CONTROLE DE QUALIDADE DA NTGD
FLUXOGRAMA DE CONTROLE DE QUALIDADE DA VÁLVULA NTGD
A NTGD valve estabeleceu, documentou, implementou e manteve um sistema de controle de qualidade completo e melhorou continuamente sua eficácia de acordo com os requisitos da norma ISO9001:2015. Para garantir que nossa empresa possa fornecer continuamente a nossos clientes serviços de projeto, desenvolvimento, compra, fabricação, entrega e pós-venda.
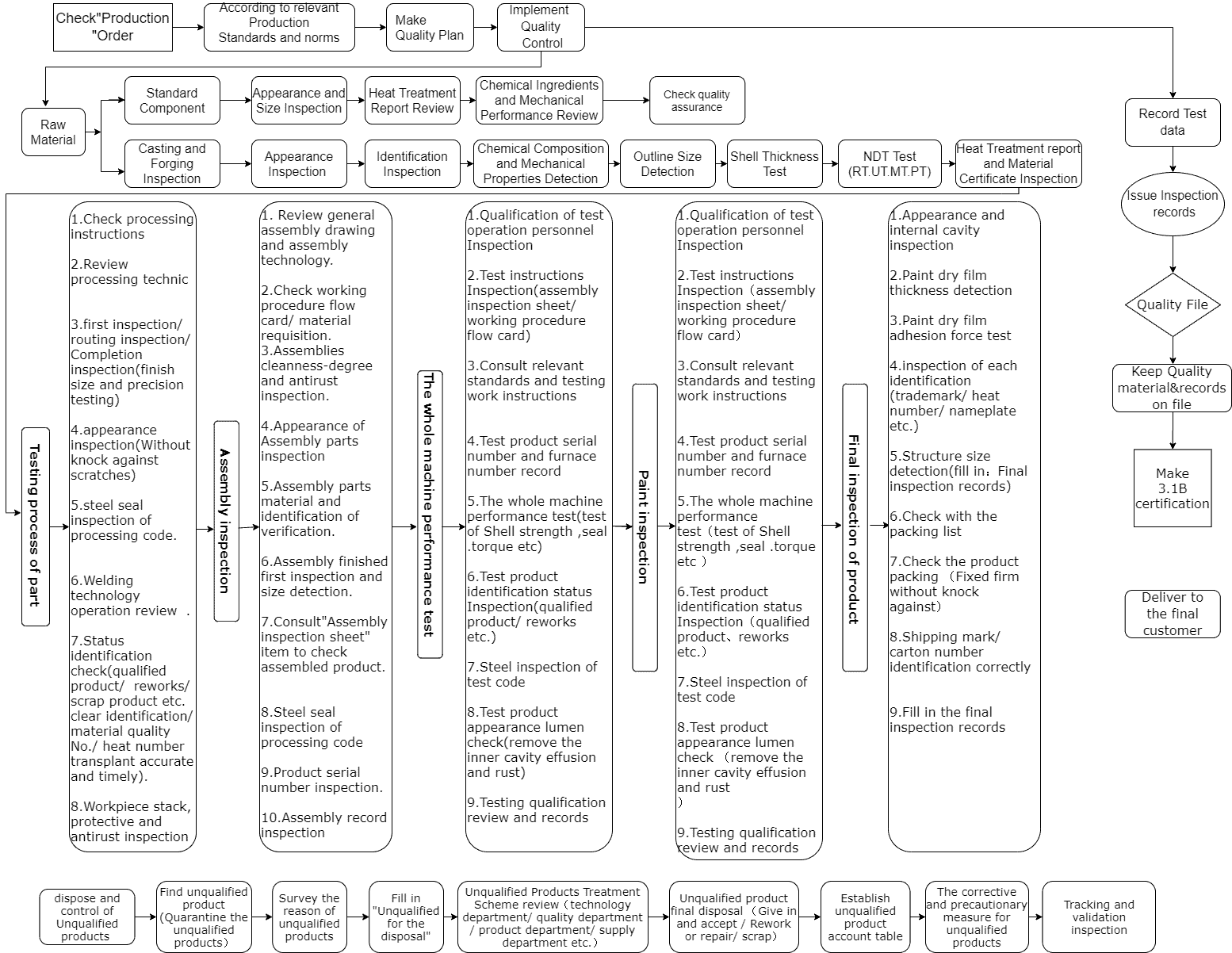
PROCEDIMENTO DE CONTROLE DE QUALIDADE
Inspeção de matéria-prima
Inspeção em processo
Especificação de montagem
Especificação do teste de desempenho
Inspeção de matéria-prima
Inspeção de peças fundidas
| Não. | Item | Requisito | Frequência | Método | Peças de pressão principal (Classe A) | Peças que não são de pressão principal (Classe B) |
|---|---|---|---|---|---|---|
| 1 | Composição química | Cumprir com os padrões de materiais relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-3.1 ou 3.2 | Certificado EN10204-2.2 |
| 2 | Propriedades mecânicas | Cumprir com os padrões de materiais relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-3.1 ou 3.2 | Certificado EN10204-2.2 |
| 3 | Aparência | Cumprir com os padrões de materiais relevantes | 100% | Inspeção visual | √ | √ |
| 4 | Dimensões (incluindo a espessura da parede) | Cumprir os padrões relevantes | GB2828 II classe 2,5 AQL | Paquímetro, medidor de profundidade, paquímetro interno, medidor de espessura | √ | √ |
| 5 | Marcação | Deve ser correto e claro | Por lote | Inspeção visual | √ | / |
Observação:
- As peças fundidas com defeitos que exijam soldagem de reparo para produtos API 6D devem ser rejeitadas e não podem ser reparadas.
- Todas as peças fundidas devem ser inspecionadas visualmente, no mínimo, de acordo com a norma MSS SP-55. Critérios de aceitação: Tipo 1: Nenhum aceito; Tipos 2 a 12: Somente A e B são aceitos.
Inspeção de peças forjadas
| Não. | Item | Requisito | Frequência | Método | Peças de pressão principal (Classe A) | Peças que não são de pressão principal (Classe B) |
|---|---|---|---|---|---|---|
| 1 | Composição química | Cumprir com os padrões de materiais relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-3.1 ou 3.2 | Certificado EN10204-2.2 |
| 2 | Propriedades mecânicas | Cumprir com os padrões de materiais relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-3.1 ou 3.2 | Certificado EN10204-2.2 |
| 3 | Aparência | Cumprir com os padrões de materiais relevantes | 100% | Inspeção visual | √ | √ |
| 4 | Dimensões (incluindo a espessura da parede) | Cumprir os padrões relevantes | GB2828 II classe 2,5 AQL | Paquímetro, medidor de profundidade, régua de aço, medidor de espessura | √ | √ |
| 5 | Dureza (quando exigido pelos desenhos) | Cumprir com os padrões de materiais relevantes | Uma vez por lote, 3 amostras por teste | Testador de dureza | √ (quando necessário) | √ |
| 6 | Marcação | Deve ser correto e claro | Por lote | Inspeção visual | √ | / |
Observação:
Os defeitos podem ser removidos, mas a profundidade da remoção deve atender aos seguintes requisitos: Todas as peças forjadas com defeitos que exijam soldagem de reparo devem ser devolvidas e não reparadas.
Inspeção de materiais de aço
| Não. | Item | Requisito | Frequência | Método | Peças que não são de pressão principal (Classe B) | Peças sem pressão (Classe C) |
|---|---|---|---|---|---|---|
| 1 | Composição química | Cumprir os padrões relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-2.2 | Certificado EN10204-2.1 |
| 2 | Propriedades mecânicas | Cumprir os padrões relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-2.2 | Certificado EN10204-2.1 |
| 3 | Aparência | Sem vincos, rachaduras ou amassados visíveis com mais de 2 mm de profundidade | 100% | Inspeção visual | √ | √ |
| 4 | Dimensões | Cumprir as especificações do pedido e os requisitos GB relevantes | 100% | Calibrador | √ | √ |
Inspeção de fixadores
| Não. | Item | Requisito | Frequência | Método | Peças de pressão principal (Classe A) | Peças sem pressão (Classe C) |
|---|---|---|---|---|---|---|
| 1 | Composição química | Cumprir os padrões relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-3.1 ou 3.2 | Certificado EN10204-2.1 |
| 2 | Propriedades mecânicas | Cumprir os padrões relevantes | Uma vez por lote | Verificação do relatório do fabricante | Certificado EN10204-3.1 ou 3.2 | Certificado EN10204-2.1 |
| 3 | Aparência | Sem rachaduras ou dobras | 100% | Inspeção visual | √ | √ |
| 4 | Dimensões | Cumprir os padrões relevantes | 10% não menos que 5 peças | Calibrador, medidor de rosca | √ | √ |
| 5 | Dureza (quando exigido pelos desenhos) | Cumprir os padrões relevantes | 10% não menos que 5 peças | Testador de dureza | √ (quando necessário) | / |
Inspeção de materiais de soldagem
| Não. | Item | Requisito | Frequência | Método | Observações |
|---|---|---|---|---|---|
| 1 | Composição química | Cumprir os padrões relevantes | Uma vez por lote | Verificação do relatório do fabricante | Fornecido pelo fabricante |
| 2 | Propriedades do metal de solda | Cumprir os padrões relevantes | Uma vez por lote | Verificação do relatório do fabricante | Fornecido pelo fabricante |
| 3 | Aparência | Sem danos à embalagem, sem descascamento, rachaduras ou mofo no revestimento do eletrodo | 100% | Inspeção visual | |
| 4 | Dimensões | Cumprir as especificações do pedido | Verificação do relatório do fabricante | ||
| 5 | Documentação | O conteúdo inclui: modelo, nome, composição química, desempenho, data de fabricação, número do lote, método de armazenamento, data de validade | Um pacote por caixa (lote) | Inspeção visual | Fornecido pelo fabricante |
Elementos de vedação não metálicos (período de armazenamento não superior a 5 anos) (Classe C)
| Não. | Item | Requisito | Frequência | Método | Observações |
|---|---|---|---|---|---|
| 1 | Teste de dureza (quando exigido pelos desenhos) | Anéis "O" 70Mpa 80-85HAS, outros devem estar em conformidade com desenhos ou normas | Classe II 2,5 AQL ou 10% | Verificação do relatório do fabricante | Fornecido pelo fabricante |
| 2 | Aparência | Não são permitidos poros, rachaduras, impurezas ou bolhas; a superfície deve ser lisa e limpa | Classe II 2,5 AQL ou 10% | Inspeção visual | |
| 3 | Dimensões | Cumprir os desenhos ou padrões do produto | Classe II 2,5 AQL ou 10% | Calibrador | |
| 4 | Documentação | Conteúdo: número da peça, número da especificação, data de moldagem da vulcanização, período de armazenamento, data de validade | Uma vez por lote | Inspeção visual | Fornecido pelo fabricante |
Inspeção em processo
1. Requisitos de inspeção
1.1 Inspeção de tratamento térmico
| Item | Descrição |
|---|---|
| Peças a serem inspecionadas | As peças que exigem inspeção após o tratamento térmico referem-se principalmente a hastes de válvulas com requisitos de desempenho mecânico, excluindo peças fundidas e forjadas, como corpos e capotas de válvulas. |
| Base de inspeção | Verifique se os relatórios de desempenho mecânico fornecidos pelos fornecedores estão em conformidade com os desenhos ou com os requisitos especificados. Esse relatório serve como base para a aceitação. |
| Requisitos do fornecedor | Os fornecedores devem fornecer registros dos parâmetros de tratamento térmico. |
| Teste de aceitação | Verifique aleatoriamente pelo menos três posições diferentes em um item para testar a dureza. |
1.2 Inspeção de usinagem
| Tipo de inspeção | Descrição |
|---|---|
| Inspeção geral de usinagem | Verificar a qualidade de cada processo de usinagem de componentes. Os itens de inspeção incluem aparência e dimensões, usando autoinspeção, inspeção do primeiro artigo, inspeção em processo e inspeção de conclusão. |
| Inspeção de rugosidade | Deve-se usar blocos de amostras de comparação apropriados. |
1.2.1 Inspeção do primeiro artigo
| Tipo de inspeção | Descrição |
|---|---|
| Primeiro artigo | Conduzido na parte inicial da produção ou quando as condições do processo mudam, inspecionando e registrando de acordo com os requisitos especificados nos desenhos do produto ou nos cartões de processo de usinagem. |
1.2.2 Inspeção durante o processo
| Tipo de inspeção | Descrição |
|---|---|
| Em processo | Inspeções aleatórias e flexíveis por inspetores durante o processo de usinagem de componentes, fornecendo monitoramento e orientação para cada processo de usinagem e montagem sem necessariamente registrar as inspeções. |
1.2.3 Inspeção de conclusão
| Tipo de inspeção | Descrição |
|---|---|
| Conclusão | Verificação abrangente do status da qualidade após a conclusão de todos os processos de usinagem dos componentes. Após cada processo, é realizada uma inspeção de amostra (taxa de amostragem: 20%). As não-conformidades nas amostras exigem uma inspeção de 100%. |
1.2.4 Inspeção de usinagem comissionada
| Tipo de inspeção | Descrição |
|---|---|
| Usinagem comissionada | Quando as peças de usinagem comissionadas chegarem, realize uma inspeção de amostra com base nos desenhos ou requisitos técnicos fornecidos à unidade de usinagem (taxa de amostragem: 20%). As não-conformidades nas amostras exigem uma inspeção de 100%. |
1.3 Inspeção da qualidade de soldagem das peças (ou componentes) da válvula
| Tipo de inspeção | Descrição |
|---|---|
| Soldagem de sobreposição de superfície de vedação | 100% inspeção visual da qualidade da superfície da solda de sobreposição para detectar problemas como poros, rachaduras, depressões e rebaixos. |
| Dimensões | A altura de soldagem da sobreposição deve ser verificada; a altura antes da usinagem pós-soldagem deve ser de 5 a 6 mm. |
| Teste de dureza | Teste pelo menos três posições diferentes em cada peça. |
| Testes não destrutivos | Pelo menos uma unidade deve ser submetida a testes não destrutivos de penetração. Teste de acordo com as especificações do contrato, se necessário. |
2. Identificação
| Tipo de identificação | Descrição |
|---|---|
| Identificação do primeiro artigo | O primeiro artigo qualificado é rotulado com uma etiqueta "azul", "O" ou "primeira inspeção". |
| Identificação do status do processo | Use carimbos ou códigos de cores. A identificação de não conformidade é "preta"; os itens descartados são marcados com um "X vermelho". O tamanho e o método são determinados pelo inspetor. |
3. Registros
| Tipo de registro | Descrição |
|---|---|
| Registros de inspeção de processos | Os inspetores registram os resultados da inspeção no "Cartão de transferência do processo do produto" e o assinam. |
| Registros de usinagem comissionada | Para as peças aprovadas na inspeção, os inspetores assinam o "Registro de inspeção de entrada de matérias-primas/componentes". |
| Registros de não conformidade | Os inspetores emitem um "Formulário de Descarte de Produto Não-Conforme" e seguem o procedimento de controle de produtos não-conformes. |
Especificação de montagem
1.Limpeza
Antes da montagem, as peças devem passar por um processo de limpeza.
Etapas de limpeza:
| Etapa | Descrição |
|---|---|
| 1 Remoção de bordas e rebarbas | Remova todas as rebarbas e bordas das superfícies das peças. Para peças com solda sobreposta, remova a escória da solda. |
| 2 Limpeza pré-montagem | As peças devem ser limpas para remover detritos, óleo, etc., antes da montagem final. |
| 3 Preparação de soluções de limpeza e antiferrugem | a. Solução de limpeza: Use água com uma quantidade adequada de detergente.<br>b. Solução antiferrugem para peças de aço carbono: Use água com nitrito de sódio 1%.<br>c. Requisitos de desengorduramento: Use tetracloreto de carbono para desengordurar. |
Métodos de limpeza:
| Método | Descrição |
|---|---|
| a | As peças com manchas de óleo (exceto peças fundidas) devem ser limpas com água e detergente. As superfícies de vedação após o esmerilhamento devem ser limpas primeiro com diesel e, em seguida, com água com detergente. Após a limpeza, as peças de aço carbono devem ser enxaguadas com água e imersas em solução antiferrugem. |
| b | As peças fundidas que não são adequadas para escovação devem ser lavadas com água sob alta pressão. Após a lavagem, as peças fundidas de aço carbono devem ser imersas em uma solução antiferrugem. |
| c | As peças fundidas adequadas para escovação devem ser esfregadas com água detergente, enxaguadas com água sob alta pressão e, em seguida, escovadas com solução antiferrugem. As peças com requisitos de desengorduramento devem ser desengorduradas com tetracloreto de carbono após a limpeza acima. |
| d | Durante a limpeza, evite danos às superfícies das peças, especialmente às superfícies de vedação do flange dos corpos e capotas das válvulas. Evite choques e arranhões durante a limpeza e o manuseio. |
2 Montagem do produto acabado
Preparação da pré-montagem
| Etapa de preparação | Descrição |
|---|---|
| a A montagem deve ser realizada em locais designados, garantindo que a área de montagem esteja limpa. | |
| b Prepare as ferramentas necessárias para a montagem. As peças a serem montadas devem estar bem organizadas. As peças do mesmo tipo e de materiais diferentes que podem ser colocadas em caixas plásticas de volume de negócios devem ser colocadas dentro delas, marcadas conforme necessário para evitar a montagem incorreta. | |
| c Inspecione se há objetos estranhos ou ferrugem dentro da cavidade do corpo da válvula. Verifique se há saliências ou arranhões nas áreas críticas (superfícies de vedação). A montagem só deve prosseguir após a resolução desses problemas. |
Requisitos de montagem
| Requisito | Descrição |
|---|---|
| a | Limpe o interior da válvula e aplique óleo antiferrugem (exceto nas válvulas que precisam ser desengorduradas). |
| b | Use panos limpos e macios para limpar as superfícies de vedação dos membros de fechamento (discos de válvulas, portões, etc.) e assentos. |
| c | Aplique uma fina camada de graxa nas peças da transmissão, nas peças com movimento relativo (exceto nas superfícies de vedação) e nas gaxetas dos flanges intermediários (ou nas tampas das extremidades das válvulas de esfera), exceto nos produtos que exijam desengorduramento. Aplique uma pequena quantidade de graxa nas roscas dos "fios inseridos" e nas conexões de pinos. |
| d | Ao apertar parafusos em flanges intermediários ou tampas de extremidade de válvulas de esfera, aplique vários pré-apertos simetricamente. Para prisioneiros inseridos em uma extremidade, faça o pré-aperto após a inserção. A altura dos parafusos (ou prisioneiros) que se projetam das porcas em um mesmo plano não deve apresentar diferenças significativas. A folga entre as superfícies do flange deve ser consistente. |
| e | A gaxeta deve ser instalada anel por anel na caixa de empanque. No caso de gaxetas trançadas, faça um escalonamento do corte de 45° de cada anel em 120°. Depois que a gaxeta for comprimida, o prensa gaxeta deve entrar na caixa de vedação a não mais que 1/3 de sua altura efetiva. Para anéis de grafite flexíveis, insira um anel de gaxeta trançada nas camadas mais baixa e mais alta da caixa de vedação. Siga as especificações do contrato, se especificado. Comprima a gaxeta uniformemente para garantir uma folga uniforme entre o orifício da glândula de vedação e a haste da válvula. |
| f | Para válvulas de gaveta de baixa temperatura, certifique-se de que o orifício de alívio de pressão na gaveta esteja voltado para a direção de entrada do meio. |
| g | Para válvulas com marcações ou placas indicadoras de direção na extremidade da haste, certifique-se de que a orientação do membro de fechamento (esfera, plugue etc.) corresponda à indicação do indicador de direção. |
| h | Os flanges intermediários não circulares não devem ser significativamente desalinhados. Se ocorrer desalinhamento, corrija-o antes da montagem. |
| i | Os pontos de solda por pontos devem ser firmes. Para peças em contato com o meio, use hastes de solda do mesmo material que o corpo principal. |
| j | Os produtos acabados montados devem ser submetidos a testes de operação de abertura e fechamento para garantir que não haja emperramento e que os membros do fechamento (porta, disco, esfera etc.) abram e fechem no lugar. |
| k | Garantir que todas as peças externas não instaladas necessárias para armazenamento sejam preparadas e enviadas ao gerente do depósito de produtos acabados no momento do armazenamento. |
Especificação do teste de desempenho
Teste de produtos API
1 Teste antes da remessa
Cada válvula deve ser testada de acordo com esta seção antes do envio. O comprador deve especificar se os testes adicionais especiais do Apêndice C devem ser realizados juntamente com os testes regulares. Para facilitar a especificação dos requisitos de teste, os testes devem ser realizados na ordem de 4.6.2 a 4.6.5. O teste de pressão da carcaça deve ser realizado antes de a válvula ser pintada.
O meio de teste deve ser água doce, com uma temperatura que não exceda 100°F (38°C) durante o teste. Podem ser adicionados inibidores de corrosão e anticongelante, conforme acordado. Para peças que são molhadas com válvulas de aço inoxidável austenítico e duplex, o teor de íons cloreto na água de teste não deve exceder 30 μg/g (30 ppm). Ao produzir peças de aço inoxidável para componentes de fluxo, o teor de íons cloreto deve ser testado pelo menos uma vez por ano.
As válvulas devem ser testadas usando sedes e sem graxa de vedação nas superfícies de vedação, exceto quando a graxa de vedação for o principal método de vedação.
O teste com a válvula semiaberta pode ser realizado com a válvula totalmente aberta se a câmara puder ser pressurizada por meio da conexão da cavidade.
Deve-se permitir um tempo de estabilização suficiente para todos os testes de pressão.
2 Teste de vedação da haste
Salvo acordo em contrário, o teste de vedação da haste deve ser realizado antes do teste do casco.
No caso de válvulas com recursos de vedação da haste, o teste deve começar com as sedes frouxamente assentadas. A gaxeta e as vedações originais devem ser removidas (ou soltas), a menos que uma porta de teste seja fornecida especificamente para esse teste.
Com as extremidades da válvula fechadas e o elemento de fechamento parcialmente aberto, o meio de teste deve ser injetado até que seja observado vazamento ao redor da haste. Em seguida, a vedação da haste deve ser fechada, e uma pressão mínima de 1,1 vez a pressão nominal determinada na Seção 6.1 a 38°C (100°F) deve ser aplicada pelo tempo especificado na Tabela 9.
O monitoramento do vazamento deve ser feito por meio de uma porta de observação ou pelo monitoramento do vazamento ao redor da gaxeta solta. Nenhum vazamento visível deve ser permitido na pressão de teste.
Tabela 9: Duração mínima do teste de vedação da haste
| Tamanho da válvula | Duração do teste (minutos) |
|---|---|
| DN (mm) | NPS (polegadas) |
| ≤ 100 | ≤ 4 |
| ≥ 150 | ≥ 6 |
| 2 | 5 |
3 Teste hidrostático da carcaça (API 6D)
O teste hidrostático da carcaça deve ser realizado antes de pintar a válvula totalmente montada.
Durante o teste, as extremidades da válvula devem estar fechadas e o elemento de fechamento parcialmente aberto. Se especificado pelo comprador, o método de fechamento da extremidade deve permitir a transferência total de carga do fechamento da extremidade para o corpo da válvula. As válvulas de alívio externas devem ser removidas e tampadas quando fornecidas.
A pressão de teste deve ser igual ou superior a 1,5 vezes a classificação de pressão determinada para o material a 38°C (100°F) na Seção 6.1. A duração do teste não deve ser inferior à especificada na Tabela 10.
Tabela 10: Duração mínima do teste hidrostático da carcaça
| Tamanho da válvula | Duração do teste (minutos) |
|---|---|
| DN (mm) | NPS (polegadas) |
| ≤ 100 | ≤ 4 |
| 150-250 | 6-10 |
| 300-450 | 12-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 15 | 30 |
Nenhum vazamento visível é permitido durante o teste hidrostático da carcaça.
Após o teste hidrostático da carcaça, as válvulas de alívio externas devem ser (re)montadas na válvula. A conexão ao corpo da válvula deve ser testada a 95% da pressão de ajuste da válvula de alívio. Para válvulas com tamanhos ≤ DN 100 (NPS 4), a duração do teste é de 2 minutos; para tamanhos ≥ DN 150 (NPS 6), é de 5 minutos. Durante o teste, nenhum vazamento visível deve ser observado na conexão da válvula de alívio.
Quando fornecidas, as válvulas de alívio externas devem ser ventiladas na pressão especificada e testadas. A pressão de ajuste da válvula de alívio deve ser de 1,1 a 1,3 vezes a classificação de pressão da válvula determinada para o material a 38°C (100°F) na Seção 6.1.
4 Teste de assento hidrostático (API 6D)
a Teste alternativo
Os testes de assento com gás de alta pressão podem ser usados como alternativa aos seguintes testes de assento hidrostático.
b Preparação
A graxa lubrificante deve ser removida das superfícies de vedação das sedes e dos elementos de fechamento, exceto quando for acordada a montagem com graxa para superfícies de contato metal-metal.
c Pressão e duração do teste
A pressão de teste para todos os testes de assento não deve ser inferior a 1,1 vez a classificação de pressão determinada para o material a 38°C (100°F). A duração do teste deve seguir as especificações da Tabela 11.
Tabela 11: Duração mínima do teste de assento
| Tamanho da válvula | Duração do teste (minutos) |
|---|---|
| DN (mm) | NPS (polegadas) |
| ≤ 100 | ≤ 4 |
| 150-450 | 6-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 10 |
d Critérios de aceitação (API 6D)
Para válvulas de sede macia e válvulas de plugue lubrificadas, a taxa de vazamento não deve exceder a Taxa A da ISO 5208 (sem vazamento visível). Para válvulas com sede metálica, a taxa de vazamento não deve exceder a Taxa D da ISO 5208, a menos que especificado de outra forma. Os procedimentos de teste para várias válvulas de fechamento são apresentados na Seção 4.5.
e. Procedimento de teste da válvula de fechamento (API 6D)
Unidirecional
Com a válvula semiaberta, a válvula e sua cavidade devem ser totalmente preenchidas com o meio de teste. Em seguida, a válvula deve ser fechada e a pressão de teste deve ser aplicada à respectiva extremidade.
O vazamento de cada sede deve ser monitorado por meio da conexão de descarga da cavidade do corpo da válvula. Para válvulas sem uma conexão de descarga da cavidade do corpo, o vazamento da sede deve ser monitorado na respectiva extremidade a jusante de cada sede (a extremidade pressurizada da válvula).
Bidirecional
Com a válvula semiaberta, a válvula e sua cavidade devem ser totalmente preenchidas com o meio de teste. Em seguida, a válvula deve ser fechada e a pressão de teste deve ser aplicada sucessivamente em ambas as extremidades. O vazamento de cada sede deve ser monitorado por meio da conexão de descarga da cavidade do corpo da válvula. Para válvulas sem uma conexão de descarga da cavidade do corpo, o vazamento da sede deve ser monitorado na respectiva extremidade a jusante de cada sede.
Assento duplo, assento duplo com bidirecional
Cada sede deve ser testada em ambas as direções. Se houver uma válvula de alívio da cavidade da válvula instalada, ela deverá ser removida. Com a válvula semiaberta, a válvula e a cavidade devem ser preenchidas com o meio de teste até que ele transborde pela conexão da válvula de alívio da cavidade.
Para testar o vazamento da sede na direção da cavidade, a válvula deve estar fechada. A pressão de teste deve ser aplicada sucessivamente a cada extremidade da válvula para testar cada sede do lado a montante. O vazamento deve ser monitorado por meio da conexão da válvula de alívio da cavidade do corpo da válvula.
Posteriormente, cada sede deve ser testada como uma sede a jusante. Ambas as extremidades da válvula devem ser esvaziadas e a cavidade da válvula deve ser preenchida com o meio de teste. A pressão deve então ser aplicada enquanto se monitora o vazamento através de cada sede em ambas as extremidades da válvula.
Sede dupla, unidirecional e unidirecional com bidirecional
Assento unidirecional
Com a válvula semiaberta, a válvula e a câmara de teste devem ser totalmente preenchidas com o meio de teste até que ele transborde pela conexão de descarga da câmara da válvula. Em seguida, a válvula deve ser fechada e a válvula de descarga deve ser aberta no circuito fechado para permitir que o meio transborde, ou a extremidade fechada da válvula deve ser removida. Em seguida, a pressão de teste deve ser aplicada à extremidade a montante (extremidade da sede unidirecional) e monitorada quanto a vazamento da conexão da câmara. Se o vazamento também ocorrer pela sede a jusante, o vazamento da sede a montante deve ser a soma do vazamento da câmara e da conexão a jusante.
Assento bidirecional
Repita o teste em 4.6.4.5.4.1 para testar o assento bidirecional em sua direção de vedação a montante.
Para testar a sede bidirecional em sua direção de vedação a jusante, ambas as extremidades da válvula devem ser fechadas com placas cegas. Com a válvula semiaberta, a válvula deve ser totalmente preenchida com o meio de teste e a pressão de teste deve ser aplicada. Em seguida, a válvula deve ser fechada, permitindo que o meio de teste transborde da conexão configurada no circuito fechado na extremidade da sede bidirecional (ou seja, a jusante da sede bidirecional). Monitore o vazamento da sede bidirecional na conexão de transbordamento do circuito fechado a jusante, mantendo a pressão de teste na conexão da câmara.
Válvulas duplas de bloqueio e sangria (API 6D)
Teste de assento único
Com a válvula semiaberta, a válvula e sua cavidade devem ser totalmente preenchidas com o meio de teste. A válvula deve então ser fechada e a válvula de descarga do corpo deve ser aberta para permitir que o excesso de meio de teste transborde da conexão de teste da cavidade da válvula. A pressão de teste deve então ser aplicada a
Galeria de testes

Teste PMI

Inspeção de dimensões

Teste de vedação

Teste de espessura da pintura

Teste de baixa emissão

PT

Teste de impacto

Inspeção de materiais