Author Name: Bruce Zheng
Author Role: Co-Founder and Valve Engineer at NTGD Valve
Author Bio: Bruce Zheng is Co-Founder and Valve Engineer at NTGD Valve, focusing on industrial valve selection, application, and technical content for global B2B buyers.
Last Updated: May 4, 2026
The main difference between a rising stem gate valve and a non-rising stem gate valve is how the stem moves during operation. In a rising stem gate valve, the stem moves upward as the gate opens, giving operators a visible indication of valve position. In a non-rising stem gate valve, the stem rotates in place while the gate moves internally, keeping the external valve height more compact.
For industrial valve selection, this difference is not only visual. Stem design affects installation envelope, open / closed verification, maintenance access, internal thread exposure, medium suitability, troubleshooting effort, and lifecycle cost. A rising stem design is usually stronger where inspection access and visible status matter. A non-rising stem design is often more practical where vertical clearance is limited, such as underground lines, pits, valve boxes, compact pump rooms, or other restricted installations.
| Selection Factor | Rising Stem Gate Valve | Non-Rising Stem Gate Valve | Selection Impact |
|---|---|---|---|
| Stem movement | Stem rises above the valve during opening | Stem height remains fixed | Rising stem supports visual position checks; non-rising stem protects installation height where overhead space is limited |
| Position visibility | Open / closed position is easier to identify visually | Position is not directly visible from stem travel | NRS designs may need a position indicator, actuator feedback, or defined status-check procedure |
| Installation space | Requires vertical clearance for stem travel | More compact external envelope | Poor clearance checks can cause stem travel interference; NRS is better for buried or restricted-height locations |
| Thread location | Stem thread is typically more accessible and better separated from line medium | Thread / stem nut may be inside or closer to the valve body flow area | Medium cleanliness, solids, corrosion products, and lubrication access become more important for NRS designs |
| Maintenance access | Stem and upper operating parts are easier to inspect | Internal threaded components are harder to access | Rising stem can reduce inspection uncertainty; NRS may require more planned maintenance review if medium conditions are difficult |
| Cost pattern | Construction may involve outside screw / yoke features and more visible operating parts | Compact construction can be more cost-competitive in some specifications | Initial price should not be isolated from inspection time, indicator needs, maintenance access, and downtime risk |
| Best fit | Accessible installations needing visible status and maintenance access | Underground, compact, or low-headroom installations | Selection should follow installation space, service medium, inspection requirements, and lifecycle risk |
What Are Rising Stem and Non-Rising Stem Gate Valves?
This comparison is about gate valve stem design. A gate valve is used mainly for open / close isolation, and the stem design determines how handwheel rotation or actuator movement is transferred to the gate.
What Is a Rising Stem Gate Valve?
A rising stem gate valve has a stem that moves upward when the valve opens and moves downward when the valve closes. This external stem travel allows operators to confirm valve status without relying only on handwheel turns.
The key structural point is visibility. In many rising stem gate valve designs, the threaded operating area is outside the valve body or better separated from direct contact with the line medium. That makes inspection, cleaning, and lubrication easier when the valve is accessible.
In field operation, this matters because a gate valve may require multiple turns to open or close. If the stem travel is visible, operators can identify valve position more quickly during routine inspection, isolation checks, or emergency status confirmation.

What Is a Non-Rising Stem Gate Valve?
A non-rising stem gate valve keeps the external stem height fixed during operation. When the handwheel or actuator turns, the gate moves internally along the threaded engagement, but the stem does not rise above the valve body.
This compact construction is useful where there is not enough overhead space for stem travel. It is common in underground pipelines, valve boxes, machinery spaces, pits, and other restricted installations.
The trade-off is that valve position is not visible from stem movement. If the line requires frequent status verification, the design may need a position indicator, actuator feedback, open / close marking, or a clear operating procedure. If the internal threaded parts are exposed to the medium, cleanliness, corrosion, solids, and maintenance access also become part of the selection decision.
Why This Comparison Is About Gate Valve Stem Design
The phrase “rising stem valve” is broader than this article. It may appear in discussions of globe valves or other valve types, but this page focuses only on rising stem gate valve vs non-rising stem gate valve selection.
The decision is therefore not “which valve type is best overall.” The practical question is: which gate valve stem design better matches the installation space, inspection requirement, medium condition, position-verification need, and maintenance strategy?
OS&Y, NRS, Inside Screw, and Outside Screw: Terms Behind the Difference
Several terms appear in rising and non-rising stem gate valve specifications, including construction routes such as NRS and OS&Y rising stems in waterworks gate valve standards. These terms should be understood as construction signals, not as loose marketing labels.
OS&Y Gate Valve and Rising Stem Design
OS&Y usually means Outside Screw and Yoke. It is commonly associated with rising stem gate valve construction, where the threaded stem mechanism is outside the valve body and the stem visibly rises or falls during operation.
The important point is not the abbreviation itself. OS&Y construction helps separate the operating thread from direct line-medium exposure and makes the stem travel visible for inspection. However, the exact construction should always be confirmed by the valve specification, drawing, or manufacturer documentation.
NRS Gate Valve and Inside Screw Design
NRS means Non-Rising Stem. It is commonly associated with an inside screw arrangement, where the stem rotates without moving upward externally and the gate travels internally. In some project shorthand, RS may be used informally for rising stem, but specifications should use the precise valve construction terms rather than relying on abbreviations alone.
This compact design is valuable when the valve is buried, installed in a valve box, placed under equipment, or located where overhead clearance is limited. The selection boundary is that hidden stem travel may require a separate status-confirmation method, especially in systems where operators must verify open / closed position quickly.
Why “Rising Stem Valve” Is Broader Than This Article
“Rising stem valve” can refer to more than one valve category. This article does not compare globe valves, ball valves, or general valve stem types.
For specification work, the correct scope is narrower: rising stem and non-rising stem designs in gate valves. Keeping that boundary clear prevents the page from drifting into a general valve-stem explanation instead of a gate valve selection guide.
How the Two Designs Work: Stem Movement, Gate Travel, and Thread Location
The operating difference begins with how the handwheel or actuator transfers motion to the gate.
Before comparing the two thread arrangements, see NTGD’s guide to how stem motion operates the gate through the complete opening-and-closing sequence.
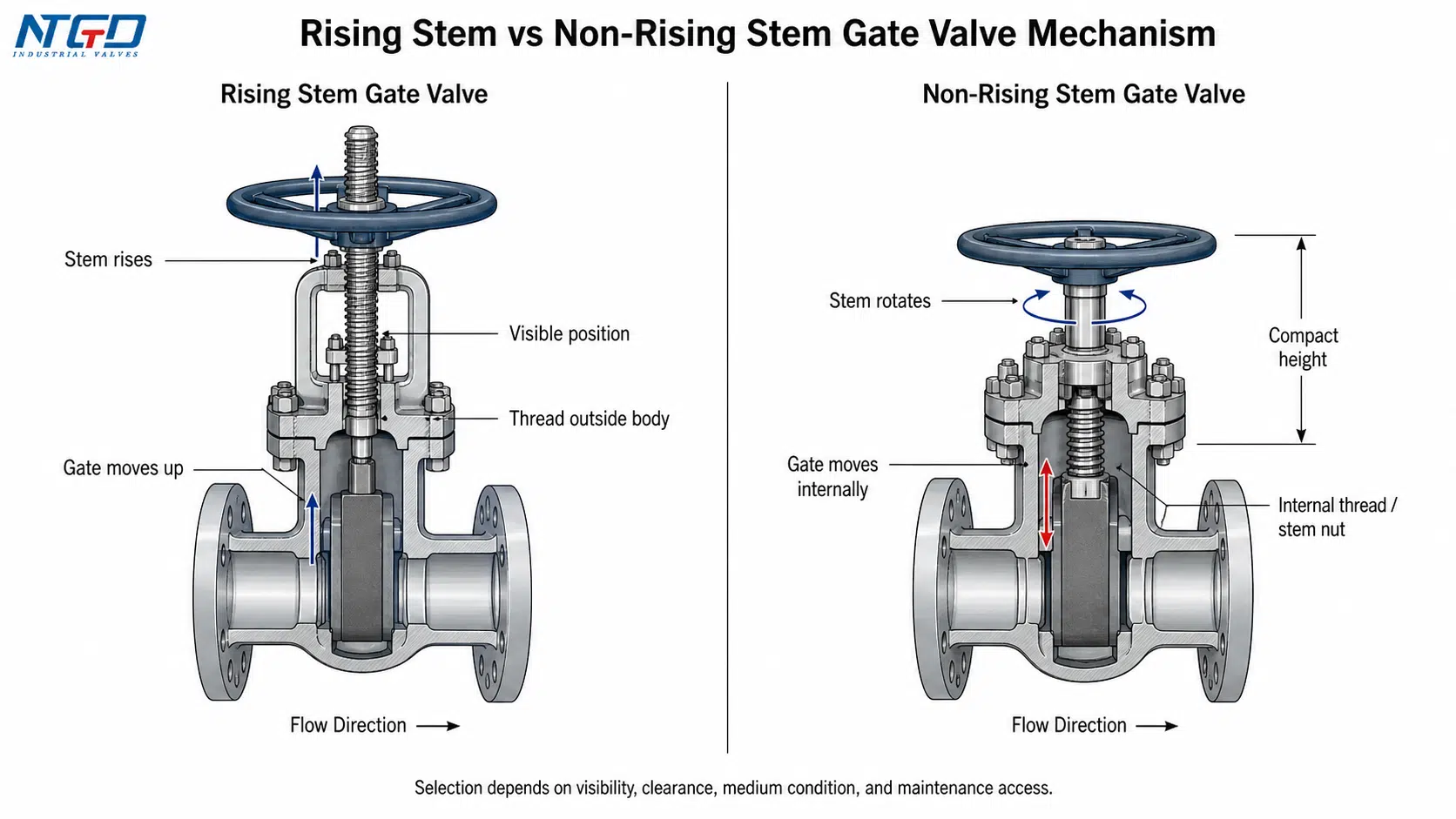
Rising Stem Mechanism: Visible Stem Travel
In a rising stem gate valve, handwheel rotation drives the stem mechanism so that the stem travels axially as the gate moves. As the valve opens, the stem rises. As the valve closes, the stem moves downward with the gate movement.
This visible axial movement gives operators a practical field signal. During inspection, the operator does not need to rely only on remembered handwheel turns or incomplete markings; the stem position itself helps show whether the valve is open or closed.
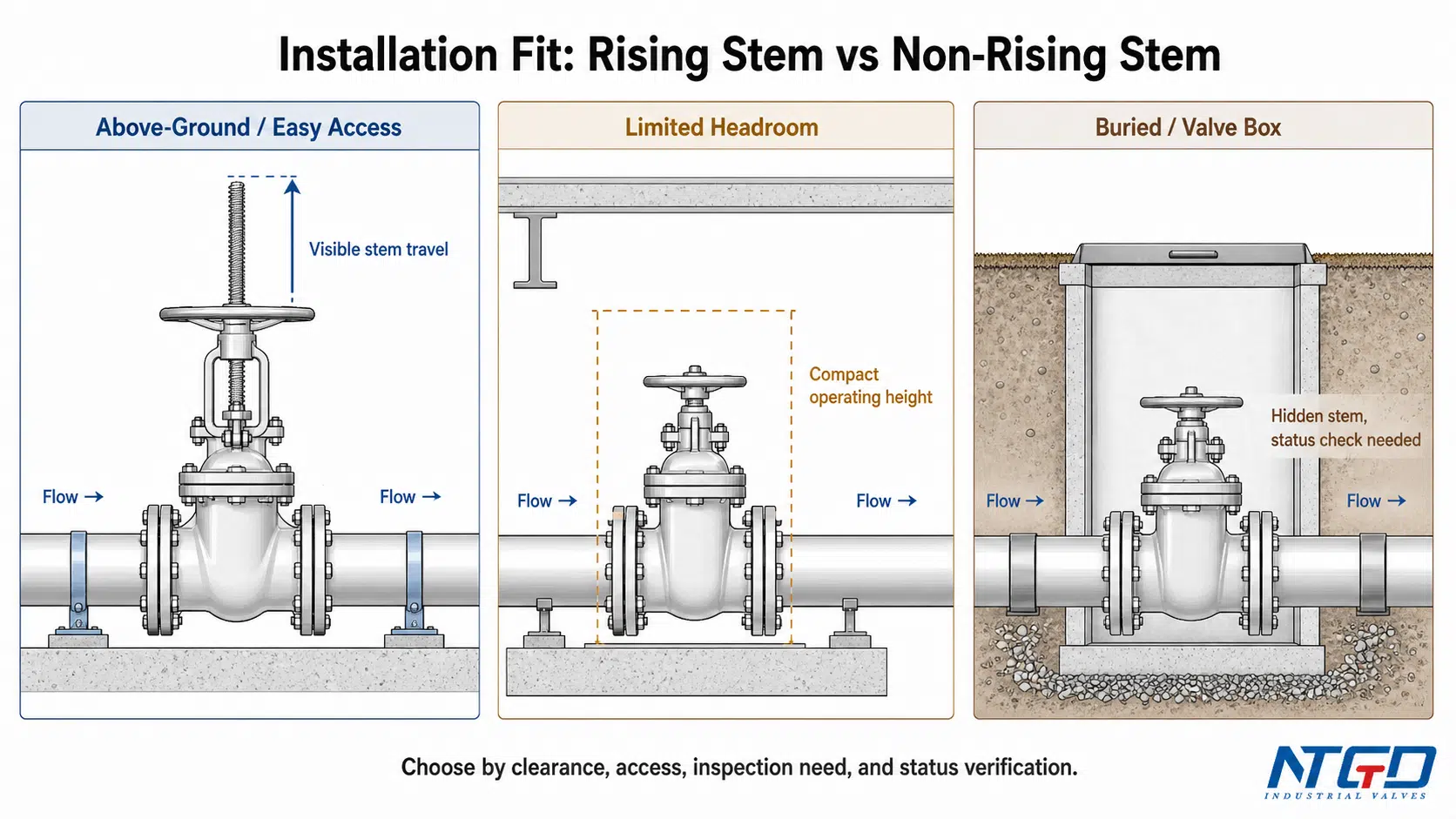
The limitation is installation space. A rising stem design needs clearance above the valve. If the valve is placed under a floor cover, inside a low chamber, near equipment, or in a buried box, the stem may not have enough travel space.
Non-Rising Stem Mechanism: Fixed External Height
In a non-rising stem gate valve, the outside stem height remains fixed. The stem mainly rotates, while the gate moves internally through threaded engagement with the stem or stem nut.
From outside, the valve remains compact through the full open / close cycle. This is why non-rising stem designs are widely used where height is restricted.
The trade-off is that the operator cannot judge valve position by stem height. In critical service, the specification should not assume that handwheel turns alone are enough. A position indicator, actuator signal, operating record, or inspection procedure may be needed.
Thread Location and Stem Nut Position
Thread location is not just a construction detail. It changes what the operating thread is exposed to.
In many rising stem designs, the threaded area is more accessible and better separated from the line medium. This supports inspection and lubrication when the valve is installed where technicians can reach the stem and yoke area.
In many non-rising stem designs, the internal thread or stem nut may be closer to the flow medium. That does not automatically make NRS unsuitable, but it changes the risk review. Clean water or clean gas may present limited thread-fouling risk. Wastewater, scale-forming media, corrosive fluid, or solids-bearing service can increase the chance of thread wear, deposits, higher torque, or difficult operation.
This mechanism explains why medium condition must be checked before choosing a non-rising stem gate valve for difficult service.
Key Differences Between Rising Stem and Non-Rising Stem Gate Valves
Each difference between the two designs should be converted into a field question: Can the operator see valve status? Is there enough installation height? Can the stem be maintained? What medium will contact the operating parts? What happens if the wrong design is selected?
Position Visibility and Field Inspection
A rising stem gate valve provides direct visual position indication. Operators can usually see whether the valve is open or closed based on stem travel.
This is valuable where fast status confirmation reduces operating mistakes. Fire protection stations, water distribution systems, process isolation points, and above-ground industrial pipelines often benefit from direct visual checks.
A non-rising stem gate valve does not provide the same external indication. If valve status must be confirmed frequently, the specification should include a position indicator, actuator feedback, open / close marking, or a defined inspection procedure. Without that, hidden position can create uncertainty during maintenance, isolation, or emergency operation.
Vertical Clearance and Installation Space
A rising stem gate valve needs vertical space above the handwheel or actuator for full stem travel. This clearance should be checked before installation, especially when the valve is near floors, ceilings, platforms, covers, walls, or equipment.
A non-rising stem gate valve keeps the same external height during operation. This makes it more suitable for:
- underground pipelines
- buried valve boxes
- pump rooms with limited height
- machinery enclosures
- compact piping layouts
- pits or chambers with restricted access
The compact envelope is one of the strongest reasons to choose a non-rising stem design. The selection risk appears when height is not checked early: a rising stem valve installed with insufficient clearance may not fully operate or may interfere with surrounding structures.
Maintenance Access and Lubrication
Rising stem designs usually provide better access to the stem and upper operating parts. Inspection, cleaning, and lubrication are easier when the threaded area is visible and reachable.
Non-rising stem designs require more gate valve maintenance planning. If the internal threaded area wears, becomes fouled, or loses lubrication, troubleshooting can take longer. Accessing internal components may require more disassembly than inspecting an external stem.
This does not mean a non-rising stem gate valve is unreliable. It means the maintenance interval, medium condition, access method, and expected operation frequency should be reviewed before selection.

Thread Exposure, Corrosion, and Fouling Risk
The corrosion discussion should not be reduced to “one design is always more corrosion resistant.”
A rising stem design exposes more operating parts to the external environment. Outdoor service, humid plant areas, coastal atmosphere, or corrosive surroundings may still require coating, stem protection, lubrication, and routine inspection.
A non-rising stem design reduces external stem exposure, but its internal thread or stem nut may be exposed to the line medium. If that medium carries solids, rust, scale, wastewater deposits, corrosive components, or abrasive particles, the internal thread can become a wear or fouling point.
The selection question is therefore not only whether the stem is exposed. It is what the operating thread is exposed to: external atmosphere or internal process medium.
Initial Cost vs Lifecycle Cost
Non-rising stem gate valves can be more cost-competitive in some specifications because of their compact external construction. Rising stem gate valves may involve outside screw / yoke features and more visible operating components. However, cost depends on size, pressure class, materials, actuation, trim, coating, and project specification.
The better buyer-side comparison is lifecycle cost, not only purchase price.
A rising stem valve may reduce inspection time and maintenance uncertainty. A non-rising stem valve may reduce installation height and initial space constraints, but it may also require position indication or closer review when the medium can affect internal threads.
For industrial buyers, compare:
- initial valve cost
- installation space cost
- inspection time
- lubrication access
- disassembly requirements
- downtime risk
- position indication needs
- medium-related wear risk
- spare parts and maintenance planning
Application Fit: When to Use Each Stem Design
In practical gate valve selection, the best stem design is not decided by industry name alone. Water treatment, petrochemical, power generation, building services, and municipal systems may all use either design depending on installation and service conditions.
When a Rising Stem Gate Valve Is the Better Fit
A rising stem gate valve is usually the better fit when:
- the valve is above ground or easy to access
- the operator must confirm open / closed status visually
- routine inspection is part of the operating procedure
- maintenance access is available and valued
- vertical clearance is not restricted
- the service condition makes stem inspection and lubrication important
Typical examples include accessible process isolation lines, above-ground water systems, industrial plants, fire protection stations, and service points where quick status confirmation is required. In these cases, visible stem travel is not only convenient; it can reduce inspection uncertainty and help operators verify isolation faster.
When a Non-Rising Stem Gate Valve Is the Better Fit
A non-rising stem gate valve is usually the better fit when:
- overhead clearance is limited
- the valve is buried or installed underground
- the valve is placed in a valve box, chamber, or pit
- compact external dimensions are required
- direct visual stem-position checks are not frequent
- position indication or actuator feedback can be added when needed
This design is common in buried water lines, underground services, compact pump rooms, building systems, and other installations where a rising stem would not have enough travel space. Compactness should still be balanced against status indication and medium-related thread risk.

Above-Ground, Underground, Confined, and Buried Installations
Installation condition is often the fastest way to narrow the selection:
| Installation Condition | More Suitable Direction | Reason |
|---|---|---|
| Above-ground and easy to inspect | Rising stem | Visible position and easier maintenance access |
| Underground or buried | Non-rising stem | Compact height and protected external profile |
| Limited headroom | Non-rising stem | No external stem travel during operation |
| Frequent operator inspection | Rising stem | Direct visual open / closed confirmation |
| Compact machinery area | Non-rising stem | Smaller operating envelope |
| Dirty or corrosive medium | Review carefully; rising stem may be easier to inspect, while NRS needs confirmed thread protection and material compatibility | NRS internal thread exposure can become a maintenance or torque-risk factor |
| Critical status confirmation | Rising stem or NRS with indicator | Hidden-position uncertainty should be resolved before installation |
Medium, Maintenance, and Position-Verification Risks
The most common mistake is treating the rising stem vs non-rising stem decision as only a space comparison. Space matters, but medium condition, maintenance access, and status verification can change the final choice.
Clean Water, Wastewater, Corrosive, and Particulate Media
For clean water or clean gas service, a non-rising stem gate valve may operate reliably when the material, pressure class, and installation conditions are suitable.
For wastewater, raw water, scale-forming media, corrosive service, or fluids carrying suspended particles, the internal threaded area of a non-rising stem design needs closer review. Debris and process media effects can disturb threaded engagement, reduce lubrication effectiveness, increase operating torque, and make full gate travel less predictable.
A rising stem design keeps the threaded operating area more accessible, but the external environment still matters. Outdoor service, humid atmosphere, or corrosive plant surroundings may require coating, stem protection, lubrication, and inspection.
Why Internal Thread Exposure Matters in NRS Designs
In a non-rising stem gate valve, the internal thread or stem nut is part of the motion path. If that threaded interface is exposed to deposits, scale, or corrosive media, the risk is not limited to surface wear. It can affect how smoothly the gate travels.
The typical risk path is:
- solids, scale, corrosion products, or deposits reach the threaded engagement;
- lubrication becomes less effective or contamination increases friction;
- operating torque rises or becomes inconsistent;
- full travel becomes harder to verify;
- troubleshooting may require more disassembly or downtime.
This risk does not automatically disqualify NRS designs. It means the buyer should confirm:
- medium cleanliness
- corrosion potential
- suspended solids or deposits
- thread protection route
- lubrication requirements
- maintenance access
- material compatibility
- expected operation frequency
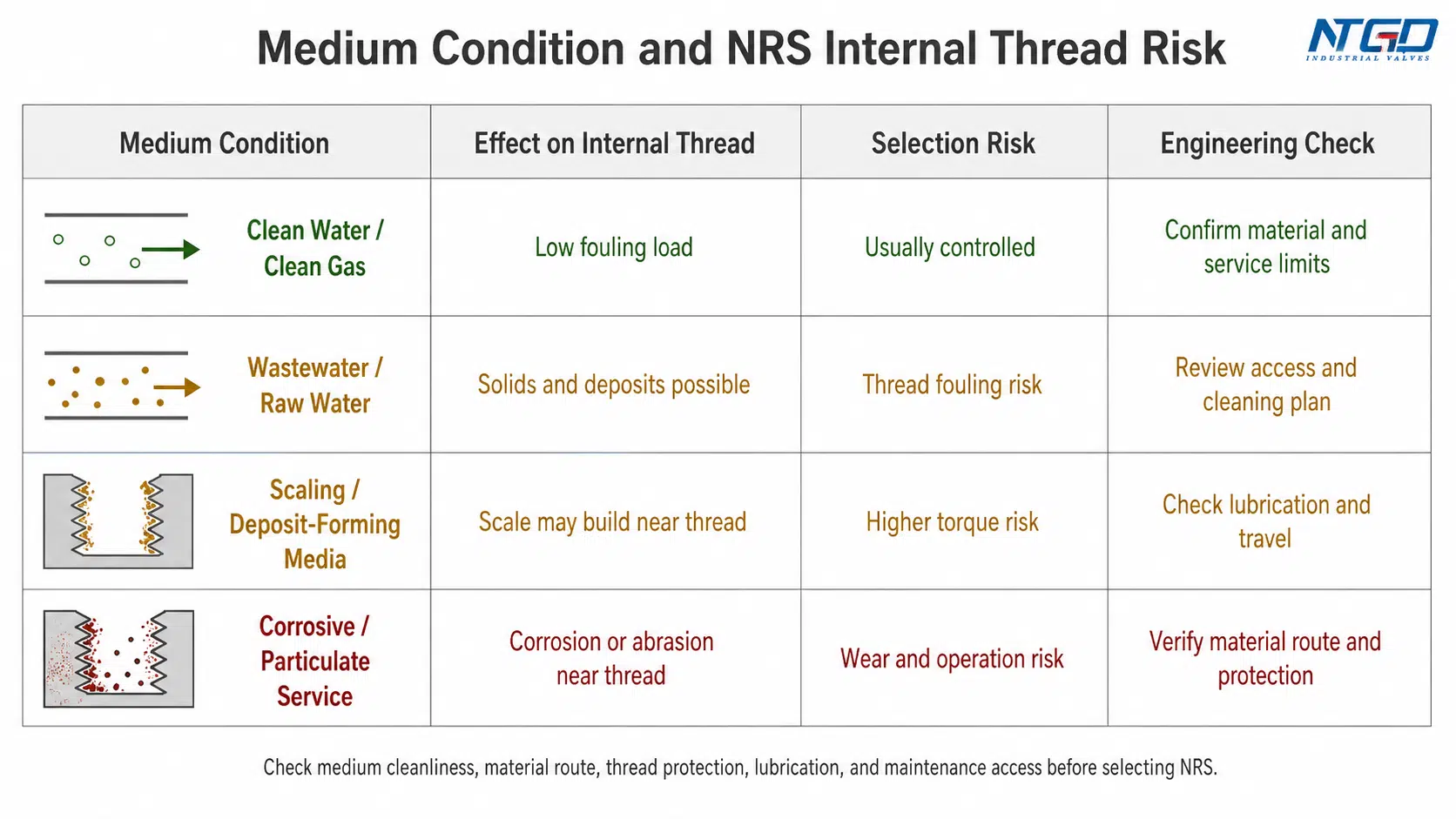
For clean and low-risk service, compactness may outweigh the internal access limitation. For dirty or aggressive service, the internal thread design, material route, coating, and maintenance plan should be reviewed before the valve is specified.
When a Position Indicator or Extra Status Check Is Needed
Non-rising stem designs do not show valve position through stem travel. That is acceptable in many installations, but it becomes a specification issue when operators must verify status quickly.
A position indicator, actuator feedback, open / close marking, or operating procedure may be needed when:
- the valve is part of a safety-critical isolation point
- the valve is buried or hard to inspect
- operators must confirm status during emergency response
- partial opening could cause system problems
- multiple valves are operated in sequence
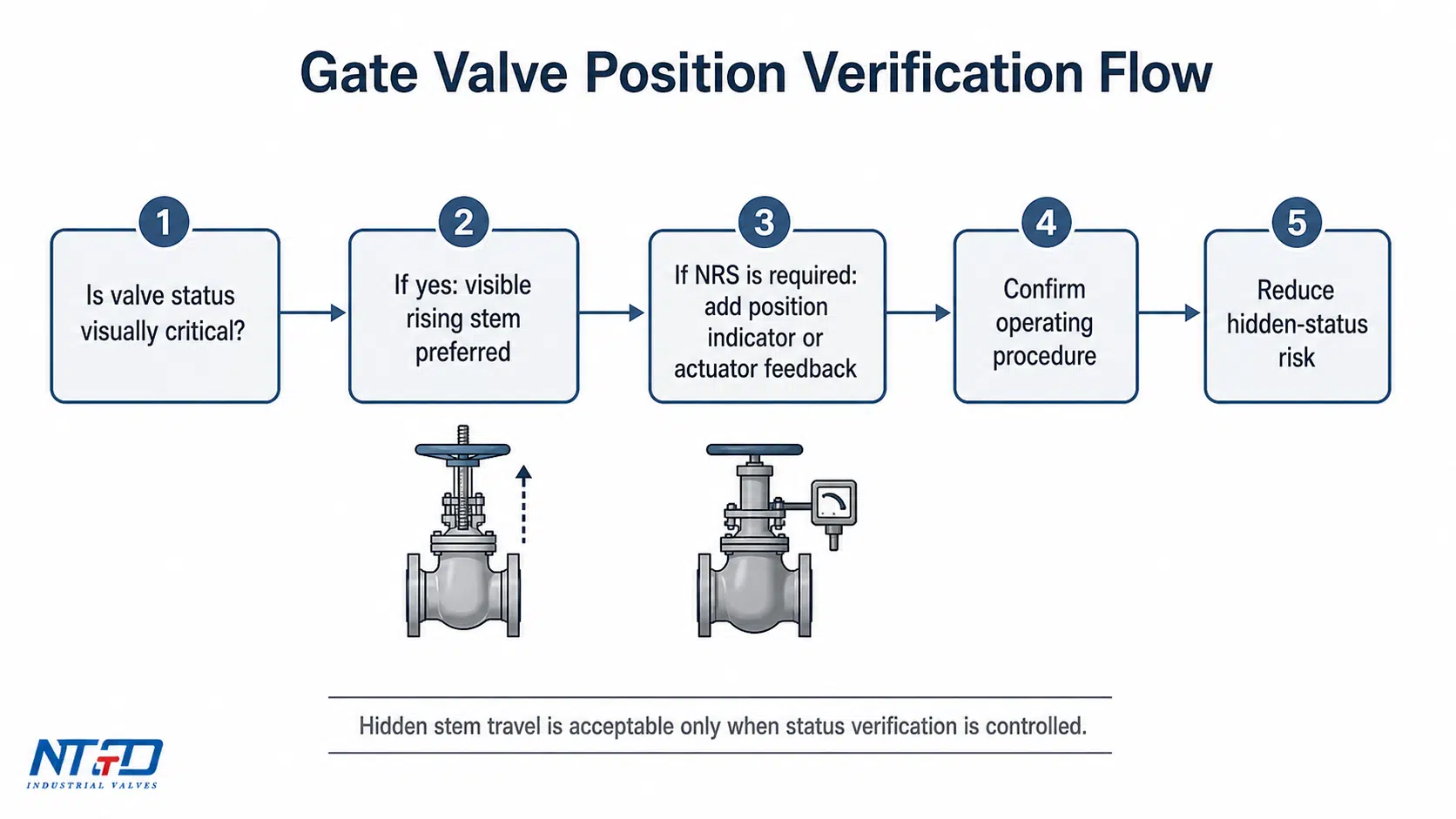
For NRS valves in status-sensitive service, hidden-position risk should be addressed during specification, not after installation.
Common Wrong-Selection Consequences
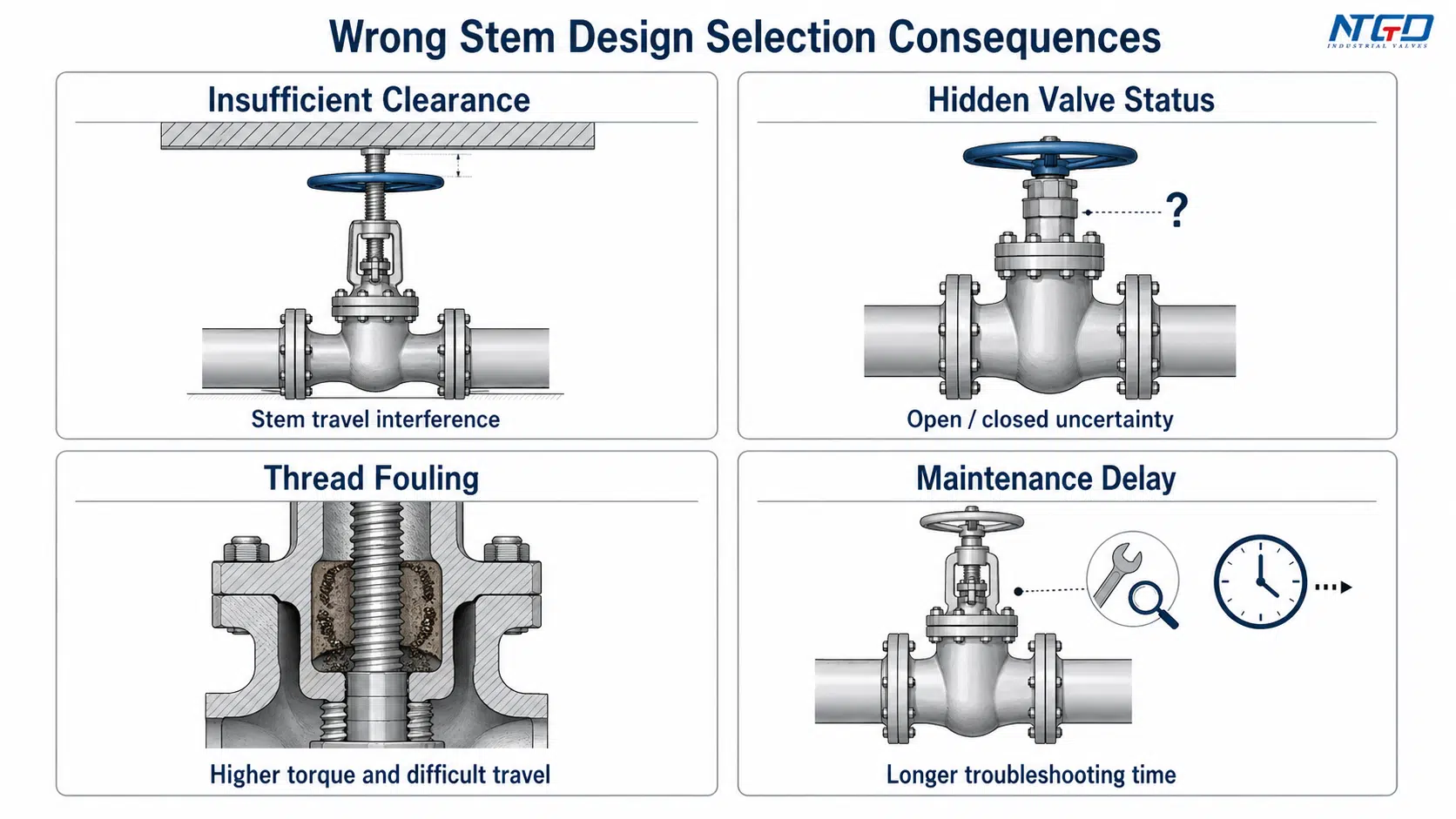
Incorrect stem design selection can create practical field problems:
| Wrong Selection Condition | Possible Consequence |
|---|---|
| Rising stem installed with insufficient vertical clearance | Stem travel interference may prevent full operation or force field modification after installation |
| Non-rising stem selected where visual status is required | Operators may face open / closed uncertainty, increasing inspection time and misoperation risk |
| NRS used in dirty or corrosive medium without review | Internal thread wear, fouling, higher torque, or inconsistent gate travel may develop |
| Rising stem installed outdoors without protection | External corrosion, stem contamination, or difficult lubrication may reduce operating reliability |
| Selection based only on initial price | Lower purchase cost may be offset by indicator needs, maintenance effort, troubleshooting time, or downtime risk |
| No position indicator where needed | Hidden valve status can slow isolation checks and create uncertainty during maintenance or emergency operation |
Selection Matrix and RFQ-Ready Checklist
After comparing the designs, the final decision should be converted into specification fields. This makes the selection easier to communicate during quotation, engineering review, and procurement.
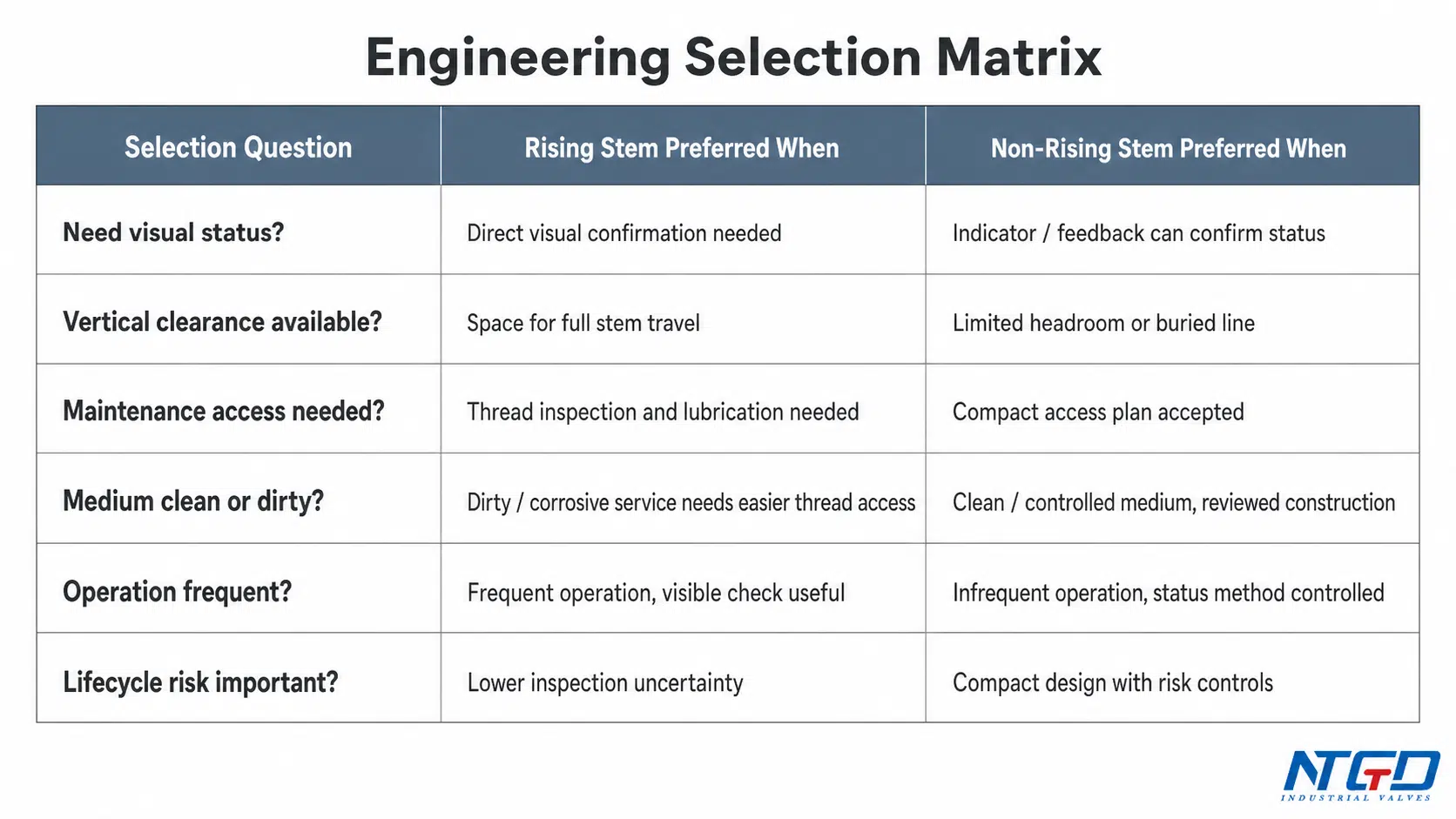
Engineering Selection Matrix
| Selection Question | Rising Stem Gate Valve Preferred When… | Non-Rising Stem Gate Valve Preferred When… |
|---|---|---|
| Is visible valve status important? | Operators need direct open / closed confirmation; do not rely only on handwheel turns where fast status checks matter | Status can be confirmed by indicator, actuator feedback, marking, or procedure |
| Is vertical clearance available? | There is enough space above the valve for full stem travel | Headroom is limited, the valve is buried, or external height must stay fixed |
| Is maintenance access important? | Stem inspection, cleaning, and lubrication should be easy and frequent | Compact installation is more important, and internal maintenance access has been considered |
| Is the medium clean or dirty? | Dirty, corrosive, or solids-bearing service requires easier thread inspection or externalized operating parts | Clean or controlled medium reduces internal-thread risk, subject to material and construction review |
| Is the valve operated frequently? | Frequent operation benefits from visible position and easier inspection | Infrequent operation in compact locations may suit NRS if status confirmation is controlled |
| Is upfront cost the main constraint? | Higher construction complexity is acceptable for visibility and maintainability | Compact construction and lower initial cost may be attractive, but not at the expense of hidden risks |
| Is lifecycle risk more important than purchase price? | Easier inspection can reduce long-term maintenance uncertainty | NRS can still work if medium risk, position indication, and maintenance access are controlled |
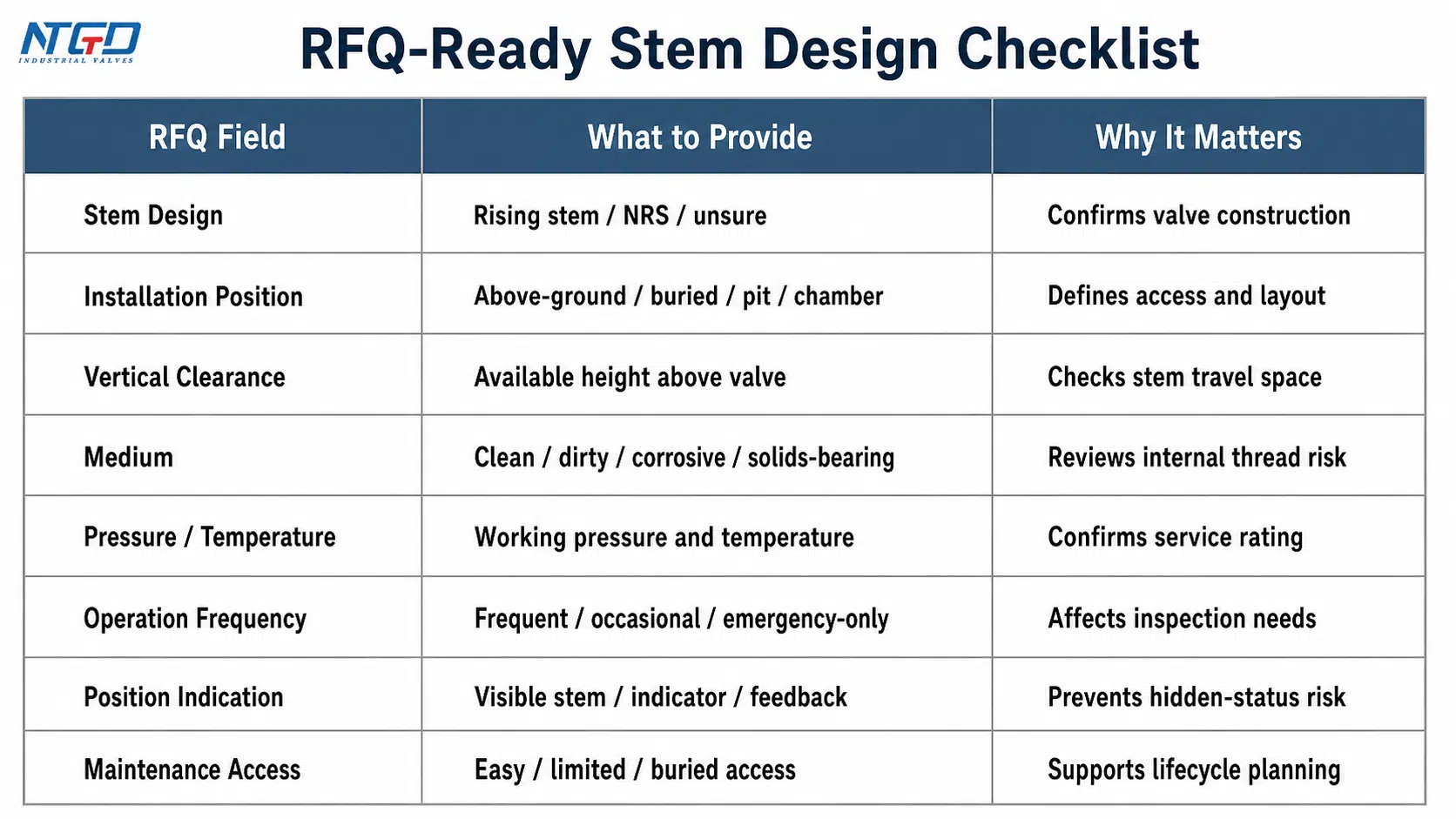
RFQ-Ready Stem Design Checklist
Before requesting a quotation or confirming a specification, prepare the following industrial valve selection information:
| RFQ Field | What to Provide | Why It Matters |
|---|---|---|
| Required valve type | Gate valve | Keeps the selection within the correct valve category |
| Stem design preference | Rising stem / non-rising stem / unsure | Allows the supplier to confirm the correct construction |
| Installation position | Above-ground, buried, pit, chamber, machinery space | Determines vertical clearance and inspection access |
| Available vertical clearance | Height above valve centerline or handwheel area | Critical for rising stem travel |
| Medium | Clean water, wastewater, oil, gas, corrosive fluid, solids-bearing fluid | Affects internal thread exposure and material route |
| Pressure and temperature range | Working pressure, design pressure, operating temperature | Required for specification confirmation |
| Operation frequency | Frequent, occasional, emergency-only | Affects maintenance and visibility requirements |
| Position indication need | Visible stem, indicator, actuator feedback, or not required | Prevents hidden-status problems |
| Maintenance access | Easy access, limited access, buried access | Affects lifecycle cost and service planning |
| Material / coating requirements | Body material, trim material, coating if known | Helps align valve construction with service conditions |
| Actuation | Manual, gearbox, electric actuator, other | Affects operation and position feedback |
Final Fit Check Before Choosing
Use this short check before final selection:
- Choose rising stem when visible status, inspection access, and maintainability are stronger priorities than compact height.
- Choose non-rising stem when compact installation, underground service, or limited vertical clearance is the main constraint.
- Review NRS carefully when the medium is dirty, corrosive, scaling, or solids-bearing.
- Add a position indicator or actuator feedback when open / closed status must be verified but the stem does not rise.
- Do not select only by initial cost; check maintenance access, status confirmation, and lifecycle risk.
FAQ
What is the difference between rising and non-rising stem gate valves?
The main difference is stem movement. In a rising stem gate valve, the stem moves upward as the valve opens, giving visible position indication. In a non-rising stem gate valve, the stem rotates without rising externally, so the valve remains compact but does not show position through stem travel.
What does OS&Y mean in a gate valve?
OS&Y means Outside Screw and Yoke. It is commonly associated with rising stem gate valve construction, where the threaded stem mechanism is outside the valve body and the stem rises or falls during operation. The exact construction should still be confirmed by the valve specification.
What does NRS mean in a gate valve?
NRS means Non-Rising Stem. In an NRS gate valve, the external stem height remains fixed during operation, while the gate moves internally through the threaded engagement. RS is sometimes used informally for rising stem, but formal specifications should still state the required gate valve stem design clearly.
How do I confirm valve position in a non-rising stem gate valve?
A non-rising stem gate valve does not show position through stem travel. If the project requires visual confirmation, use a position indicator, actuator feedback, open / close marking, or a defined operating procedure. This should be decided during specification, not left to field guesswork.
Can a non-rising stem gate valve be used in dirty water or wastewater service?
It can be considered, but the internal thread exposure must be reviewed carefully. Dirty water, wastewater, scale, or solids can affect lubrication, thread wear, operating torque, and full gate travel. Confirm the gate valve material selection, internal protection, and maintenance access before selecting NRS for this service.
When should I use a rising stem gate valve instead of a non-rising stem gate valve?
Use a rising stem gate valve when the installation has enough vertical clearance and the operator needs direct visual confirmation, easier stem inspection, and better maintenance access.
When should I use a non-rising stem gate valve?
Use a non-rising stem gate valve when the valve must fit in a compact space, underground line, valve box, pit, or area with limited overhead clearance. Confirm position-indication needs and medium cleanliness before final selection.
Is “rising stem valve” the same as “rising stem gate valve”?
No. “Rising stem valve” is broader and may refer to different valve types. This article focuses only on rising stem and non-rising stem designs in gate valves.
Conclusion
A rising stem gate valve is the stronger choice when visible position, routine inspection, and accessible maintenance are important. A non-rising stem gate valve is the stronger choice when compact installation, buried service, or limited vertical clearance is the main constraint.
The final decision should not stop at “visible stem” versus “compact design.” Check stem travel clearance, thread location, medium cleanliness, position indication, operation frequency, maintenance access, and lifecycle risk before confirming the valve construction.
Final Application Check
For project selection, NTGD Valve can support an engineering review of installation envelope, medium condition, operation frequency, position-indication requirements, and RFQ checklist details before the rising stem or non-rising stem gate valve specification is finalized.
