NTGD CONTROL DE CALIDAD
DIAGRAMA DE FLUJO DEL CONTROL DE CALIDAD DE LA VÁLVULA NTGD
Válvula NTGD ha establecido, documentar, implementar y mantener un sistema de control de calidad de pleno derecho y mejorar continuamente su eficacia de acuerdo con los requisitos de la norma ISO9001:2015. Para asegurar que nuestra empresa puede proporcionar continuamente a nuestros clientes con el diseño, desarrollo, compra, fabricación, entrega y servicio post-venta.
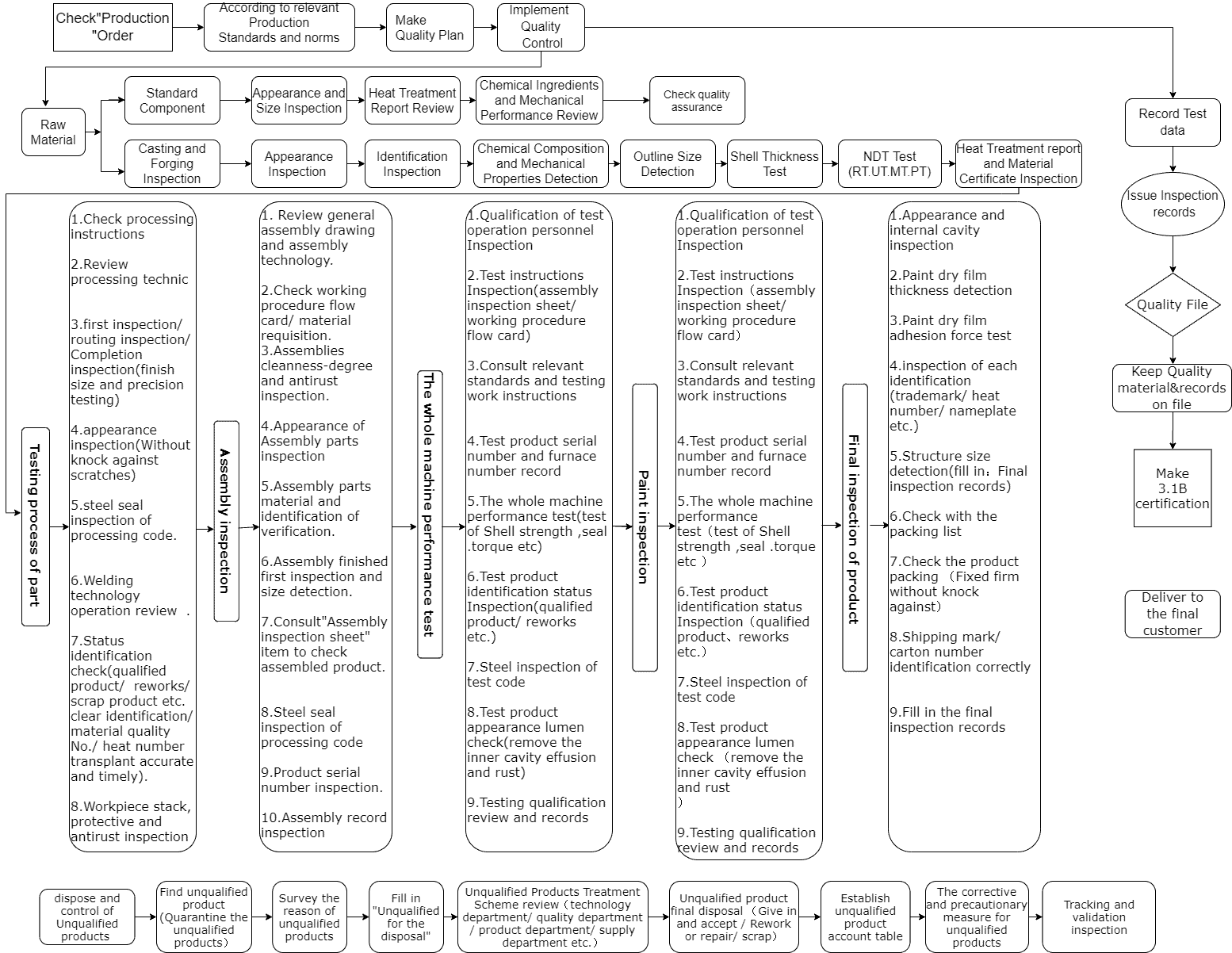
PROCEDIMIENTO DE CONTROL DE CALIDAD
Inspección de materias primas
Inspección en curso
Especificación de montaje
Especificación de la prueba de rendimiento
Inspección de materias primas
Inspección de piezas moldeadas
| No. | Artículo | Requisito | Frecuencia | Método | Piezas de presión principal (Clase A) | Piezas sin presión principal (Clase B) |
|---|---|---|---|---|---|---|
| 1 | Composición química | Cumplir las normas pertinentes sobre materiales | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-3.1 o 3.2 | Certificado EN10204-2.2 |
| 2 | Propiedades mecánicas | Cumplir las normas pertinentes sobre materiales | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-3.1 o 3.2 | Certificado EN10204-2.2 |
| 3 | Apariencia | Cumplir las normas pertinentes sobre materiales | 100% | Inspección visual | √ | √ |
| 4 | Dimensiones (incluido el grosor de la pared) | Cumplir las normas pertinentes | GB2828 II clase 2,5 AQL | Calibre, medidor de profundidad, calibre interior, medidor de espesor | √ | √ |
| 5 | Marcado | Debe ser correcta y clara | Por lote | Inspección visual | √ | / |
Nota:
- Las piezas fundidas con defectos que requieran soldadura de reparación para productos API 6D deben rechazarse y no se permite su reparación.
- Todas las piezas de fundición deben inspeccionarse visualmente al menos de acuerdo con la norma MSS SP-55. Criterios de aceptación: Tipo 1: No se acepta ninguna; Tipos 2 a 12: Sólo se aceptan A y B.
Inspección de piezas forjadas
| No. | Artículo | Requisito | Frecuencia | Método | Piezas de presión principal (Clase A) | Piezas sin presión principal (Clase B) |
|---|---|---|---|---|---|---|
| 1 | Composición química | Cumplir las normas pertinentes sobre materiales | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-3.1 o 3.2 | Certificado EN10204-2.2 |
| 2 | Propiedades mecánicas | Cumplir las normas pertinentes sobre materiales | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-3.1 o 3.2 | Certificado EN10204-2.2 |
| 3 | Apariencia | Cumplir las normas pertinentes sobre materiales | 100% | Inspección visual | √ | √ |
| 4 | Dimensiones (incluido el grosor de la pared) | Cumplir las normas pertinentes | GB2828 II clase 2,5 AQL | Calibre, medidor de profundidad, regla de acero, medidor de espesor | √ | √ |
| 5 | Dureza (cuando lo exijan los planos) | Cumplir las normas pertinentes sobre materiales | Una vez por lote, 3 muestras por prueba | Durómetro | √ (cuando sea necesario) | √ |
| 6 | Marcado | Debe ser correcta y clara | Por lote | Inspección visual | √ | / |
Nota:
Los defectos pueden eliminarse, pero la profundidad de eliminación debe cumplir los siguientes requisitos: Las piezas forjadas con defectos que requieran soldadura de reparación deberán ser devueltas y no reparadas.
Inspección de materiales de acero
| No. | Artículo | Requisito | Frecuencia | Método | Piezas sin presión principal (Clase B) | Piezas sin presión (Clase C) |
|---|---|---|---|---|---|---|
| 1 | Composición química | Cumplir las normas pertinentes | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-2.2 | Certificado EN10204-2.1 |
| 2 | Propiedades mecánicas | Cumplir las normas pertinentes | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-2.2 | Certificado EN10204-2.1 |
| 3 | Apariencia | Sin arrugas, grietas ni abolladuras visibles de más de 2 mm de profundidad. | 100% | Inspección visual | √ | √ |
| 4 | Dimensiones | Cumplir las especificaciones del pedido y los requisitos pertinentes de GB | 100% | Calibre | √ | √ |
Inspección de elementos de fijación
| No. | Artículo | Requisito | Frecuencia | Método | Piezas de presión principal (Clase A) | Piezas sin presión (Clase C) |
|---|---|---|---|---|---|---|
| 1 | Composición química | Cumplir las normas pertinentes | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-3.1 o 3.2 | Certificado EN10204-2.1 |
| 2 | Propiedades mecánicas | Cumplir las normas pertinentes | Una vez por lote | Verificación del informe del fabricante | Certificado EN10204-3.1 o 3.2 | Certificado EN10204-2.1 |
| 3 | Apariencia | Sin grietas ni pliegues | 100% | Inspección visual | √ | √ |
| 4 | Dimensiones | Cumplir las normas pertinentes | 10% no menos de 5 piezas | Calibre, calibre de rosca | √ | √ |
| 5 | Dureza (cuando lo exijan los planos) | Cumplir las normas pertinentes | 10% no menos de 5 piezas | Durómetro | √ (cuando sea necesario) | / |
Inspección de materiales de soldadura
| No. | Artículo | Requisito | Frecuencia | Método | Observaciones |
|---|---|---|---|---|---|
| 1 | Composición química | Cumplir las normas pertinentes | Una vez por lote | Verificación del informe del fabricante | Proporcionado por el fabricante |
| 2 | Propiedades del metal de soldadura | Cumplir las normas pertinentes | Una vez por lote | Verificación del informe del fabricante | Proporcionado por el fabricante |
| 3 | Apariencia | Sin daños en el embalaje, sin peladuras, grietas ni moho en el revestimiento de los electrodos. | 100% | Inspección visual | |
| 4 | Dimensiones | Cumplir las especificaciones del pedido | Verificación del informe del fabricante | ||
| 5 | Documentación | Contenido: modelo, nombre, composición química, prestaciones, fecha de fabricación, número de lote, método de almacenamiento, fecha de caducidad. | Un paquete por caja (lote) | Inspección visual | Proporcionado por el fabricante |
Elementos de estanquidad no metálicos (período de almacenamiento no superior a 5 años) (Clase C)
| No. | Artículo | Requisito | Frecuencia | Método | Observaciones |
|---|---|---|---|---|---|
| 1 | Ensayo de dureza (cuando lo exijan los planos) | Anillos "O" 70Mpa 80-85HAS, otros deben cumplir con los dibujos o normas | Clase II 2,5 AQL o 10% | Verificación del informe del fabricante | Proporcionado por el fabricante |
| 2 | Apariencia | No se permiten poros, grietas, impurezas ni burbujas, la superficie debe ser lisa y limpia | Clase II 2,5 AQL o 10% | Inspección visual | |
| 3 | Dimensiones | Cumplir los planos o normas del producto | Clase II 2,5 AQL o 10% | Calibre | |
| 4 | Documentación | Contenido: número de pieza, número de especificación, fecha de moldeo de vulcanización, período de almacenamiento, fecha de caducidad. | Una vez por lote | Inspección visual | Proporcionado por el fabricante |
Inspección en curso
1. Requisitos de inspección
1.1 Inspección del tratamiento térmico
| Artículo | Descripción |
|---|---|
| Piezas que deben inspeccionarse | Las piezas que requieren inspección después del tratamiento térmico se refieren principalmente a los vástagos de válvula con requisitos de rendimiento mecánico, excluyendo las piezas fundidas y forjadas como cuerpos y capós de válvulas. |
| Base de inspección | Comprobar que los informes de rendimiento mecánico facilitados por los proveedores se ajustan a los planos o a los requisitos especificados. Este informe sirve de base para la aceptación. |
| Requisitos de los proveedores | Los proveedores deben proporcionar registros de los parámetros de tratamiento térmico. |
| Pruebas de aceptación | Compruebe aleatoriamente al menos tres posiciones diferentes en un elemento para la prueba de dureza. |
1.2 Inspección del mecanizado
| Tipo de inspección | Descripción |
|---|---|
| Inspección general de mecanizado | Verificar la calidad de cada proceso de mecanizado de componentes. Los elementos de inspección incluyen el aspecto y las dimensiones, utilizando la autoinspección, la inspección del primer artículo, la inspección durante el proceso y la inspección de finalización. |
| Inspección de rugosidad | Deben utilizarse bloques de muestras de comparación adecuados. |
1.2.1 Inspección del primer artículo
| Tipo de inspección | Descripción |
|---|---|
| Primer artículo | Se lleva a cabo en la parte inicial de la producción o cuando cambian las condiciones del proceso, inspeccionando y registrando según los requisitos especificados en los planos del producto o en las tarjetas del proceso de mecanizado. |
1.2.2 Inspección durante el proceso
| Tipo de inspección | Descripción |
|---|---|
| En proceso | Inspecciones aleatorias y flexibles por parte de los inspectores durante el proceso de mecanizado de los componentes, proporcionando supervisión y orientación para cada proceso de mecanizado y montaje sin registrar necesariamente las inspecciones. |
1.2.3 Inspección final
| Tipo de inspección | Descripción |
|---|---|
| Finalización | Comprobación exhaustiva del estado de calidad una vez finalizados todos los procesos de mecanizado de los componentes. Después de cada proceso, se realiza una inspección por muestreo (frecuencia de muestreo: 20%). Las no conformidades en las muestras requieren una inspección de 100%. |
1.2.4 Inspección de mecanizado por encargo
| Tipo de inspección | Descripción |
|---|---|
| Mecanizado por encargo | Cuando lleguen las piezas de mecanizado encargadas, realice una inspección por muestreo basada en los planos o requisitos técnicos facilitados a la unidad de mecanizado (frecuencia de muestreo: 20%). Las no conformidades en las muestras requieren una inspección 100%. |
1.3 Inspección de la calidad de la soldadura de piezas (o componentes) de válvulas
| Tipo de inspección | Descripción |
|---|---|
| Soldadura de superposición de superficies de sellado | 100% Inspección visual de la calidad de la superficie de soldadura por recubrimiento para detectar problemas como poros, grietas, depresiones y socavaduras. |
| Dimensiones | Debe comprobarse la altura de la soldadura superpuesta; la altura antes del mecanizado posterior a la soldadura debe ser de 5-6 mm. |
| Pruebas de dureza | Pruebe al menos tres posiciones diferentes en cada pieza. |
| Ensayos no destructivos | Al menos una unidad debe someterse a ensayos no destructivos por penetración. Pruebas según las especificaciones del contrato si es necesario. |
2. Identificación
| Tipo de identificación | Descripción |
|---|---|
| Identificación del primer artículo | El primer artículo calificado se etiqueta con una etiqueta "azul", "O" o "primera inspección". |
| Identificación del estado del proceso | Utilice sellos o códigos de color. La identificación de artículos no conformes es "negra"; los artículos desechados se marcan con una "X roja". El inspector determina el tamaño y el método. |
3. Registros
| Tipo de registro | Descripción |
|---|---|
| Registros de inspección de procesos | Los inspectores registran los resultados de la inspección en la "Tarjeta de transferencia del proceso del producto" y la firman. |
| Registros de mecanizado por encargo | Para las piezas que pasan la inspección, los inspectores firman en el "Registro de entrada de inspección de materias primas/componentes". |
| Registros de no conformidad | Los inspectores emiten un "Formulario de eliminación de productos no conformes" y siguen el procedimiento de control de productos no conformes. |
Especificación de montaje
1.Limpieza
Antes del montaje, las piezas deben someterse a un proceso de limpieza.
Pasos de limpieza:
| Paso | Descripción |
|---|---|
| 1 Eliminación de bordes y rebabas | Eliminar las rebabas y aristas de la superficie de las piezas. Para piezas con soldaduras superpuestas, eliminar la escoria de soldadura. |
| 2 Limpieza previa al montaje | Las piezas deben limpiarse para eliminar residuos, aceite, etc., antes del montaje final. |
| 3 Preparación de las soluciones de limpieza y antioxidantes | a. Solución de limpieza: Utilice agua con una cantidad adecuada de detergente.<br>b. Solución antioxidante para piezas de acero al carbono: Utilice agua con nitrito de sodio 1%.<br>c. Requisitos de desengrase: Utilizar tetracloruro de carbono para desengrasar. |
Métodos de limpieza:
| Método | Descripción |
|---|---|
| a | Las piezas con manchas de aceite (excluidas las piezas de fundición) deben limpiarse con agua detergente. Las superficies de sellado después del rectificado deben limpiarse primero con gasóleo y después con agua detergente. Tras la limpieza, las piezas de acero al carbono deben enjuagarse con agua y sumergirse en solución antioxidante. |
| b | Las piezas de fundición no aptas para el cepillado deben lavarse con agua a alta presión. Tras el lavado, las piezas de acero al carbono deben sumergirse en una solución antioxidante. |
| c | Las piezas de fundición aptas para el cepillado deben fregarse con agua detergente, enjuagarse con agua a alta presión y, a continuación, cepillarse con solución antioxidante. Las piezas con requisitos de desengrase deben desengrasarse con tetracloruro de carbono después de la limpieza anterior. |
| d | Durante la limpieza, evite dañar las superficies de las piezas, especialmente las superficies de sellado de las bridas de los cuerpos y capós de las válvulas. Evite golpes y arañazos durante la limpieza y manipulación. |
2 Montaje del producto acabado
Preparación previa al montaje
| Fase de preparación | Descripción |
|---|---|
| a El montaje debe realizarse en lugares designados, asegurándose de que la zona de montaje esté limpia. | |
| b Prepare las herramientas necesarias para el montaje. Las piezas que se van a montar deben estar ordenadas. Las piezas del mismo tipo y de materiales diferentes que quepan en cajas de plástico de recambio deben colocarse dentro, marcadas según sea necesario para evitar un montaje incorrecto. | |
| c Inspeccione si hay objetos extraños u óxido dentro de la cavidad del cuerpo de la válvula. Compruebe si hay golpes o arañazos en las zonas críticas (superficies de sellado). Sólo se debe proceder al montaje después de resolver estos problemas. |
Requisitos de montaje
| Requisito | Descripción |
|---|---|
| a | Limpiar el interior de la válvula y aplicar aceite antioxidante (excepto válvulas que requieran desengrase). |
| b | Utilice paños limpios y suaves para limpiar las superficies de sellado de los elementos de cierre (discos de válvula, compuertas, etc.) y los asientos. |
| c | Aplique una fina capa de grasa en las piezas de transmisión, las piezas con movimiento relativo (excepto las superficies de sellado) y las juntas de las bridas intermedias (o tapas de extremo de válvula de bola), excepto en los productos que requieran desengrase. Aplique una pequeña cantidad de grasa en las roscas de los "cables insertados" y las conexiones de los espárragos. |
| d | Cuando apriete pernos en bridas intermedias o tapas finales de válvulas de bola, aplique múltiples preaprietes simétricamente. Para los espárragos insertados en un extremo, realice el preapriete después de la inserción. La altura de los pernos (o espárragos) que sobresalen de las tuercas en el mismo plano no debe presentar diferencias significativas. La separación entre las superficies de las bridas debe ser uniforme. |
| e | La empaquetadura debe instalarse anillo por anillo en el prensaestopas. Para la empaquetadura trenzada, escalonar el corte de 45° de cada anillo en 120°. Después de comprimir la empaquetadura, el prensaestopas debe entrar en el prensaestopas a no más de 1/3 de su altura efectiva. Para anillos de grafito flexible, inserte un anillo de empaquetadura trenzada en las capas más baja y más alta del prensaestopas. Siga las especificaciones del contrato si así se especifica. Comprima la empaquetadura uniformemente para asegurar una holgura uniforme entre el orificio del prensaestopas y el vástago de la válvula. |
| f | Para las válvulas de compuerta de baja temperatura, asegúrese de que el orificio de alivio de presión de la compuerta esté orientado en la dirección de entrada del medio. |
| g | En las válvulas con marcas o placas indicadoras de dirección en el extremo del vástago, asegúrese de que la orientación del elemento de cierre (bola, obturador, etc.) coincide con la indicación del indicador de dirección. |
| h | Las bridas intermedias no circulares no deben estar muy desalineadas. Si se produce una desalineación, corríjala antes del montaje. |
| i | Los puntos de soldadura deben ser firmes. Para las piezas en contacto con el medio, utilice varillas de soldadura del mismo material que el cuerpo principal. |
| j | Los productos acabados ensamblados deben someterse a pruebas de funcionamiento de apertura y cierre para garantizar que no haya atascos y que los elementos de cierre (compuerta, disco, bola, etc.) se abran y cierren en su sitio. |
| k | Garantizar que todas las piezas externas no instaladas necesarias para el almacenamiento estén preparadas y se presenten al responsable del almacén de productos acabados en el momento del almacenamiento. |
Especificación de la prueba de rendimiento
Pruebas de productos API
1 Pruebas antes del envío
Cada válvula debe probarse de acuerdo con esta sección antes de su envío. El comprador debe especificar si se deben realizar pruebas especiales adicionales en el Apéndice C junto con las pruebas regulares. Para facilitar la especificación de los requisitos de prueba, las pruebas deben realizarse en el orden de 4.6.2 a 4.6.5. La prueba de presión de la carcasa debe realizarse antes de pintar la válvula.
El medio de ensayo debe ser agua dulce, con una temperatura no superior a 38°C (100°F) durante el ensayo. Pueden añadirse inhibidores de corrosión y anticongelantes según se acuerde. Para piezas que se humedezcan con válvulas de acero inoxidable austenítico y dúplex, el contenido de iones cloruro en el agua de prueba no debe exceder de 30 μg/g (30 ppm). Cuando se produzcan piezas de acero inoxidable para componentes de flujo, el contenido de iones cloruro debe comprobarse al menos una vez al año.
Las válvulas deben probarse utilizando asientos y sin grasa de sellado en las superficies de sellado, excepto cuando la grasa de sellado sea el método de sellado principal.
Las pruebas con la válvula semiabierta pueden realizarse con la válvula totalmente abierta si la cámara puede presurizarse a través de la conexión de la cavidad.
Debe preverse un tiempo de estabilización suficiente para todas las pruebas de presión.
2 Prueba de estanqueidad del vástago
Salvo acuerdo en contrario, la prueba de estanqueidad del vástago debe realizarse antes de la prueba de la cáscara.
Para las válvulas con capacidad de sellado del vástago, la prueba debe comenzar con los asientos ligeramente asentados. La empaquetadura y las juntas originales deben retirarse (o aflojarse) a menos que se proporcione un puerto de prueba específicamente para esta prueba.
Con los extremos de la válvula cerrados y el elemento de cierre parcialmente abierto, se debe inyectar medio de prueba hasta que se observen fugas alrededor del vástago. A continuación, se cerrará el cierre del vástago y se aplicará una presión mínima de 1,1 veces la presión nominal determinada en la sección 6.1 a 38°C (100°F) durante el tiempo especificado en la tabla 9.
El control de fugas debe realizarse a través de un puerto de observación o controlando las fugas alrededor de la empaquetadura aflojada. No deben permitirse fugas visibles a la presión de prueba.
Tabla 9: Duración mínima del ensayo de estanquidad del vástago
| Tamaño de la válvula | Duración de la prueba (minutos) |
|---|---|
| DN (mm) | NPS (pulgadas) |
| ≤ 100 | ≤ 4 |
| ≥ 150 | ≥ 6 |
| 2 | 5 |
3 Prueba hidrostática (API 6D)
La prueba hidrostática de la carcasa debe realizarse antes de pintar la válvula completamente montada.
Durante la prueba, los extremos de la válvula deben estar cerrados y el elemento de cierre parcialmente abierto. Si el comprador lo especifica, el método de cierre de los extremos debe permitir la transferencia completa de la carga del cierre de los extremos al cuerpo de la válvula. Las válvulas de alivio externas deben retirarse y taponarse cuando se suministren.
La presión de prueba debe ser igual o superior a 1,5 veces la presión nominal determinada para el material a 38°C (100°F) en la Sección 6.1. La duración de la prueba no debe ser inferior a la especificada en la tabla 10.
Cuadro 10: Duración mínima de la prueba hidrostática de la coraza
| Tamaño de la válvula | Duración de la prueba (minutos) |
|---|---|
| DN (mm) | NPS (pulgadas) |
| ≤ 100 | ≤ 4 |
| 150-250 | 6-10 |
| 300-450 | 12-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 15 | 30 |
No se permiten fugas visibles durante la prueba hidrostática de la carcasa.
Después de la prueba hidrostática de la carcasa, las válvulas de alivio externas deben (re)montarse en la válvula. La conexión al cuerpo de la válvula debe probarse a 95% de la presión de ajuste de la válvula de alivio. Para válvulas con tamaños ≤ DN 100 (NPS 4), la duración de la prueba es de 2 minutos; para tamaños ≥ DN 150 (NPS 6), es de 5 minutos. Durante la prueba, no debe observarse ninguna fuga visible en la conexión de la válvula de alivio.
Cuando se suministren, las válvulas de alivio externas deben purgarse a la presión especificada y someterse a prueba. La presión de ajuste de la válvula de alivio debe ser 1,1-1,3 veces la presión nominal de la válvula determinada para el material a 38°C (100°F) en la Sección 6.1.
4 Prueba hidrostática de asiento (API 6D)
a Prueba alternativa
Las pruebas de asiento con gas a alta presión pueden utilizarse como alternativa a las siguientes pruebas de asiento hidrostáticas.
b Preparación
La grasa lubricante debe eliminarse de las superficies de estanquidad de los asientos y elementos de cierre, excepto cuando se acuerde el montaje con grasa para las superficies de contacto metal-metal.
c Presión y duración de la prueba
La presión de prueba para todas las pruebas de asiento no debe ser inferior a 1,1 veces la presión nominal determinada para el material a 38°C (100°F). La duración de la prueba debe seguir las especificaciones de la Tabla 11.
Cuadro 11: Duración mínima de la prueba de asiento
| Tamaño de la válvula | Duración de la prueba (minutos) |
|---|---|
| DN (mm) | NPS (pulgadas) |
| ≤ 100 | ≤ 4 |
| 150-450 | 6-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 10 |
d Criterios de aceptación (API 6D)
Para las válvulas de asiento blando y las válvulas de macho lubricadas, el índice de fugas no debe superar el índice A de la norma ISO 5208 (sin fugas visibles). En el caso de las válvulas de asiento metálico, el índice de fugas no debe superar el índice D de la norma ISO 5208, a menos que se especifique lo contrario. Los procedimientos de ensayo para diversas válvulas de cierre se indican en la sección 4.5.
e. Procedimiento de prueba de la válvula de cierre (API 6D)
Unidireccional
Con la válvula semiabierta, la válvula y su cavidad deben llenarse completamente con el medio de prueba. A continuación, se cierra la válvula y se aplica la presión de prueba al extremo correspondiente.
Las fugas de cada asiento deben controlarse a través de la conexión de descarga de la cavidad del cuerpo de la válvula. En el caso de las válvulas sin conexión (de descarga) en la cavidad del cuerpo, las fugas de los asientos deben controlarse en el respectivo extremo aguas abajo de cada asiento (el extremo presurizado de la válvula).
Bidireccional
Con la válvula semiabierta, la válvula y su cavidad deben llenarse completamente con el medio de prueba. A continuación se cerrará la válvula y se aplicará sucesivamente presión de prueba en ambos extremos. Las fugas de cada asiento deben controlarse a través de la conexión de descarga de la cavidad del cuerpo de la válvula. Para las válvulas sin conexión de descarga de la cavidad del cuerpo, las fugas del asiento deben controlarse en el extremo aguas abajo de cada asiento.
Asiento doble, Asiento doble con bidireccional
Cada asiento debe probarse en ambas direcciones. Si hay instalada una válvula de alivio en la cavidad de la válvula, deberá retirarse. Con la válvula semiabierta, la válvula y la cavidad deben llenarse con el medio de prueba hasta que rebose por la conexión de la válvula de alivio de la cavidad.
Para comprobar las fugas del asiento en la dirección de la cavidad, la válvula debe estar cerrada. La presión de prueba debe aplicarse sucesivamente a cada extremo de la válvula para probar cada asiento desde el lado aguas arriba. Las fugas deben controlarse a través de la conexión de la válvula de alivio de la cavidad del cuerpo de la válvula.
Posteriormente, cada asiento debe probarse como asiento aguas abajo. Se vaciarán ambos extremos de la válvula y se llenará la cavidad de la válvula con el medio de prueba. A continuación, se aplicará presión mientras se controlan las fugas a través de cada asiento en ambos extremos de la válvula.
Doble asiento, unidireccional y unidireccional con bidireccional
Asiento unidireccional
Con la válvula semiabierta, la válvula y la cámara de prueba deben llenarse completamente con el medio de prueba hasta que rebose por la conexión de descarga de la cámara de la válvula. A continuación se cerrará la válvula y se abrirá la válvula de descarga en el circuito cerrado para permitir el desbordamiento del medio, o bien se retirará el extremo cerrado de la válvula. A continuación, se aplicará presión de prueba al extremo aguas arriba (extremo de asiento unidireccional) y se controlará si hay fugas por la conexión de la cámara. Si también se producen fugas a través del asiento aguas abajo, la fuga del asiento aguas arriba debe ser la suma de las fugas de la cámara y de la conexión aguas abajo.
Asiento bidireccional
Repita la prueba de 4.6.4.5.4.1 para probar el asiento bidireccional en su dirección de sellado aguas arriba.
Para probar el asiento bidireccional en su dirección de sellado aguas abajo, ambos extremos de la válvula deben cerrarse con placas ciegas. Con la válvula semiabierta, se llenará completamente con el medio de prueba y se aplicará la presión de prueba. A continuación, se cerrará la válvula, permitiendo que el medio de ensayo rebose por la conexión configurada en el circuito cerrado del extremo del asiento bidireccional (es decir, el situado aguas abajo del asiento bidireccional). Controlar las fugas del asiento bidireccional en la conexión de desbordamiento del circuito cerrado aguas abajo, manteniendo la presión de prueba en la conexión de la cámara.
Válvulas de doble bloqueo y purga (API 6D)
Prueba de un solo asiento
Con la válvula semiabierta, la válvula y su cavidad deben llenarse completamente con el medio de prueba. A continuación se cerrará la válvula y se abrirá la válvula de descarga del cuerpo para permitir que el exceso de medio de ensayo rebose por la conexión de ensayo de la cavidad de la válvula. A continuación se aplicará la presión de prueba a
Galería de pruebas

Prueba PMI

Inspección dimensional

Prueba de estanqueidad

Prueba de espesor de pintura

Prueba de bajas emisiones

PT

Prueba de impacto

Inspección de materiales