Author Name: Bruce Zheng
Author Role: Co-Founder and Valve Engineer at NTGD Valve
Author Bio: Bruce Zheng is Co-Founder and Valve Engineer at NTGD Valve, focusing on industrial valve selection, application, and technical content for global B2B buyers.
Last Updated: April 23, 2026
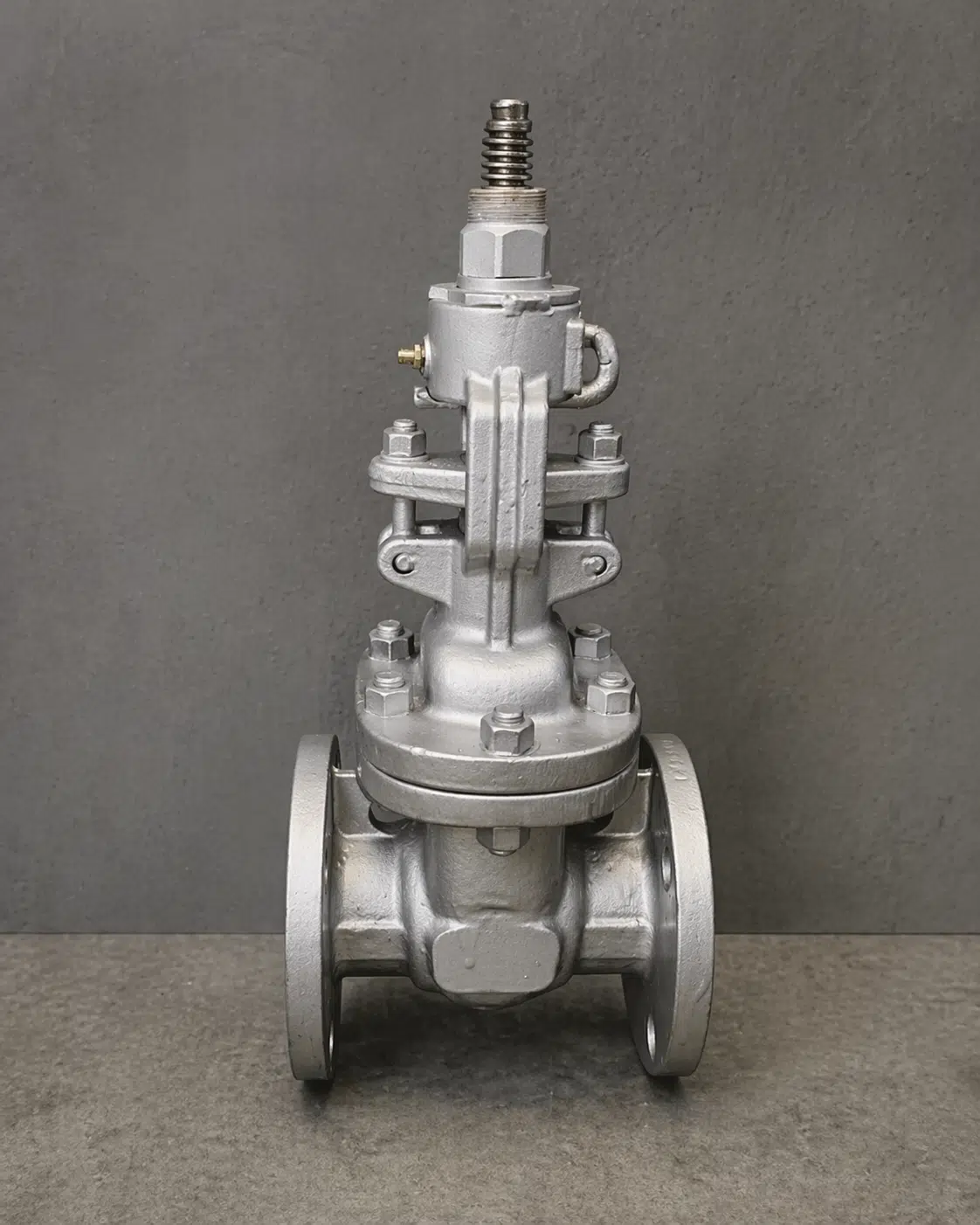
A rising stem gate valve is a gate valve in which the stem moves upward as the valve opens and downward as the valve closes. This visible stem travel gives operators a direct field indication of valve position, which is why rising stem gate valves are often used in accessible pipeline systems, utility lines, industrial shutoff points, and inspection-critical services.
The design should be understood first as an open / closed isolation valve. When fully open, the gate moves out of the flow path and provides relatively low resistance through the valve. When closed, the gate moves down against the seats to isolate the line.
The main engineering trade-off is simple: a gate valve with rising stem design gives better visible position confirmation and maintenance access, but it also needs enough vertical clearance for full stem travel. That is the key boundary when comparing it with a non-rising stem gate valve.
Engineering Summary and Selection Framing
- A rising stem gate valve is mainly used for full open / full closed isolation, not continuous throttling.
- The rising stem gives visible open / closed indication during field inspection.
- The external stem arrangement can improve access for inspection and lubrication.
- The valve needs overhead space for the stem to rise fully.
- Non-rising stem gate valves may be more practical for buried, confined, or low-headroom installations.
What Is a Rising Stem Gate Valve?
A rising stem gate valve is a gate valve that uses a threaded stem arrangement where the stem visibly travels up or down during operation. When the handwheel or actuator is operated, the stem movement lifts or lowers the gate inside the valve body.
In field operation, the stem position gives a quick visual signal:
- Stem raised: the gate is lifted and the valve is open.
- Stem lowered: the gate is seated and the valve is closed.
This makes the design useful where valve position must be checked during inspection, maintenance isolation, startup, shutdown, or emergency line isolation.
Rising Stem Design in a Gate Valve
The phrase “rising stem” describes the stem movement design, not a separate valve category by itself. A rising stem design can be used with different gate valve constructions, such as wedge gate valves or other sealing arrangements, depending on the service requirement.
The core function remains the same: the gate valve working principle is to move the gate between the open and closed positions to allow or stop flow.
Why It Is Mainly Used for Open / Closed Isolation
A gate valve is designed to work best in the fully open or fully closed position. In the fully open position, the gate is lifted out of the flow path. In the fully closed position, the gate contacts the seat area to isolate the line.
Using a gate valve in a partially open position for long-term throttling can expose the gate and seat surfaces to higher velocity, vibration, and uneven wear. Over time, that misuse can reduce shutoff reliability and make the valve less dependable as an isolation device.
For services that require frequent flow modulation, a control valve or another valve type designed for throttling is normally more suitable.
What the Visible Stem Tells Operators
The visible stem is not only a convenience feature. It changes how the valve can be verified in the field.
For above-ground pipelines, valve stations, water systems, fire protection lines, and industrial isolation points, a visible stem helps operators confirm valve position without removing covers, relying only on handwheel turns, or guessing from process behavior.
How a Rising Stem Gate Valve Works
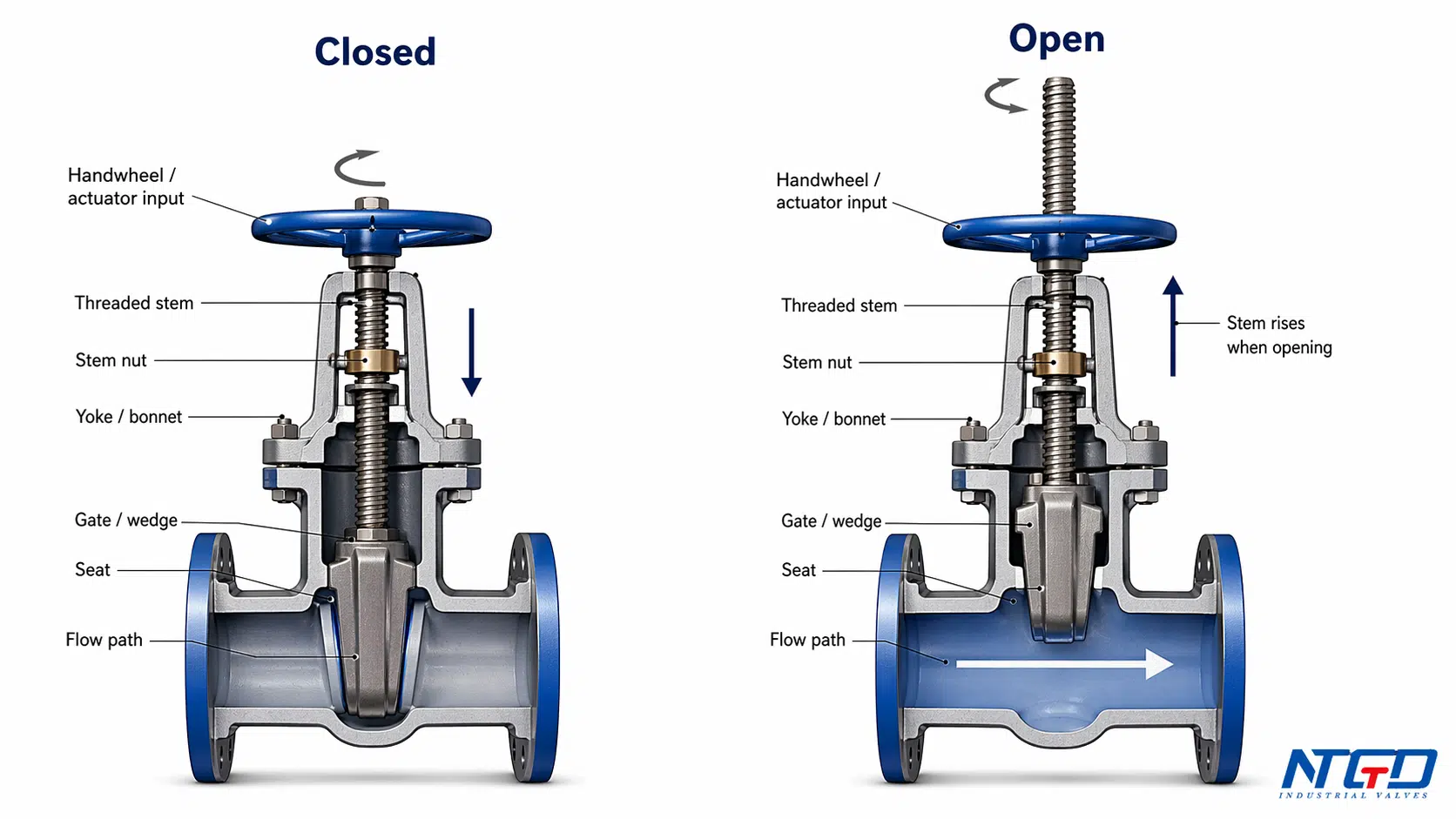
A rising stem gate valve converts rotary handwheel or actuator movement into vertical stem and gate movement. This movement opens or closes the flow path through the valve.
Main Parts of a Rising Stem Gate Valve
| Part | Function in a Rising Stem Gate Valve |
|---|---|
| Handwheel or actuator | Provides the operating force to open or close the valve. |
| Stem | Transfers motion from the operator to the gate. In a rising stem design, the stem moves visibly up or down. |
| Stem nut | Engages the threaded stem and helps convert rotary input into linear stem travel. |
| Bonnet / yoke area | Supports the stem arrangement and helps keep the operating parts aligned. |
| Gate / wedge | Moves into or out of the flow path to open or close the valve. |
| Seat | Provides the sealing contact area when the gate is closed. |
| Body | Contains the pressure boundary and flow passage. |
| Packing | Helps control leakage around the stem area. |
Together, these parts form the motion chain of the valve: the handwheel or actuator provides input, the threaded stem and stem nut convert that input into vertical travel, and the gate moves toward or away from the seat to close or open the line.
How Rotary Motion Becomes Vertical Gate Movement
When the handwheel turns, the threaded stem and stem nut arrangement converts rotation into linear movement. In many outside screw and yoke arrangements, the operating nut or yoke bushing rotates while the stem travels vertically. This helps make the stem position visible during operation.
As the valve opens, the stem rises and pulls the gate upward. As the valve closes, the stem moves downward and pushes the gate toward the seats.
This visible travel gives the rising stem valve its main field advantage: the operating position is easier to confirm.
Fully Open, Fully Closed, and Low Pressure Loss
When the valve is fully open, the gate is lifted away from the flow path. This gives a relatively clear passage through the valve and helps reduce pressure loss compared with a partially obstructed flow path.
That benefit applies to fully open isolation service. It should not be confused with precision flow control. A rising stem gate valve can allow or stop flow effectively, but it is not the right first choice for continuous throttling duty.
Key Engineering Benefits and Trade-Offs of Rising Stem Gate Valves
The value of a rising stem gate valve is not only that it “opens and closes.” Its value comes from how the stem design affects inspection, maintenance, installation space, and service reliability.
Visual Open / Closed Position Indication
The most important benefit is visible valve position.
In inspection-heavy systems, the ability to see whether the stem is raised or lowered can reduce operating mistakes. This is especially useful where multiple valves are installed close together, where isolation status must be checked before maintenance, or where a missed valve position could affect safety or process continuity.
External Thread Access for Lubrication and Inspection
In a rising stem design, the working stem area is generally more accessible from outside the valve. This can make lubrication, visual inspection, and gate valve maintenance easier than designs where the operating thread is located internally.
This matters in services where the media may be corrosive, dirty, or prone to depositing solids. Reducing direct media exposure to the operating thread can lower the risk of thread fouling, harder operation, and maintenance difficulty. The external stem still needs protection from the surrounding environment, but it is usually easier to inspect and service from the outside.
Low Flow Resistance When Fully Open
A fully open gate valve provides a relatively unobstructed flow path because the gate is lifted away from the bore. This can help reduce pressure loss in isolation lines.
The boundary is important: low pressure loss is a fully open condition. It does not mean the valve should be used as a normal regulating valve.
The Trade-Off: Exposed Stem and Required Vertical Clearance
The same rising stem that makes position visible also requires space. The installation must allow the stem to travel upward fully.
A rising stem design may be a poor fit when:
- the valve is buried underground;
- there is limited overhead clearance;
- the valve is installed under platforms, pipe racks, or covers;
- the exposed stem could be damaged by nearby equipment or external impact;
- operators cannot easily access the stem for inspection or lubrication.
For those cases, a non-rising stem design may be more practical.
Rising Stem vs Non-Rising Stem Gate Valve: Key Engineering Differences
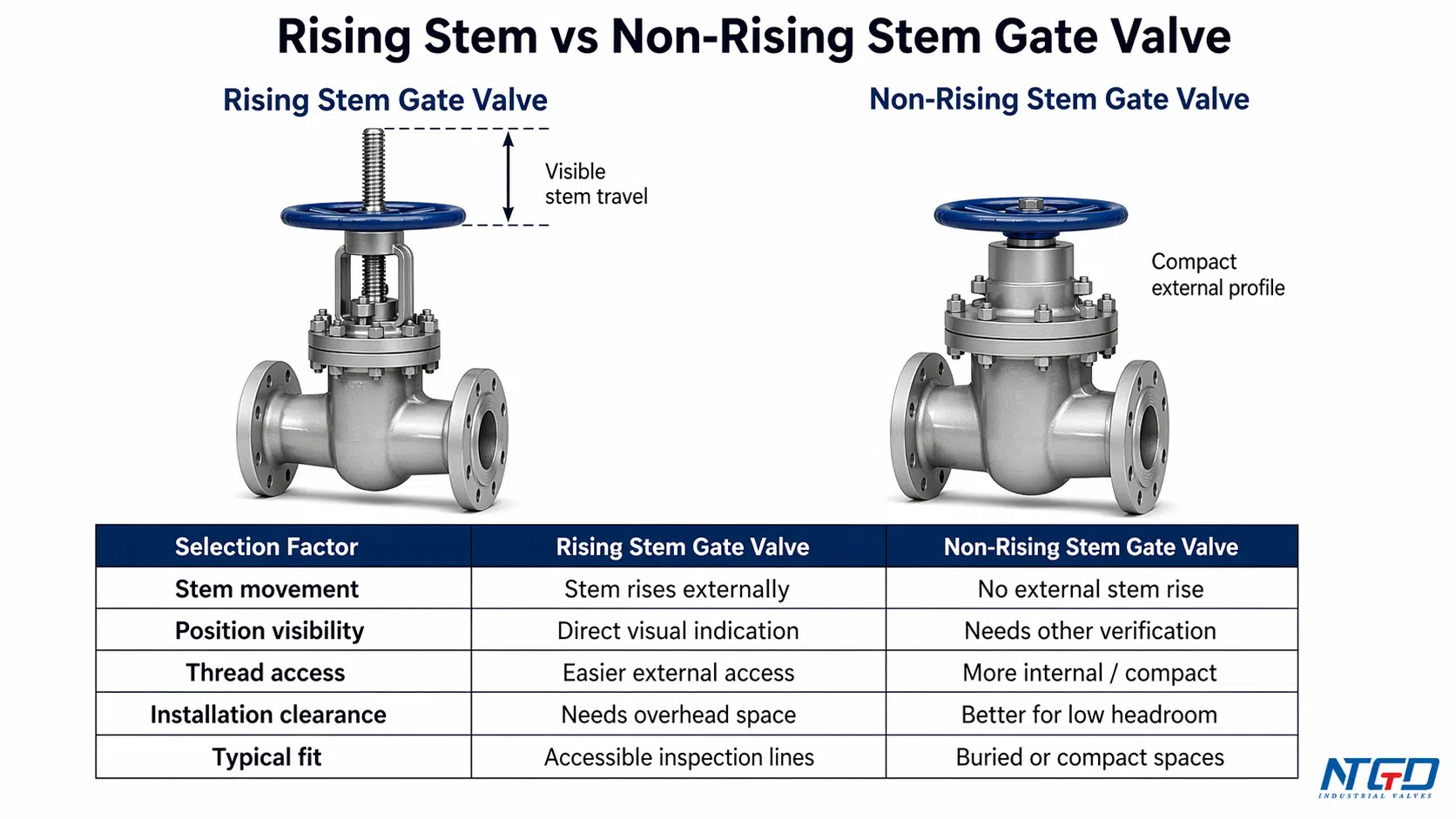
The difference between a rising stem vs non-rising stem gate valve is not only the direction of stem movement. It affects field visibility, installation space, thread exposure, maintenance access, and application fit.
| Selection Factor | Rising Stem Gate Valve | Non-Rising Stem Gate Valve |
|---|---|---|
| Stem movement | Stem moves up as the valve opens and down as it closes. | Stem does not rise externally; movement is contained within the valve arrangement. |
| Position visibility | Open / closed status is easier to confirm visually from stem travel. | Position may not be visible from the outside without an indicator or another verification method. |
| Thread exposure | Operating thread is generally more accessible and less directly exposed to process media. | Threaded working area may be internal depending on design and may be harder to inspect directly. |
| Maintenance access | Easier access for lubrication, visual inspection, and routine checking. | More compact, but inspection or lubrication of internal working areas may be less direct. |
| Corrosion / debris concern | External parts still need environmental protection, but the operating thread is easier to maintain. | Dirty or corrosive service may increase the risk of harder operation, higher torque, or thread wear if the design is not suitable. |
| Installation space | Requires vertical clearance for full stem travel. | Better where overhead space is limited. |
| Typical installation fit | Above-ground, accessible, inspection-required lines. | Underground, buried, compact, or low-headroom installations. |
Stem Movement and Position Visibility
A rising stem valve provides direct visual feedback. When the stem is up, the valve is open. When the stem is down, the valve is closed.
A non-rising stem valve saves space, but the external stem does not travel upward. This makes compact installation easier, but field position confirmation may require a separate indicator, operating record, or other verification method.
External Thread vs Internal Thread Exposure
The stem thread location affects maintenance. A rising stem arrangement keeps the operating thread more accessible. This supports lubrication and inspection.
A non-rising stem arrangement is compact, but internal threaded areas may be closer to the process media. In dirty, corrosive, or debris-laden service, that can increase the risk of harder operation, thread wear, or higher operating torque if the design and materials are not suitable.
Installation Height: Above-Ground vs Underground or Confined Space
Rising stem valves fit best where there is room above the valve. Above-ground pipe galleries, accessible valve stations, industrial isolation lines, and inspection routes are common examples.
Non-rising stem valves are often more suitable where the valve is buried, located in a pit, or installed in a confined area with limited clearance.
When a Non-Rising Stem Design May Be More Suitable
A non-rising stem gate valve may be the better direction when:
- overhead clearance is limited;
- the valve is installed underground;
- external stem exposure creates damage risk;
- visual position indication is not required;
- compact installation is more important than external thread access.
This does not make one design universally better. The correct choice depends on inspection needs, available space, media condition, and maintenance access.
Service, Construction, and Application Fit
A rising stem gate valve should not be selected only because the visible stem is convenient. The service conditions, installation environment, and gate/seat construction also matter.
Rising Stem Design vs Wedge / Seat Construction
“Rising stem” describes how the stem moves. It does not describe the gate or seat design.
A rising stem gate valve may be combined with different gate and seat constructions depending on pressure, temperature, shutoff requirement, and media condition.
| Design Question | What It Means | Why It Matters |
|---|---|---|
| Rising stem or non-rising stem? | Stem movement and position visibility. | Affects inspection, maintenance access, and vertical clearance. |
| Wedge gate or other gate design? | Gate shape and seating method. | Affects sealing behavior, operating load, and service fit. |
| Metal seated or resilient seated? | Seat material and sealing surface. | Affects leakage tolerance, temperature range, and media compatibility. |
| Body and trim materials | Pressure boundary and wetted components. | Affects corrosion resistance, strength, and durability. |
Rising Stem Wedge Gate Valves and Related Construction Boundaries
Rising stem wedge gate valves combine a rising stem operating arrangement with a wedge-type gate. The rising stem helps show valve position, while the wedge and seat design determine how the valve closes against the seats.
This distinction matters because a user may search for “rising stem wedge gate valves” but actually need to confirm two separate issues:
- whether the rising stem design supports inspection, maintenance access, and available vertical clearance;
- whether the wedge / seat construction matches the pressure, temperature, media condition, and sealing requirement.
The article should not treat all rising stem gate valves as the same product. The stem design, wedge design, seat material, body material, packing, and service conditions must be checked together.
Material and Service Considerations
Gate valve material selection should support the actual service conditions rather than become a generic material list.
Key service checks include:
- Corrosive media: confirm body, trim, stem, seat, packing, and material compatibility. A rising stem arrangement may reduce direct media exposure to the operating thread, but wetted components still need material compatibility.
- Dirty or debris-laden media: consider whether deposits could affect seat contact, gate movement, or operating torque. Stem design helps maintenance access, but it does not eliminate sealing risks caused by solids.
- High-temperature service: confirm seat, packing, body, and trim suitability before selection. Do not treat stem design alone as proof of high-temperature suitability.
- Water and wastewater systems: consider accessibility, corrosion exposure, coating, and maintenance needs. Visible position can support routine inspection where valves are operated or checked frequently.
- Steam or high-pressure service: confirm pressure-temperature rating, material, testing requirements, and valve design standard before specifying.
Where Rising Stem Gate Valves Fit Best
| Application Condition | Rising Stem Fit | Engineering Reason |
|---|---|---|
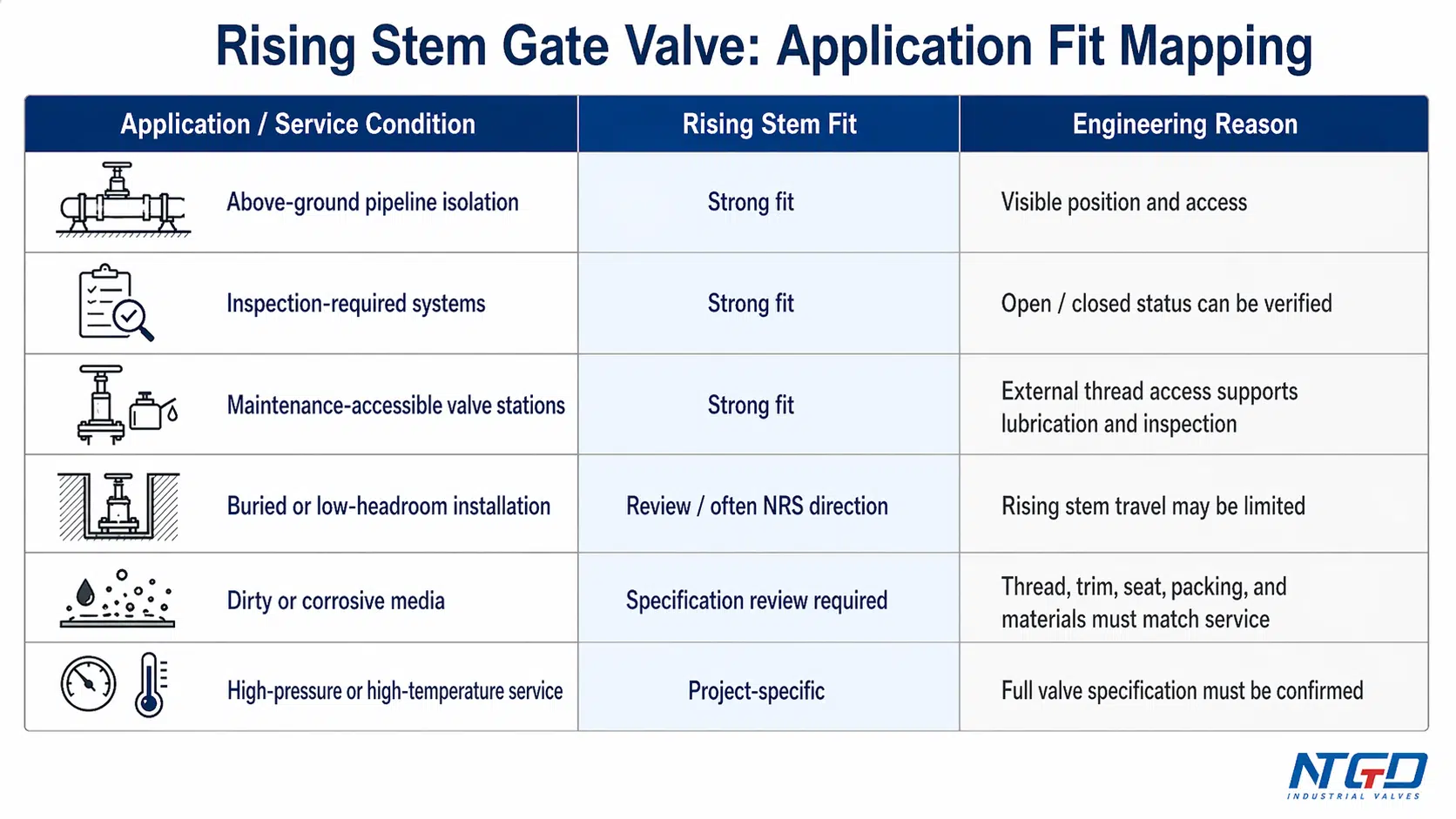
| Above-ground pipeline isolation | Strong fit | Stem position is visible and accessible. |
| Inspection-required systems | Strong fit | Operators can verify open / closed position quickly. |
| Maintenance-accessible valve stations | Strong fit | External thread access supports lubrication and inspection. |
| Water and wastewater shutoff lines | Good fit when properly specified | Visible position and maintainability can support routine operation. |
| Industrial process isolation | Good fit when used for full open / full closed duty | Low resistance in fully open position supports isolation service. |
| High-pressure or high-temperature service | Project-specific | Must be confirmed by valve design, material, seat, packing, and applicable standard. |
Where They Require Caution
A rising stem gate valve needs additional review when:
- installation height is limited;
- the valve will be buried or installed in a pit;
- the stem could be exposed to external damage, which may affect operation or inspection reliability;
- the service contains abrasive solids that may affect guide surfaces, seat contact, or sealing performance;
- the valve may be used for throttling rather than isolation, which is a common misuse of gate valves;
- pressure, temperature, or media conditions require a specific body, trim, seat, or packing selection.
What Happens When the Wrong Stem Design Is Selected?
Wrong valve selection usually does not fail as a single dramatic event. It often creates installation problems, maintenance difficulty, inspection uncertainty, or premature wear.
| Wrong Selection Pattern | What Can Happen | Why It Matters |
|---|---|---|
| Rising stem selected without enough overhead clearance | Stem travel may be blocked before the valve fully opens. | The valve may fail to reach the required operating position, limiting isolation reliability. |
| Non-rising stem selected where visual confirmation is required | Operators cannot easily confirm open / closed status from stem position. | Inspection uncertainty can affect maintenance coordination and field safety checks. |
| Internal threaded design used in dirty or corrosive service without suitable design protection | Thread wear, corrosion, or debris buildup may make operation harder. | Higher operating torque and maintenance effort can increase lifecycle burden. |
| Rising stem installed where the exposed stem can be damaged | Stem movement may be affected by external impact or contamination. | The valve may become difficult to operate or require unplanned maintenance. |
| Gate valve used for throttling duty | Seat and gate surfaces may experience erosion, vibration, or uneven wear. | The valve may lose reliable shutoff performance over time. |
| Application judged only by industry name | Service details may be missed. | “Water,” “chemical,” or “power” service can still require different materials, seats, and constructions. |
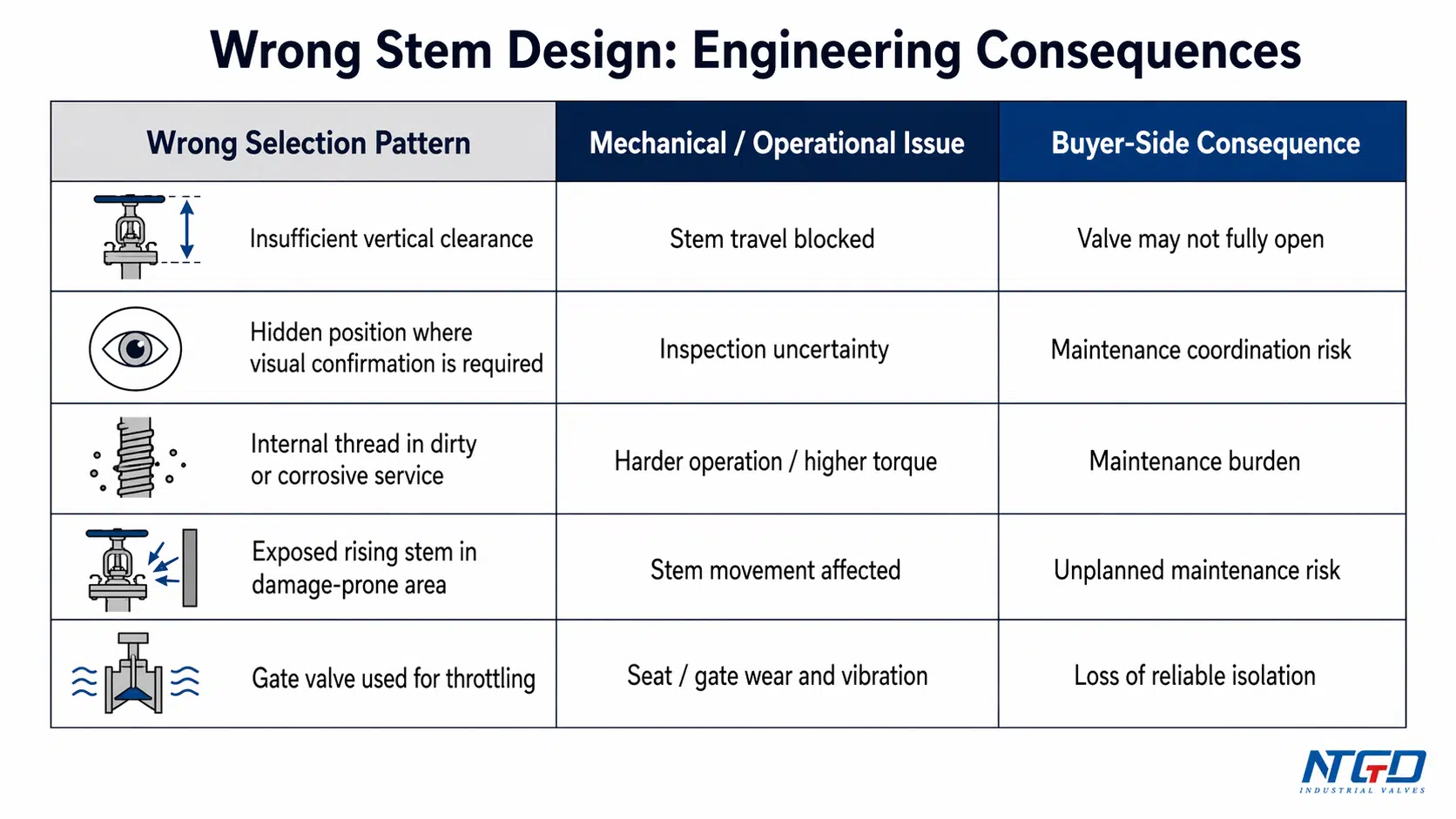
A good selection process should therefore check both the stem design and the actual service conditions. The stem design affects operation and maintenance; the valve construction affects sealing, pressure-temperature suitability, and service life.
Final Fit-Check Before Selecting a Rising Stem Gate Valve
Before selecting a rising stem gate valve, use this fit-check alongside a broader gate valve selection guide to confirm whether the design matches the application.
| Fit-Check Question | Why It Matters | Selection Direction |
|---|---|---|
| Do operators need visual confirmation of open / closed position? | Rising stem travel gives direct field indication. | Prefer rising stem for accessible inspection points and field verification. |
| Is there enough vertical clearance for full stem travel? | The stem must rise without obstruction. | If clearance is limited, review a non-rising stem design or installation layout change. |
| Will the valve be installed above ground and remain accessible? | External inspection and lubrication require access. | Rising stem is a strong fit when inspection and maintenance access are available. |
| Is the valve buried or installed in a low-headroom space? | Rising stem travel may not be practical. | Non-rising stem is often more practical in buried, pit, or compact installations. |
| Is the media corrosive, dirty, or debris-laden? | Thread exposure, seat construction, and material selection become critical. | Verify stem design, trim, seat, packing, and maintenance access together. |
| Is the valve expected to throttle flow? | Gate valves are not intended for long-term precision throttling. | Consider a valve type designed for regulation. |
| Are pressure-temperature rating, material, and testing requirements confirmed? | Stem design alone does not define service suitability. | Confirm the full valve specification before purchase or inquiry. |
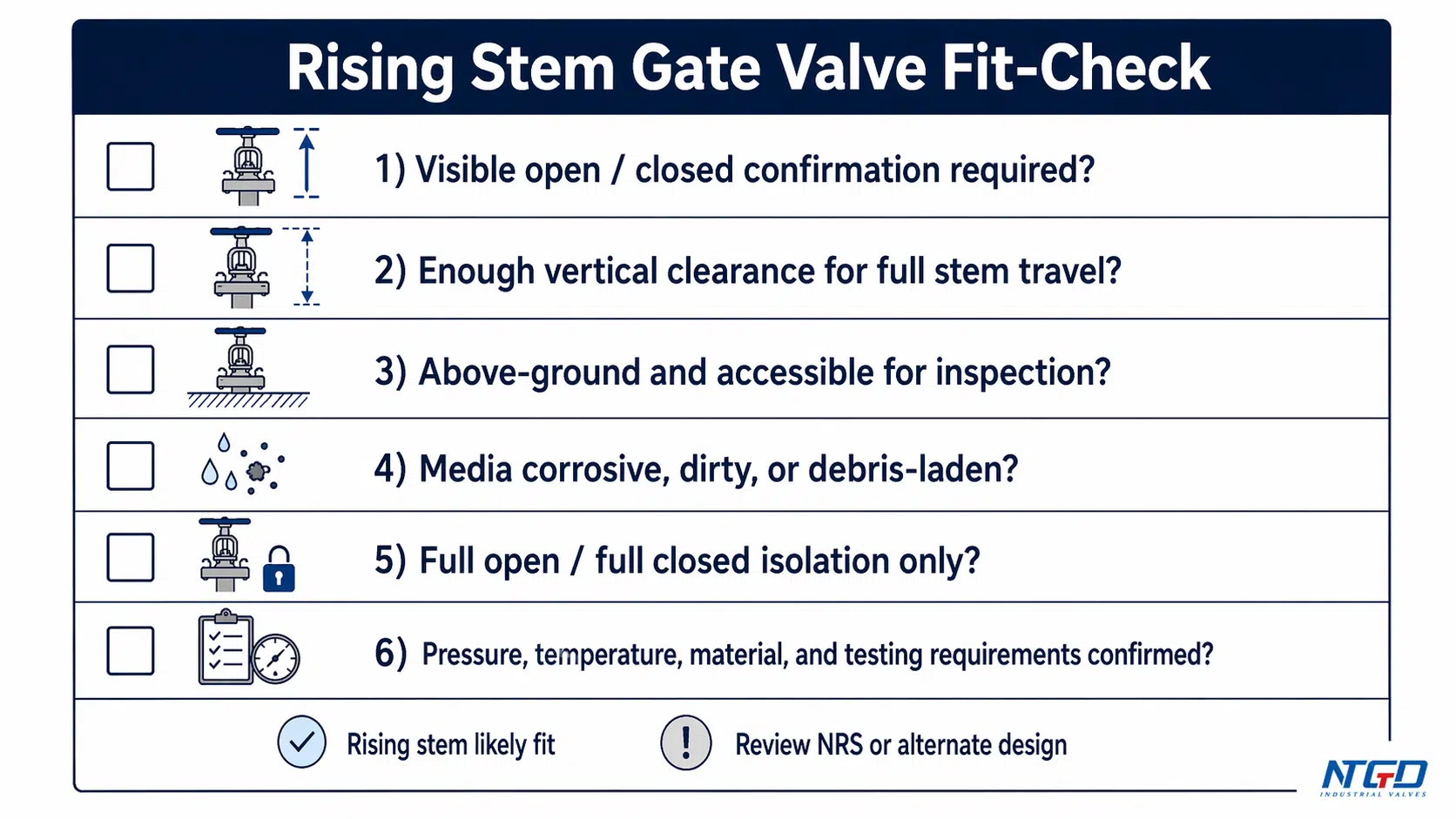
The best use of a rising stem gate valve is not simply “where a strong valve is needed.” It is where visible position, maintenance access, and isolation service match the installation environment.
FAQ
What is the difference between a rising stem and non-rising stem gate valve?
The practical difference is the trade-off between visible position and installation space. A rising stem gate valve shows open / closed status through stem travel, which helps inspection and maintenance. A non-rising stem gate valve saves vertical space, which makes it more suitable for buried, compact, or low-headroom installations.
How can you tell if a rising stem gate valve is open or closed?
In most rising stem gate valves, a raised stem indicates that the valve is open, while a lowered stem indicates that the valve is closed. Operators should still follow the project’s operating procedure and confirm the specific valve design.
What does OS&Y gate valve mean?
OS&Y gate valve means outside screw and yoke. It is commonly associated with rising stem gate valve construction because the threaded operating arrangement and stem movement are visible outside the valve body. This helps field personnel confirm valve position and inspect the operating stem. In fire protection or utility systems, the applicable project or system standard should still be checked separately.
What do NRS valve and RS valve mean?
NRS usually means non-rising stem. RS may be used as shorthand for rising stem or rising stem valve, depending on the context. In a non-rising stem gate valve, the stem does not visibly move upward as the valve opens, while a rising stem gate valve shows valve position through visible stem travel. NRS designs are compact and may suit underground, buried, or low-clearance installations.
Does a rising stem gate valve need more installation space?
Yes. A rising stem gate valve requires vertical clearance above the valve because the stem travels upward during opening. This should be checked before selection, especially under platforms, in pits, near pipe racks, or inside compact equipment spaces.
Is a rising stem gate valve suitable for underground installation?
A rising stem gate valve is usually less convenient for buried or underground installation because the stem needs vertical travel and inspection access. A non-rising stem design is often more practical in underground, pit, or space-limited locations.
What is a rising stem wedge gate valve?
A rising stem wedge gate valve combines a rising stem operating design with a wedge-type gate. The rising stem controls visible stem movement and position indication. The wedge and seat construction affect shutoff behavior, operating load, and service suitability.
Can a rising stem gate valve be used for throttling?
It should not be selected for continuous precision throttling. A gate valve is mainly designed for fully open or fully closed isolation. Short-term positioning during operation is different from continuous regulation; long-term partial opening can increase gate and seat wear, vibration, and loss of shutoff reliability.
Conclusion
A rising stem gate valve is best understood as an isolation valve with a visible operating stem. Its main value is clear open / closed indication, accessible stem maintenance, and relatively low flow resistance when fully open.
The main trade-off is installation space. If the valve is above ground, easy to inspect, and used for full open / full closed duty, a rising stem gate valve can be a strong fit. If the valve is buried, installed in a confined space, or does not require visual position confirmation, a non-rising stem design may be more practical.
Final selection should match the project’s visible position requirement, maintenance access, installation clearance, media condition, pressure, temperature, material, seat construction, and full valve specification.
Final Application Check
If you are selecting a rising stem gate valve for a project, NTGD Valve can support an application check based on your media, pressure, temperature, installation clearance, operation requirements, position visibility needs, material preference, and stem design direction before specification or inquiry.
