CONTRÔLE DE QUALITÉ NTGD
ORGANIGRAMME DU CONTRÔLE DE LA QUALITÉ DES VANNES NTGD
NTGD valve a établi, documenté, mis en œuvre et maintenu un système complet de contrôle de la qualité et amélioré continuellement son efficacité conformément aux exigences de la norme ISO9001:2015. Pour s'assurer que notre société peut continuellement fournir à nos clients la conception, le développement, l'achat, la fabrication, la livraison et le service après-vente.
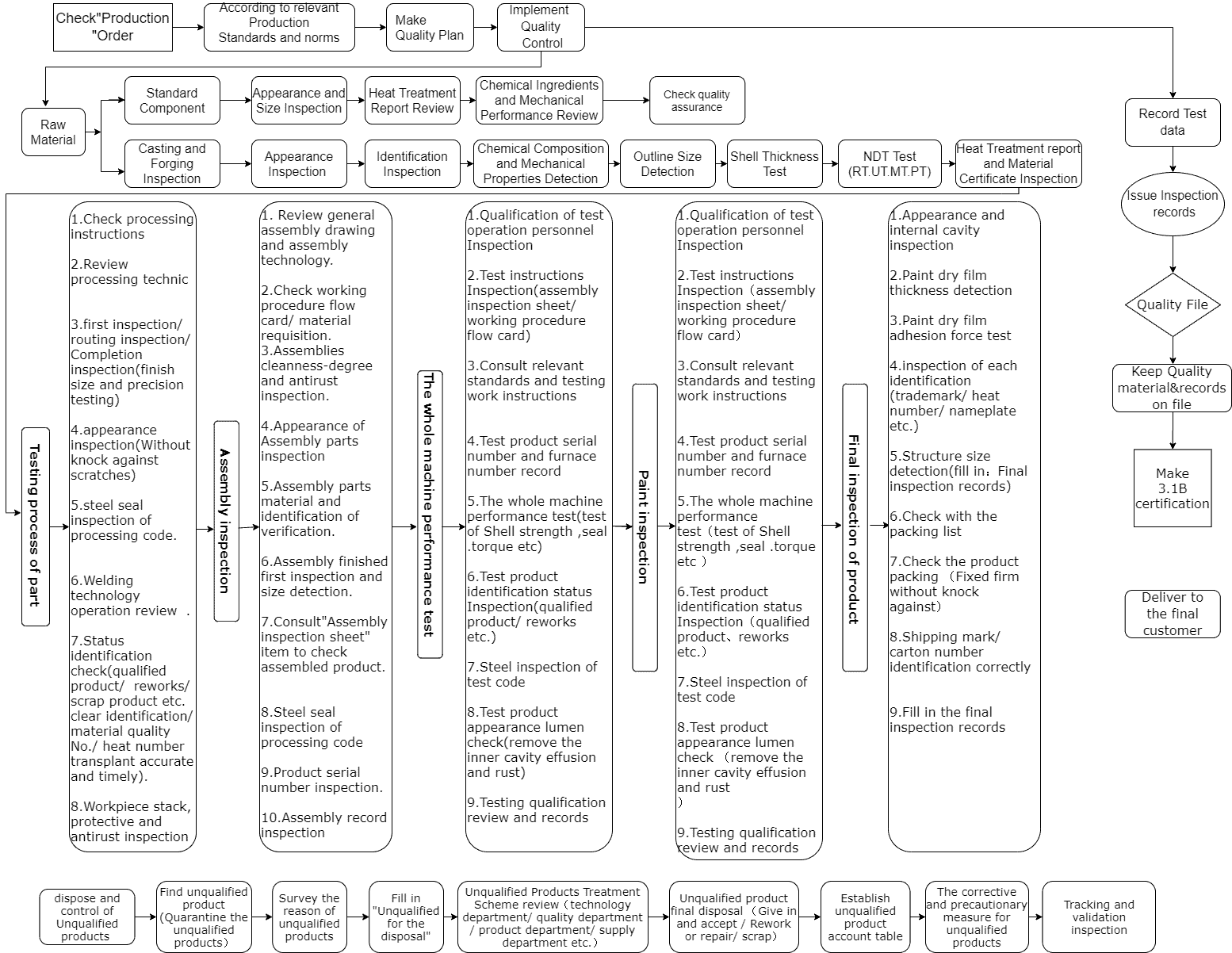
PROCÉDURE DE CONTRÔLE DE LA QUALITÉ
Inspection des matières premières
Inspection en cours de fabrication
Assemblage Spécification
Spécification de l'essai de performance
Inspection des matières premières
Inspection des pièces moulées
| Non. | Objet | Exigence | Fréquence | Méthode | Principales pièces sous pression (classe A) | Pièces non soumises à la pression principale (classe B) |
|---|---|---|---|---|---|---|
| 1 | Composition chimique | Respecter les normes applicables aux matériaux | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-3.1 ou 3.2 | Certificat EN10204-2.2 |
| 2 | Propriétés mécaniques | Respecter les normes applicables aux matériaux | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-3.1 ou 3.2 | Certificat EN10204-2.2 |
| 3 | Apparence | Respecter les normes applicables aux matériaux | 100% | Inspection visuelle | √ | √ |
| 4 | Dimensions (y compris l'épaisseur de la paroi) | Respecter les normes en vigueur | GB2828 II classe 2.5 NQA | Pied à coulisse, jauge de profondeur, pied à coulisse intérieur, jauge d'épaisseur | √ | √ |
| 5 | Marquage | Doit être correct et clair | Par lot | Inspection visuelle | √ | / |
Note:
- Les pièces moulées présentant des défauts nécessitant une réparation par soudage pour les produits API 6D doivent être rejetées et ne peuvent pas être réparées.
- Toutes les pièces moulées doivent être inspectées visuellement au moins selon la norme MSS SP-55. Critères d'acceptation : Type 1 : aucun accepté ; Types 2 à 12 : seulement A et B acceptés.
Inspection des pièces forgées
| Non. | Objet | Exigence | Fréquence | Méthode | Principales pièces sous pression (classe A) | Pièces non soumises à la pression principale (classe B) |
|---|---|---|---|---|---|---|
| 1 | Composition chimique | Respecter les normes applicables aux matériaux | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-3.1 ou 3.2 | Certificat EN10204-2.2 |
| 2 | Propriétés mécaniques | Respecter les normes applicables aux matériaux | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-3.1 ou 3.2 | Certificat EN10204-2.2 |
| 3 | Apparence | Respecter les normes applicables aux matériaux | 100% | Inspection visuelle | √ | √ |
| 4 | Dimensions (y compris l'épaisseur de la paroi) | Respecter les normes en vigueur | GB2828 II classe 2.5 NQA | Pied à coulisse, jauge de profondeur, règle en acier, jauge d'épaisseur | √ | √ |
| 5 | Dureté (si les dessins l'exigent) | Respecter les normes applicables aux matériaux | Une fois par lot, 3 échantillons par test | Appareil d'essai de dureté | √ (si nécessaire) | √ |
| 6 | Marquage | Doit être correct et clair | Par lot | Inspection visuelle | √ | / |
Note:
Les défauts peuvent être éliminés, mais la profondeur d'élimination doit être conforme aux exigences suivantes : Les pièces forgées présentant des défauts nécessitant une réparation par soudage doivent être renvoyées et non réparées.
Inspection des matériaux en acier
| Non. | Objet | Exigence | Fréquence | Méthode | Pièces non soumises à la pression principale (classe B) | Pièces sans pression (classe C) |
|---|---|---|---|---|---|---|
| 1 | Composition chimique | Respecter les normes en vigueur | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-2.2 | Certificat EN10204-2.1 |
| 2 | Propriétés mécaniques | Respecter les normes en vigueur | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-2.2 | Certificat EN10204-2.1 |
| 3 | Apparence | Pas de plis, de fissures ou de bosses visibles d'une profondeur supérieure à 2 mm. | 100% | Inspection visuelle | √ | √ |
| 4 | Dimensions | Respecter les spécifications de la commande et les exigences pertinentes de la GB | 100% | Etrier | √ | √ |
Inspection des fixations
| Non. | Objet | Exigence | Fréquence | Méthode | Principales pièces sous pression (classe A) | Pièces sans pression (classe C) |
|---|---|---|---|---|---|---|
| 1 | Composition chimique | Respecter les normes en vigueur | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-3.1 ou 3.2 | Certificat EN10204-2.1 |
| 2 | Propriétés mécaniques | Respecter les normes en vigueur | Une fois par lot | Vérification du rapport du fabricant | Certificat EN10204-3.1 ou 3.2 | Certificat EN10204-2.1 |
| 3 | Apparence | Pas de fissures ni de plis | 100% | Inspection visuelle | √ | √ |
| 4 | Dimensions | Respecter les normes en vigueur | 10% pas moins de 5 pièces | Pied à coulisse, calibre à fileter | √ | √ |
| 5 | Dureté (si les dessins l'exigent) | Respecter les normes en vigueur | 10% pas moins de 5 pièces | Appareil d'essai de dureté | √ (si nécessaire) | / |
Inspection des matériaux de soudage
| Non. | Objet | Exigence | Fréquence | Méthode | Remarques |
|---|---|---|---|---|---|
| 1 | Composition chimique | Respecter les normes en vigueur | Une fois par lot | Vérification du rapport du fabricant | Fourni par le fabricant |
| 2 | Propriétés du métal soudé | Respecter les normes en vigueur | Une fois par lot | Vérification du rapport du fabricant | Fourni par le fabricant |
| 3 | Apparence | L'emballage n'est pas endommagé, l'enrobage des électrodes ne se décolle pas, ne se fissure pas et ne moisit pas. | 100% | Inspection visuelle | |
| 4 | Dimensions | Respecter les spécifications de la commande | Vérification du rapport du fabricant | ||
| 5 | Documentation | Contenu : modèle, nom, composition chimique, performances, date de fabrication, numéro de lot, méthode de stockage, date de péremption. | Un paquet par boîte (lot) | Inspection visuelle | Fourni par le fabricant |
Éléments d'étanchéité non métalliques (période de stockage ne dépassant pas 5 ans) (classe C)
| Non. | Objet | Exigence | Fréquence | Méthode | Remarques |
|---|---|---|---|---|---|
| 1 | Essai de dureté (si les dessins l'exigent) | Anneaux "O" 70Mpa 80-85HAS, les autres doivent être conformes aux dessins ou aux normes. | Classe II 2,5 NQA ou 10% | Vérification du rapport du fabricant | Fourni par le fabricant |
| 2 | Apparence | Les pores, les fissures, les impuretés et les bulles sont interdits ; la surface doit être lisse et propre. | Classe II 2,5 NQA ou 10% | Inspection visuelle | |
| 3 | Dimensions | Respecter les dessins ou les normes des produits | Classe II 2,5 NQA ou 10% | Etrier | |
| 4 | Documentation | Contenu : numéro de pièce, numéro de spécification, date de moulage par vulcanisation, période de stockage, date d'expiration. | Une fois par lot | Inspection visuelle | Fourni par le fabricant |
Inspection en cours de fabrication
1. Exigences en matière d'inspection
1.1 Inspection du traitement thermique
| Objet | Description |
|---|---|
| Pièces à contrôler | Les pièces devant être inspectées après le traitement thermique sont principalement des tiges de soupapes soumises à des exigences de performance mécanique, à l'exclusion des pièces moulées et forgées telles que les corps et les chapeaux de soupapes. |
| Base d'inspection | Vérifier que les rapports de performance mécanique fournis par les fournisseurs sont conformes aux dessins ou aux exigences spécifiées. Ce rapport sert de base à l'acceptation. |
| Exigences des fournisseurs | Les fournisseurs doivent fournir des relevés des paramètres de traitement thermique. |
| Tests d'acceptation | Vérifier au hasard au moins trois positions différentes sur un article pour le test de dureté. |
1.2 Inspection de l'usinage
| Type d'inspection | Description |
|---|---|
| Inspection générale de l'usinage | Vérifier la qualité de chaque processus d'usinage des composants. Les éléments de contrôle comprennent l'apparence et les dimensions, en utilisant l'auto-inspection, le contrôle du premier article, le contrôle en cours de fabrication et le contrôle d'achèvement. |
| Inspection de la rugosité | Il convient d'utiliser des blocs d'échantillons de comparaison appropriés. |
1.2.1 Inspection du premier article
| Type d'inspection | Description |
|---|---|
| Premier article | Effectué au début de la production ou lorsque les conditions du processus changent, l'inspection et l'enregistrement s'effectuent conformément aux exigences spécifiées dans les dessins des produits ou les fiches de processus d'usinage. |
1.2.2 Inspection en cours de fabrication
| Type d'inspection | Description |
|---|---|
| En cours | Contrôles aléatoires et flexibles effectués par des inspecteurs au cours du processus d'usinage des composants, permettant de contrôler et de guider chaque processus d'usinage et d'assemblage sans nécessairement enregistrer les contrôles. |
1.2.3 Inspection d'achèvement
| Type d'inspection | Description |
|---|---|
| Achèvement | Vérification complète de l'état de la qualité après l'achèvement de tous les processus d'usinage des composants. Après chaque processus, un contrôle par échantillonnage est effectué (taux d'échantillonnage : 20%). Les non-conformités dans les échantillons nécessitent une inspection de 100%. |
1.2.4 Inspection de l'usinage sur commande
| Type d'inspection | Description |
|---|---|
| Usinage sur commande | À l'arrivée des pièces d'usinage commandées, un contrôle par échantillonnage est effectué sur la base des dessins ou des exigences techniques fournis à l'unité d'usinage (taux d'échantillonnage : 20%). Les non-conformités des échantillons nécessitent un contrôle de 100%. |
1.3 Inspection des pièces de robinetterie (ou des composants) Qualité du soudage
| Type d'inspection | Description |
|---|---|
| Soudage des surfaces d'étanchéité | 100% inspection visuelle de la qualité de la surface de soudage par recouvrement pour détecter les pores, les fissures, les dépressions et les contre-dépouilles. |
| Dimensions | La hauteur de soudage du recouvrement doit être vérifiée ; la hauteur avant l'usinage post-soudage doit être de 5-6 mm. |
| Essai de dureté | Testez au moins trois positions différentes sur chaque pièce. |
| Essais non destructifs | Au moins une unité doit être soumise à un essai non destructif par ressuage. Le cas échéant, les essais doivent être effectués conformément aux spécifications du contrat. |
2. L'identification
| Type d'identification | Description |
|---|---|
| Premier article Identification | Le premier article qualifié est étiqueté avec une étiquette "bleue", "O" ou "première inspection". |
| Identification de l'état du processus | Utilisez des tampons ou des codes de couleur. L'identification des produits non conformes est "noire" ; les produits mis au rebut sont marqués d'un "X rouge". La taille et la méthode sont déterminées par l'inspecteur. |
3. Registres
| Type d'enregistrement | Description |
|---|---|
| Registres d'inspection des processus | Les inspecteurs consignent les résultats de l'inspection dans la "carte de transfert du processus de production" et la signent. |
| Dossiers d'usinage commandés | Pour les pièces qui passent l'inspection, les inspecteurs signent le "Registre d'inspection des matières premières/composants entrants". |
| Dossiers de non-conformité | Les inspecteurs émettent un "formulaire d'élimination des produits non conformes" et suivent la procédure de contrôle des produits non conformes. |
Assemblage Spécification
1.Nettoyage
Avant d'être assemblées, les pièces doivent être nettoyées.
Étapes de nettoyage :
| Étape | Description |
|---|---|
| 1 Élimination des arêtes et des bavures | Éliminer les bavures et les arêtes sur les surfaces des pièces. Pour les pièces soudées par recouvrement, éliminer le laitier de soudure. |
| 2 Nettoyage avant assemblage | Les pièces doivent être nettoyées pour éliminer les débris, l'huile, etc. avant l'assemblage final. |
| 3 Préparation des solutions de nettoyage et d'antirouille | a. Solution de nettoyage: Utilisez de l'eau additionnée d'une quantité appropriée de détergent.<br>b. Solution antirouille pour les pièces en acier au carbone: Utiliser de l'eau contenant 1% de nitrite de sodium.<br>c. Exigences en matière de dégraissage: Utiliser du tétrachlorure de carbone pour le dégraissage. |
Méthodes de nettoyage :
| Méthode | Description |
|---|---|
| a | Les pièces présentant des taches d'huile (à l'exception des pièces moulées) doivent être nettoyées avec de l'eau détergente. Les surfaces d'étanchéité après meulage doivent être nettoyées d'abord avec du diesel, puis avec de l'eau détergente. Après le nettoyage, les pièces en acier au carbone doivent être rincées à l'eau et immergées dans une solution antirouille. |
| b | Les pièces en fonte qui ne se prêtent pas au brossage doivent être lavées à l'eau sous haute pression. Après le lavage, les pièces en acier au carbone doivent être immergées dans une solution antirouille. |
| c | Les pièces en fonte pouvant être brossées doivent être frottées avec de l'eau détergente, rincées avec de l'eau à haute pression, puis brossées avec une solution antirouille. Les pièces devant être dégraissées doivent l'être avec du tétrachlorure de carbone après le nettoyage ci-dessus. |
| d | Lors du nettoyage, éviter d'endommager les surfaces des pièces, en particulier les surfaces d'étanchéité des brides des corps de vanne et des capots. Éviter les chocs et les rayures lors du nettoyage et de la manipulation. |
2 Assemblage du produit fini
Préparation du pré-assemblage
| Étape de préparation | Description |
|---|---|
| a L'assemblage doit être effectué à des endroits désignés, en veillant à ce que la zone d'assemblage soit propre. | |
| b Préparer les outils nécessaires à l'assemblage. Les pièces à assembler doivent être bien rangées. Les pièces de même type et de matériaux différents qui peuvent entrer dans des boîtes de roulement en plastique doivent être placées à l'intérieur, marquées si nécessaire pour éviter un assemblage incorrect. | |
| c Vérifier qu'il n'y a pas de corps étrangers ou de rouille à l'intérieur de la cavité du corps du robinet. Vérifier que les zones critiques (surfaces d'étanchéité) ne présentent pas de bosses ou de rayures. L'assemblage ne doit être effectué qu'après avoir résolu ces problèmes. |
Exigences en matière d'assemblage
| Exigence | Description |
|---|---|
| a | Nettoyer l'intérieur de la valve et appliquer de l'huile antirouille (à l'exception des valves nécessitant un dégraissage). |
| b | Utiliser des chiffons propres et doux pour nettoyer les surfaces d'étanchéité des organes de fermeture (disques de vanne, vannes, etc.) et des sièges. |
| c | Appliquer une fine couche de graisse sur les pièces de transmission, les pièces en mouvement relatif (à l'exception des surfaces d'étanchéité) et les joints des brides intermédiaires (ou des embouts de vannes à bille), à l'exception des produits nécessitant un dégraissage. Appliquer une petite quantité de graisse sur le filetage des "fils insérés" et des goujons. |
| d | Lors du serrage des boulons sur les brides intermédiaires ou les embouts de vannes à bille, appliquer plusieurs pré-serrages symétriques. Pour les goujons insérés à une extrémité, pré-serrer après l'insertion. La hauteur des boulons (ou goujons) dépassant des écrous sur le même plan ne doit pas présenter de différences significatives. L'écart entre les surfaces des brides doit être constant. |
| e | La garniture doit être installée anneau par anneau dans le presse-étoupe. Pour les garnitures tressées, décaler de 120° la coupe à 45° de chaque anneau. Une fois la garniture comprimée, le presse-étoupe ne doit pas pénétrer dans le presse-étoupe à plus d'un tiers de sa hauteur effective. Pour les anneaux flexibles en graphite, insérer un anneau de garniture tressée à la couche la plus basse et à la couche la plus haute du presse-étoupe. Suivre les spécifications du contrat si elles sont précisées. Comprimer uniformément la garniture pour assurer un jeu uniforme entre l'orifice du presse-étoupe et la tige du robinet. |
| f | Pour les robinets-vannes à basse température, s'assurer que l'orifice de décompression sur le robinet-vanne est orienté dans le sens de l'entrée du fluide. |
| g | Pour les vannes comportant des marquages ou des plaques indicatrices de direction à l'extrémité de la tige, s'assurer que l'orientation de l'organe de fermeture (bille, clapet, etc.) correspond à l'indication de l'indicateur de direction. |
| h | Les brides intermédiaires non circulaires ne doivent pas être désalignées de manière significative. Si un désalignement se produit, il faut le corriger avant l'assemblage. |
| i | Les points de soudure par points doivent être fermes. Pour les parties en contact avec le milieu, utiliser des baguettes de soudure du même matériau que le corps principal. |
| j | Les produits finis assemblés doivent être soumis à des essais d'ouverture et de fermeture pour s'assurer qu'il n'y a pas de blocage et que les éléments de fermeture (portillon, disque, bille, etc.) s'ouvrent et se ferment en place. |
| k | Veiller à ce que toutes les pièces externes non installées nécessaires au stockage soient préparées et soumises au responsable de l'entrepôt des produits finis au moment du stockage. |
Spécification de l'essai de performance
Essais de produits API
1 Test avant expédition
Chaque robinet doit être testé conformément à cette section avant d'être expédié. L'acheteur doit préciser si des essais supplémentaires spéciaux figurant à l'annexe C doivent être effectués en même temps que les essais normaux. Pour faciliter la spécification des exigences d'essai, les essais doivent être effectués dans l'ordre de 4.6.2 à 4.6.5. L'épreuve de pression de l'enveloppe doit être effectuée avant que la soupape ne soit peinte.
Le milieu d'essai doit être de l'eau douce, dont la température ne doit pas dépasser 38°C (100°F) pendant l'essai. Des inhibiteurs de corrosion et de l'antigel peuvent être ajoutés comme convenu. Pour les pièces qui sont mouillées avec des soupapes en acier inoxydable austénitique et duplex, la teneur en ions chlorure dans l'eau d'essai ne doit pas dépasser 30 μg/g (30 ppm). Lors de la production de pièces en acier inoxydable pour les composants d'écoulement, la teneur en ions chlorure doit être testée au moins une fois par an.
Les soupapes doivent être testées avec des sièges et sans graisse d'étanchéité sur les surfaces d'étanchéité, sauf lorsque la graisse d'étanchéité est la principale méthode d'étanchéité.
L'essai avec la vanne à moitié ouverte peut être effectué avec la vanne complètement ouverte si la chambre peut être pressurisée à travers la connexion de la cavité.
Un temps de stabilisation suffisant doit être prévu pour tous les essais de pression.
2 Test d'étanchéité de la tige
Sauf accord contraire, l'essai de scellement de la tige doit être effectué avant l'essai de l'enveloppe.
Pour les soupapes dotées d'un dispositif d'étanchéité de la tige, l'essai doit commencer avec les sièges non serrés. La garniture et les joints d'origine doivent être retirés (ou desserrés), à moins qu'un orifice d'essai ne soit prévu spécifiquement pour ce test.
Les extrémités du robinet étant fermées et l'élément de fermeture partiellement ouvert, le fluide d'essai doit être injecté jusqu'à ce qu'une fuite autour de la tige soit observée. Ensuite, le joint de la tige doit être fermé et une pression minimale de 1,1 fois la pression nominale déterminée à la section 6.1 à 38°C (100°F) doit être appliquée pendant la durée spécifiée dans le tableau 9.
Le contrôle des fuites doit être effectué par un orifice d'observation ou en contrôlant les fuites autour de la garniture desserrée. Aucune fuite visible ne doit être autorisée à la pression d'essai.
Tableau 9 : Durée minimale de l'essai d'étanchéité de la tige
| Taille de la vanne | Durée du test (minutes) |
|---|---|
| DN (mm) | NPS (pouces) |
| ≤ 100 | ≤ 4 |
| ≥ 150 | ≥ 6 |
| 2 | 5 |
3 Essai hydrostatique de la coquille (API 6D)
Le test hydrostatique de l'enveloppe doit être effectué avant de peindre la soupape entièrement assemblée.
Pendant l'essai, les extrémités de la soupape doivent être fermées et l'élément de fermeture partiellement ouvert. Si l'acheteur le spécifie, la méthode de fermeture des extrémités doit permettre le transfert complet de la charge de l'élément de fermeture au corps du robinet. Les soupapes de sûreté externes doivent être enlevées et bouchées lorsqu'elles sont prévues.
La pression d'essai doit être égale ou supérieure à 1,5 fois la pression nominale déterminée pour le matériau à 38°C (100°F) à la section 6.1. La durée de l'essai ne doit pas être inférieure à celle spécifiée dans le tableau 10.
Tableau 10 : Durée minimale de l'essai hydrostatique de la coque
| Taille de la vanne | Durée du test (minutes) |
|---|---|
| DN (mm) | NPS (pouces) |
| ≤ 100 | ≤ 4 |
| 150-250 | 6-10 |
| 300-450 | 12-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 15 | 30 |
Aucune fuite visible n'est autorisée pendant l'essai hydrostatique de la coque.
Après l'essai hydrostatique de l'enveloppe, les soupapes de sûreté externes doivent être (ré)assemblées sur la soupape. Le raccordement au corps de la soupape doit être testé à 95% de la pression de tarage de la soupape de sûreté. Pour les soupapes de taille ≤ DN 100 (NPS 4), la durée de l'essai est de 2 minutes ; pour les tailles ≥ DN 150 (NPS 6), elle est de 5 minutes. Pendant l'essai, aucune fuite visible ne doit être observée au niveau du raccord de la soupape de sûreté.
Lorsqu'elles sont prévues, les soupapes de sûreté externes doivent se purger à la pression spécifiée et être testées. La pression de tarage de la soupape de sûreté doit être de 1,1 à 1,3 fois la pression nominale de la soupape déterminée pour le matériau à 38°C (100°F) à la section 6.1.
4 Test d'assise hydrostatique (API 6D)
a Test alternatif
Les essais de siège au gaz à haute pression peuvent être utilisés comme alternative aux essais de siège hydrostatiques suivants.
b Préparation
La graisse lubrifiante doit être enlevée des surfaces d'étanchéité des sièges et des éléments de fermeture, sauf lorsque l'assemblage avec de la graisse pour les surfaces de contact métal-métal est convenu.
c Pression d'essai et durée
La pression d'essai pour toutes les épreuves de siège ne doit pas être inférieure à 1,1 fois la pression nominale déterminée pour le matériau à 38°C (100°F). La durée de l'essai doit être conforme aux spécifications du tableau 11.
Tableau 11 : Durée minimale de l'essai de siège
| Taille de la vanne | Durée du test (minutes) |
|---|---|
| DN (mm) | NPS (pouces) |
| ≤ 100 | ≤ 4 |
| 150-450 | 6-18 |
| ≥ 500 | ≥ 20 |
| 2 | 5 |
| 10 |
d Critères d'acceptation (API 6D)
Pour les robinets à siège souple et les robinets à tournant lubrifié, le taux de fuite ne doit pas dépasser le taux A de la norme ISO 5208 (pas de fuite visible). Pour les robinets à siège métallique, le taux de fuite ne doit pas dépasser le taux D de la norme ISO 5208, sauf indication contraire. Les procédures d'essai pour les différents robinets d'arrêt sont indiquées à la section 4.5.
e. Procédure de test des vannes d'arrêt (API 6D)
Unidirectionnel
La vanne étant à moitié ouverte, la vanne et sa cavité doivent être entièrement remplies du fluide d'essai. La vanne doit ensuite être fermée et la pression d'essai doit être appliquée à l'extrémité concernée.
La fuite de chaque siège doit être contrôlée par le biais de la connexion de décharge de la cavité du corps de la soupape. Pour les soupapes sans raccord de décharge dans la cavité du corps, la fuite du siège doit être contrôlée à l'extrémité aval respective de chaque siège (l'extrémité pressurisée de la soupape).
Bidirectionnel
La vanne étant à moitié ouverte, la vanne et sa cavité doivent être entièrement remplies du fluide d'essai. La soupape doit ensuite être fermée et la pression d'essai appliquée successivement aux deux extrémités. La fuite de chaque siège doit être contrôlée par l'intermédiaire du raccord de décharge de la cavité du corps de la soupape. Pour les soupapes sans raccord de décharge dans la cavité du corps, la fuite du siège doit être contrôlée à l'extrémité aval de chaque siège.
Double siège, double siège avec bidirectionnel
Chaque siège doit être testé dans les deux sens. Si une soupape de décharge de la cavité de la vanne est installée, elle doit être retirée. La vanne étant à moitié ouverte, la vanne et la cavité doivent être remplies avec le fluide d'essai jusqu'à ce qu'il déborde par le raccord de la soupape de décharge de la cavité.
Pour tester l'étanchéité du siège dans le sens de la cavité, la soupape doit être fermée. La pression d'essai doit être appliquée successivement à chaque extrémité de la soupape pour tester chaque siège du côté amont. La fuite doit être contrôlée par le biais de la connexion de la soupape de sûreté de la cavité du corps de la soupape.
Ensuite, chaque siège doit être testé en tant que siège aval. Les deux extrémités de la soupape doivent être vidées et la cavité de la soupape doit être remplie avec le fluide d'essai. La pression doit ensuite être appliquée tout en contrôlant la fuite à travers chaque siège aux deux extrémités de la soupape.
Double siège, unidirectionnel et unidirectionnel avec bidirectionnel
Siège unidirectionnel
La vanne étant à moitié ouverte, la vanne et l'enceinte d'essai doivent être entièrement remplies avec le fluide d'essai jusqu'à ce qu'il déborde par le raccord de décharge de l'enceinte de la vanne. La vanne doit alors être fermée et la vanne de décharge doit être ouverte dans le circuit fermé pour permettre au fluide de déborder, ou l'extrémité fermée de la vanne doit être retirée. La pression d'essai doit ensuite être appliquée à l'extrémité amont (extrémité du siège unidirectionnel) et la fuite au niveau du raccord de la chambre doit être surveillée. Si la fuite se produit également par le siège en aval, la fuite du siège en amont doit être la somme des fuites de la chambre et du raccord en aval.
Siège bidirectionnel
Répéter l'essai du point 4.6.4.5.4.1 pour tester le siège bidirectionnel dans le sens de l'étanchéité vers l'amont.
Pour tester le siège bidirectionnel dans son sens d'étanchéité aval, les deux extrémités de la soupape doivent être fermées par des plaques aveugles. La vanne étant à moitié ouverte, elle doit être entièrement remplie avec le fluide d'essai et la pression d'essai doit être appliquée. La vanne doit ensuite être fermée, ce qui permet au fluide d'essai de déborder du raccord configuré dans le circuit fermé à l'extrémité du siège bidirectionnel (c'est-à-dire en aval du siège bidirectionnel). Surveiller la fuite du siège bidirectionnel au niveau de la connexion de débordement du circuit fermé en aval, en maintenant la pression d'essai dans la connexion de la chambre.
Vannes à double blocage et purge (API 6D)
Essai sur un seul siège
Lorsque la vanne est entrouverte, la vanne et sa cavité doivent être entièrement remplies de fluide d'essai. La soupape doit ensuite être fermée et la soupape de décharge du corps doit être ouverte pour permettre au fluide d'essai excédentaire de s'écouler par le raccord d'essai de la cavité de la soupape. La pression d'essai doit alors être appliquée à
Galerie de tests

Test PMI

Inspection des dimensions

Test d'étanchéité

Test d'épaisseur de peinture

Test de faibles émissions

PT

Test d'impact

Inspection des matériaux