5 штук | Штангенциркуль, резьбовой калибр | √ | √ |
| 5 | Твердость (если требуется по чертежам) | Соблюдайте соответствующие стандарты | 10% не менее 5 штук | Твердомер | √ (при необходимости) | / |
Контроль сварочных материалов
| Нет. | Артикул | Требование | Частота | Метод | Примечания |
|---|---|---|---|---|---|
| 1 | Химический состав | Соблюдайте соответствующие стандарты | Один раз на партию | Проверка отчета производителя | Предоставлено производителем |
| 2 | Свойства металла сварного шва | Соблюдайте соответствующие стандарты | Один раз на партию | Проверка отчета производителя | Предоставлено производителем |
| 3 | Внешний вид | Упаковка не повреждена, покрытие электродов не шелушится, не трескается и не покрывается плесенью | 100% | Визуальный осмотр | |
| 4 | Размеры | Соблюдайте спецификации заказов | Проверка отчета производителя | ||
| 5 | Документация | Содержание: модель, название, химический состав, характеристики, дата изготовления, номер партии, способ хранения, срок годности | По одной упаковке в коробку (партию) | Визуальный осмотр | Предоставлено производителем |
Неметаллические уплотнительные элементы (срок хранения не более 5 лет) (класс C)
| Нет. | Артикул | Требование | Частота | Метод | Примечания |
|---|---|---|---|---|---|
| 1 | Испытание на твердость (если требуется по чертежам) | Кольца "O" 70Mpa 80-85HAS, остальные должны соответствовать чертежам или стандартам | Класс II 2,5 AQL или 10% | Проверка отчета производителя | Предоставлено производителем |
| 2 | Внешний вид | Не допускается наличие пор, трещин, загрязнений или пузырьков, поверхность должна быть гладкой и чистой | Класс II 2,5 AQL или 10% | Визуальный осмотр | |
| 3 | Размеры | Соответствие чертежам или стандартам на продукцию | Класс II 2,5 AQL или 10% | Суппорт | |
| 4 | Документация | Содержание: номер детали, номер спецификации, дата вулканизационного формования, срок хранения, срок годности | Один раз на партию | Визуальный осмотр | Предоставлено производителем |
Инспекция в процессе работы
1. Требования к осмотру
1.1 Контроль термической обработки
| Артикул | Описание |
|---|---|
| Детали, подлежащие проверке | Детали, требующие проверки после термообработки, в основном относятся к стержням клапанов с требованиями к механическим характеристикам, исключая литые и кованые детали, такие как корпуса и крышки клапанов. |
| Основа для инспекции | Убедитесь, что отчеты о механических характеристиках, предоставленные поставщиками, соответствуют чертежам или установленным требованиям. Этот отчет служит основанием для приемки. |
| Требования к поставщикам | Поставщики должны предоставить записи о параметрах термообработки. |
| Приемочное тестирование | Случайным образом проверьте не менее трех различных позиций на одном изделии для испытания на твердость. |
1.2 Контроль механической обработки
| Тип инспекции | Описание |
|---|---|
| Общий контроль механической обработки | Проверка качества каждого процесса обработки деталей. Контроль включает в себя внешний вид и размеры, самоконтроль, контроль первого изделия, контроль в процессе обработки и завершающий контроль. |
| Контроль шероховатости | Следует использовать соответствующие блоки образцов для сравнения. |
1.2.1 Проверка первого изделия
| Тип инспекции | Описание |
|---|---|
| Первая статья | Проводится на начальном этапе производства или при изменении условий процесса, проверяя и регистрируя в соответствии с требованиями, указанными в чертежах изделий или технологических картах обработки. |
1.2.2 Инспекция в процессе производства
| Тип инспекции | Описание |
|---|---|
| В процессе работы | Произвольные и гибкие проверки инспекторами в процессе обработки компонентов, обеспечивающие контроль и руководство каждым процессом обработки и сборки без обязательной регистрации проверок. |
1.2.3 Завершающий осмотр
| Тип инспекции | Описание |
|---|---|
| Завершение | Всесторонняя проверка состояния качества после завершения всех процессов обработки деталей. После каждого процесса проводится выборочный контроль (частота выборки: 20%). Несоответствия в образцах требуют проверки 100%. |
1.2.4 Контроль механической обработки по заказу
| Тип инспекции | Описание |
|---|---|
| Обработка по заказу | При поступлении заказанных деталей для механической обработки проведите выборочный контроль по чертежам или техническим требованиям, предоставленным обрабатывающему подразделению (частота выборки: 20%). Несоответствия образцов требуют проверки 100%. |
1.3 Проверка качества сварки деталей (или компонентов) клапана
| Тип инспекции | Описание |
|---|---|
| Сварка накладных поверхностей | 100% визуальный контроль качества поверхности наплавки для выявления таких проблем, как поры, трещины, впадины и подрезы. |
| Размеры | Необходимо проверить высоту наложения сварки; высота перед послесварочной обработкой должна составлять 5-6 мм. |
| Испытание на твердость | Проверьте не менее трех различных положений каждой детали. |
| Неразрушающий контроль | По крайней мере, один блок должен пройти неразрушающий контроль с использованием пенетранта. При необходимости проведите испытания в соответствии с контрактными спецификациями. |
2. Идентификация
| Тип идентификации | Описание |
|---|---|
| Первая статья Идентификация | Квалифицированное первое изделие маркируется "синим", "О" или "первая проверка" ярлыком. |
| Идентификация состояния процесса | Используйте штампы или цветовые коды. Идентификация несоответствий - "черным"; бракованные изделия помечаются "красным X". Размер и способ определяется инспектором. |
3. Записи
| Тип записи | Описание |
|---|---|
| Записи о проверке технологического процесса | Инспекторы заносят результаты проверки в "Карту передачи процесса производства продукции" и подписывают ее. |
| Записи о механической обработке по заказу | За детали, прошедшие контроль, инспекторы расписываются в "Записи о входящем контроле сырья/компонентов". |
| Записи о несоответствиях | Инспекторы выдают "Форму ликвидации несоответствующей продукции" и следуют процедуре контроля несоответствующей продукции. |
Спецификация сборки
1.Чистка
Перед сборкой детали должны пройти процесс очистки.
Шаги по очистке:
| Шаг | Описание |
|---|---|
| 1 Удаление кромок и заусенцев | Удалите все заусенцы и кромки на поверхностях деталей. Для деталей с накладной сваркой удалите сварочный шлак. |
| 2 Очистка перед сборкой | Перед окончательной сборкой детали должны быть очищены от мусора, масла и т.д. |
| 3 Приготовление чистящих и антикоррозийных растворов | a. Решение для очистки: Используйте воду с соответствующим количеством моющего средства.<br>b. Антикоррозийное решение для деталей из углеродистой стали: Используйте воду с добавлением нитрита натрия 1%.<br>c. Требования к обезжириванию: Для обезжиривания используйте четыреххлористый углерод. |
Методы очистки:
| Метод | Описание |
|---|---|
| a | Детали с масляными пятнами (за исключением отливок) следует очищать водой с моющим средством. Уплотнительные поверхности после шлифовки следует сначала очистить дизельным топливом, а затем водой с моющим средством. После очистки детали из углеродистой стали следует промыть водой и погрузить в антикоррозийный раствор. |
| b | Отливки, не пригодные для очистки щеткой, следует промыть водой под высоким давлением. После промывки отливки из углеродистой стали следует погрузить в антикоррозийный раствор. |
| c | Отливки, пригодные для очистки щеткой, следует промыть водой с моющим средством, ополоснуть водой под высоким давлением, а затем обработать щеткой с антикоррозийным раствором. Детали, требующие обезжиривания, должны быть обезжирены четыреххлористым углеродом после вышеуказанной очистки. |
| d | Во время очистки не допускайте повреждения поверхностей деталей, особенно уплотнительных поверхностей фланцев корпусов клапанов и крышек. Избегайте ударов и царапин при очистке и обращении. |
2 Сборка готовой продукции
Подготовка к сборке
| Подготовительный этап | Описание |
|---|---|
| a Сборку следует проводить в специально отведенных местах, обеспечивая чистоту в зоне сборки. | |
| b Подготовьте необходимые инструменты для сборки. Детали, подлежащие сборке, должны быть аккуратно разложены. Детали одного типа и из разных материалов, которые могут поместиться в пластиковые оборотные коробки, должны быть помещены внутрь, промаркированы по мере необходимости, чтобы предотвратить неправильную сборку. | |
| c Проверьте, нет ли посторонних предметов или ржавчины в полости корпуса клапана. Проверьте критические зоны (уплотнительные поверхности) на наличие неровностей или царапин. Сборку следует начинать только после устранения этих проблем. |
Требования к сборке
| Требование | Описание |
|---|---|
| a | Протрите внутреннюю поверхность клапана и нанесите антикоррозийное масло (за исключением клапанов, требующих обезжиривания). |
| b | Протрите чистыми мягкими салфетками уплотнительные поверхности закрывающих элементов (тарелки клапана, затворы и т.д.) и седла. |
| c | Нанесите тонкий слой смазки на детали трансмиссии, детали с относительным движением (кроме уплотнительных поверхностей) и прокладки на промежуточных фланцах (или торцевых крышках шаровых кранов), за исключением изделий, требующих обезжиривания. Нанесите небольшое количество смазки на резьбу "вставленных проводов" и шпилек. |
| d | При затягивании болтов на промежуточных фланцах или торцевых крышках шаровых кранов выполняйте несколько предварительных затяжек симметрично. Шпильки, вставленные с одного конца, предварительно затягивайте после установки. Высота болтов (или шпилек), выступающих из гаек в одной плоскости, не должна иметь значительных различий. Зазор между поверхностями фланцев должен быть одинаковым. |
| e | Набивку следует устанавливать в сальник кольцо за кольцом. В случае плетеной набивки следует расположить каждое кольцо под углом 45° на 120°. После сжатия набивки сальник должен входить в сальниковую камеру не более чем на 1/3 своей эффективной высоты. Для гибких графитовых колец вставьте кольцо плетеной набивки в самый нижний и самый верхний слои в сальнике. Следуйте контрактным спецификациям, если они указаны. Равномерно сжимайте сальник, чтобы обеспечить равномерный зазор между отверстием сальника и штоком клапана. |
| f | Для низкотемпературных задвижек убедитесь, что отверстие для сброса давления на задвижке направлено в сторону впуска среды. |
| g | Для кранов с маркировкой или указателями направления на конце штока убедитесь, что ориентация запорного элемента (шара, плунжера и т. д.) соответствует указанию указателя направления. |
| h | Некруглые промежуточные фланцы не должны иметь значительных перекосов. Если перекос имеет место, исправьте его перед сборкой. |
| i | Точки точечной сварки должны быть прочными. Для деталей, контактирующих со средой, используйте сварочные стержни из того же материала, что и основной корпус. |
| j | Собранные готовые изделия должны пройти испытания на открывание и закрывание, чтобы убедиться в отсутствии заеданий и в том, что закрывающие элементы (затвор, диск, шар и т.д.) открываются и закрываются на месте. |
| k | Обеспечьте подготовку и передачу менеджеру склада готовой продукции всех неустановленных внешних деталей, необходимых для хранения. |
Спецификация эксплуатационных испытаний
Испытания продукции API
1 Тестирование перед отправкой
Перед отгрузкой каждый клапан должен быть испытан в соответствии с данным разделом. Покупатель должен указать, следует ли проводить специальные дополнительные испытания, приведенные в Приложении С, наряду с обычными испытаниями. Для облегчения указания требований к испытаниям, испытания должны проводиться в порядке от 4.6.2 до 4.6.5. Испытание на давление корпуса должно проводиться до окраски клапана.
Средой для испытания должна быть пресная вода, температура которой во время испытания не должна превышать 100°F (38°C). По согласованию могут быть добавлены ингибиторы коррозии и антифриз. Для деталей, смачиваемых клапанами из аустенитной и дуплексной нержавеющей стали, содержание хлорид-ионов в воде для испытаний не должно превышать 30 мкг/г (30 ppm). При изготовлении деталей из нержавеющей стали для проточных компонентов содержание хлорид-ионов должно проверяться не реже одного раза в год.
Клапаны следует испытывать с использованием седел и без уплотнительной смазки на уплотнительных поверхностях, за исключением случаев, когда уплотнительная смазка является основным способом уплотнения.
Испытания с полуоткрытым клапаном можно проводить при полностью открытом клапане, если в камеру можно подавать давление через штуцер полости.
Для всех испытаний под давлением должно быть предусмотрено достаточное время стабилизации.
2 Испытание уплотнения штока
Если не оговорено иное, испытание на герметичность штока должно проводиться до испытания оболочки.
Для клапанов с возможностью уплотнения штока испытание следует начинать с неплотно прилегающих седел. Оригинальная набивка и уплотнения должны быть удалены (или ослаблены), если только не предусмотрено испытательное отверстие специально для этого испытания.
При закрытых концах клапана и частично открытом запорном элементе следует подавать испытательную среду до тех пор, пока не будет наблюдаться утечка вокруг штока. Затем следует закрыть уплотнение штока и приложить минимальное давление, в 1,1 раза превышающее номинальное давление, определенное в разделе 6.1, при температуре 38°C (100°F) в течение времени, указанного в таблице 9.
Контроль утечки должен осуществляться через смотровое отверстие или путем контроля утечки вокруг ослабленного сальника. При испытательном давлении не должно быть видимой утечки.
Таблица 9: Минимальная продолжительность испытания на герметичность штока
| Размер клапана | Продолжительность теста (минуты) |
|---|---|
| DN (мм) | NPS (дюймы) |
| ≤ 100 | ≤ 4 |
| ≥ 150 | ≥ 6 |
| 2 | 5 |
3 Гидростатическое испытание оболочки (API 6D)
Перед покраской полностью собранного клапана следует провести гидростатическое испытание корпуса.
Во время испытания торцы клапана должны быть закрыты, а запорный элемент частично открыт. Если это предусмотрено заказчиком, метод закрытия торцов должен обеспечивать полную передачу нагрузки от торцевого закрытия на корпус клапана. Внешние перепускные клапаны должны быть сняты и заглушены, если они предусмотрены.
Испытательное давление должно быть равно или превышать в 1,5 раза номинальное давление, определенное для материала при 38°C (100°F) в разделе 6.1. Продолжительность испытания не должна быть меньше, чем указано в Таблице 10.
Таблица 10: Минимальная продолжительность гидростатического испытания оболочки
| Размер клапана | Продолжительность теста (минуты) |
|---|---|
| DN (мм) | NPS (дюймы) |
| ≤ 100 | ≤ 4 |
| 150-250 | 6-10 |
| 300-450 | 12-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 15 | 30 |
Во время гидростатического испытания оболочки не допускается видимая утечка.
После гидростатического испытания корпуса внешние перепускные клапаны должны быть (повторно) смонтированы на клапане. Соединение с корпусом клапана должно быть испытано при давлении 95% от давления настройки перепускного клапана. Для клапанов с размерами ≤ DN 100 (NPS 4) продолжительность испытания составляет 2 минуты, для размеров ≥ DN 150 (NPS 6) - 5 минут. Во время испытания на соединении перепускного клапана не должно наблюдаться видимой утечки.
Внешние предохранительные клапаны, если они предусмотрены, должны выпускать воздух при заданном давлении и должны быть испытаны. Давление срабатывания предохранительного клапана должно быть в 1,1-1,3 раза больше номинального давления клапана, определенного для материала при 38°C (100°F) в разделе 6.1.
4 Гидростатическое испытание сиденья (API 6D)
a Альтернативный тест
Испытания сиденья газом под высоким давлением могут использоваться в качестве альтернативы следующим гидростатическим испытаниям сиденья.
b Подготовка
Смазка должна быть удалена с уплотнительных поверхностей седел и запорных элементов, за исключением случаев, когда согласован монтаж с использованием смазки для контактных поверхностей "металл-металл".
c Испытательное давление и продолжительность
Испытательное давление для всех испытаний седла должно быть не менее 1,1-кратного номинального давления, определенного для материала при 38°C (100°F). Продолжительность испытания должна соответствовать спецификациям, приведенным в таблице 11.
Таблица 11: Минимальная продолжительность испытания сиденья
| Размер клапана | Продолжительность теста (минуты) |
|---|---|
| DN (мм) | NPS (дюймы) |
| ≤ 100 | ≤ 4 |
| 150-450 | 6-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 10 |
d Критерии приемлемости (API 6D)
Для клапанов с мягким седлом и смазанных пробковых клапанов уровень утечки не должен превышать уровень A по ISO 5208 (отсутствие видимой утечки). Для клапанов с металлическими седлами уровень утечки не должен превышать уровень D по ISO 5208, если не указано иное. Процедуры испытаний для различных запорных клапанов приведены в разделе 4.5.
e. Процедура испытания запорной арматуры (API 6D)
Однонаправленный
При полуоткрытом клапане клапан и его полость должны быть полностью заполнены испытательной средой. Затем клапан следует закрыть и приложить испытательное давление к соответствующему концу.
Утечка из каждого седла должна контролироваться через выпускной патрубок корпуса клапана. Для клапанов без нагнетательного патрубка в полости корпуса утечка из седла должна контролироваться на соответствующем конце седла (конец клапана, находящийся под давлением).
Двунаправленный
При полуоткрытом клапане клапан и его полость должны быть полностью заполнены испытательной средой. Затем клапан следует закрыть и последовательно приложить испытательное давление к обоим концам. Утечка из каждого седла должна контролироваться через нагнетательный патрубок в полости корпуса клапана. Для клапанов, не имеющих нагнетательного патрубка в полости корпуса, утечку из седла следует контролировать на соответствующем конце седла, расположенном ниже по потоку.
Двойное сиденье, двойное сиденье с двунаправленным движением
Каждое седло должно быть испытано в обоих направлениях. Если в полости клапана установлен перепускной клапан, его следует удалить. При полуоткрытом клапане клапан и полость должны быть заполнены испытательной средой до тех пор, пока она не перельется через штуцер перепускного клапана полости.
Для проверки герметичности седла в направлении полости клапан должен быть закрыт. Испытательное давление следует последовательно прикладывать к каждому концу клапана, чтобы проверить каждое седло со стороны восходящего потока. Утечка должна контролироваться через соединение перепускного клапана с полостью корпуса клапана.
После этого каждое седло должно быть испытано как седло, расположенное ниже по потоку. Оба конца клапана должны быть опорожнены, а полость клапана заполнена испытательной средой. Затем следует подать давление, контролируя утечку через каждое седло на обоих концах клапана.
Двойное сиденье, однонаправленное и однонаправленное с двунаправленным
Однонаправленное сиденье
При полуоткрытом клапане клапан и испытательная камера должны быть полностью заполнены испытуемой средой до тех пор, пока она не перельется через выпускной патрубок клапанной камеры. Затем клапан следует закрыть, а нагнетательный клапан открыть в замкнутом контуре, чтобы среда перелилась, или снять закрытый конец клапана. Затем следует приложить испытательное давление к восходящему концу (однонаправленный конец седла) и проследить за утечкой из соединения камеры. Если утечка происходит и через седло ниже по потоку, то утечка через седло выше по потоку должна быть равна сумме утечек из камеры и соединения ниже по потоку.
Двунаправленное сиденье
Повторите испытание, описанное в пункте 4.6.4.5.4.1, чтобы проверить двунаправленное седло в направлении уплотнения вверх по течению.
Для испытания двунаправленного седла в направлении уплотнения вниз по течению оба конца клапана должны быть закрыты глухими пластинами. При полуоткрытом клапане его следует полностью заполнить испытательной средой и подать испытательное давление. Затем клапан следует закрыть, позволяя испытательной среде вытекать из соединения, сконфигурированного в замкнутый контур на конце двунаправленного седла (т.е. ниже по потоку от двунаправленного седла). Контролируйте утечку двунаправленного седла через переливное соединение в замкнутом контуре ниже по потоку, поддерживая испытательное давление в соединении камеры.
Двойные запорно-регулирующие клапаны (API 6D)
Испытание на одноместное сидение
При полуоткрытом клапане клапан и его полость должны быть полностью заполнены тестовой средой. Затем клапан следует закрыть, а выпускной клапан корпуса открыть, чтобы избыток испытательной среды вытекал из испытательного патрубка в полости клапана. Затем следует приложить испытательное давление к
Галерея испытаний

Тест PMI

Проверка размеров

Испытание на герметичность

Испытание на толщину лакокрасочного покрытия

Тест на низкий уровень выбросов

PT

Испытание на удар

Проверка материалов