Author Name: Bruce Zheng
Author Role: Co-Founder and Valve Engineer at NTGD Valve
Author Bio: Bruce Zheng is Co-Founder and Valve Engineer at NTGD Valve, focusing on industrial valve selection, application, and technical content for global B2B buyers.
Last Updated: May 7, 2026
Slurry service exposes valves to problems that clean-liquid valves do not face. Suspended solids change how a valve wears, seals, opens, closes, and survives after repeated operation. A valve that works well in water or light chemical service can lose shutoff, jam, or require frequent maintenance when the same line carries abrasive, corrosive, dense, settling, or scaling slurry.
That is why the best valve for slurry applications is not chosen by valve name alone. A knife gate valve, pinch valve, slurry ball valve, butterfly valve, and check valve can all be useful, but the correct choice depends on duty, slurry condition, and the contact surfaces exposed to solids.
A practical slurry valve selection should start with three decision points:
- Define the duty first: isolation, flow control, and backflow prevention lead to different valve routes.
- Match the slurry condition: abrasive, corrosive, high-solids, viscous, or scaling slurry changes the seat, sleeve, liner, coating, and body requirements.
- Identify the wear path: the part that touches the solids—seat, sleeve, ball, disc, liner, coating, or body—usually decides lifecycle risk.
The sections below compare common slurry valve types and explain where each one fits, where it becomes risky, and what data should be checked before final selection.
What Makes Slurry Applications Difficult for Valves?
What is slurry?
Slurry is a fluid mixture that contains solid particles suspended in a liquid. The liquid may be water, process fluid, chemical solution, wastewater, or another carrier medium. The solids may come from mining, wastewater, pulp, food processing, chemical handling, ash handling, or other industrial processes.
For valve selection, the critical issue is not only what the particles are called. Particle size, hardness, concentration, shape, settling tendency, and liquid-phase chemistry determine how the valve wears and how reliable the shutoff will be.
A clean-liquid valve mainly needs to handle pressure, temperature, flow, and chemical compatibility. A slurry valve must handle those conditions plus the mechanical effect of suspended solids.
What is a slurry valve?
A slurry valve is a valve selected or designed to handle liquid-solid media. It may be used to isolate a pipeline, regulate flow, prevent reverse flow, or protect equipment from unwanted slurry movement.
The difference is not only the valve type. It is the design route. A slurry valve may need:
- Wider or cleaner flow passages to reduce plugging
- Wear-resistant seats, sleeves, liners, or coatings
- Materials compatible with corrosive liquid phases
- Replaceable wear parts for abrasive service
- A sealing design that does not trap solids in critical areas
- Enough pressure and temperature capacity for the actual service
Why solids, abrasion, corrosion, and settling change valve selection
Slurry damages valves in several ways. Abrasive particles can erode seats, discs, balls, sleeves, and sealing surfaces. Solids can settle in cavities and prevent complete closure. Corrosive liquid phases can attack the body, trim, liner, or coating. Dense slurry may increase operating torque or cause jamming if the valve has narrow internal passages.
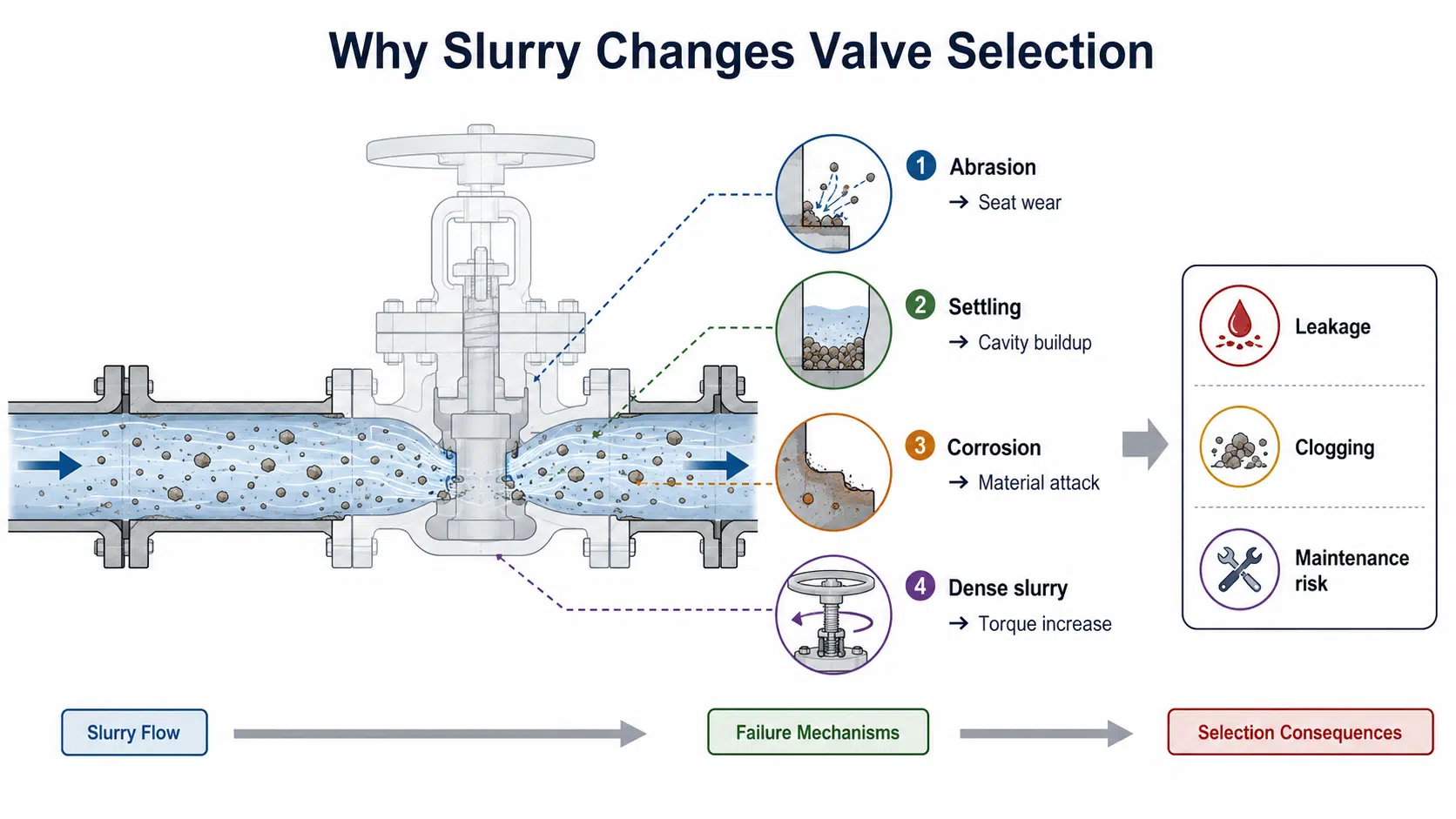
These mechanisms directly change the selection decision. Solids settling in body cavities can turn a nominally closed valve into a leakage path. Abrasion at the seat or sleeve can shorten shutoff life and increase maintenance frequency. Dense slurry that raises operating torque may overload manual operation or actuator sizing if the valve is not selected for solids exposure.
This is why service condition-based valve selection must consider the whole slurry condition, not only nominal pipe size or pressure class.
Slurry Valve Selection Matrix: Which Valve Type Fits Which Service?
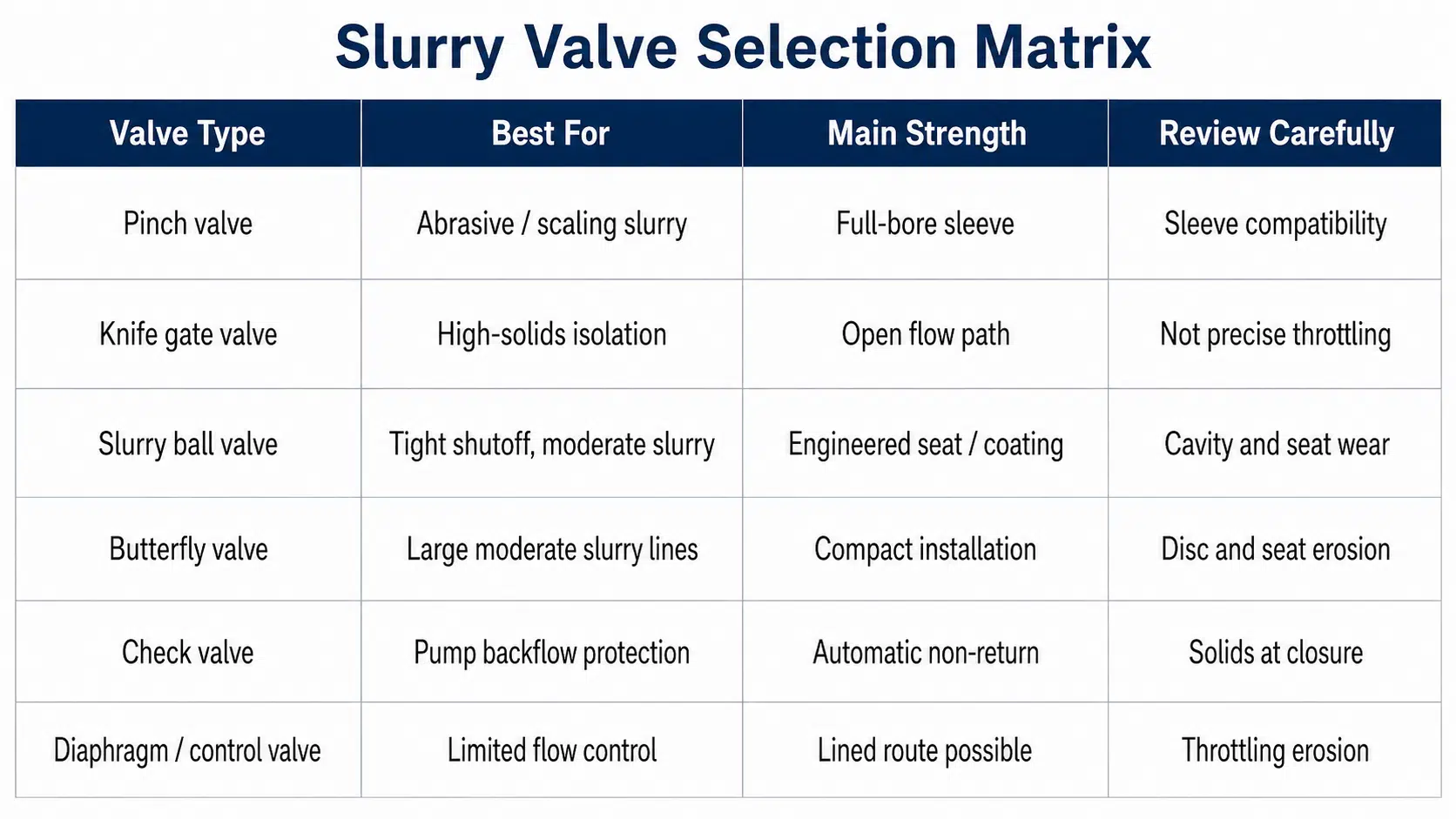
The table below gives a practical first-pass comparison. Use the matrix by matching the slurry condition first, then excluding valve types whose limitation column matches the failure risk in the line. It should not replace engineering review, but it helps narrow the selection before checking material, pressure, temperature, particle size, flow duty, and maintenance requirements.
| Valve Type | Best For | Main Strength | Limitation / Avoid When |
|---|---|---|---|
| Pinch valve | Abrasive, scaling, or solids-laden slurry | Full-bore sleeve route reduces rigid metal contact and helps limit dead-zone accumulation | Avoid when sleeve material is incompatible with slurry chemistry, temperature, pressure, or cycling demand |
| Knife gate valve | High-solids slurry isolation, sludge, pulp, tailings, wastewater slurry | Open flow path with slurry-tolerant gate, seat, or sleeve design supports high-solids isolation | Not ideal for precise throttling; seat, sleeve, and gate wear must be maintainable |
| Slurry ball valve | Tight shutoff in moderate slurry or engineered severe-service isolation | Engineered seat, coating, full-port, or cavity-control design can support tight shutoff under controlled slurry conditions | Standard ball valves may suffer seat wear, cavity buildup, clogging, torque increase, or erosion |
| Butterfly valve | Large-size lines, moderate slurry, space-limited installations | Compact installation reduces size, weight, and structural load in large-diameter moderate slurry lines | Disc remains in the flow path; severe abrasive slurry can damage disc edges, seats, or liners |
| Check valve | Pump discharge and reverse-flow prevention | Automatic non-return operation protects pumps and downstream equipment from reverse flow | Solids can interfere with closure or prevent clean seat contact if the design is not slurry-suitable |
| Diaphragm / control valve | Limited slurry flow-control duties or selected corrosive services | Can support certain lined or isolated flow-control routes when trim and liner are reviewed | Throttling abrasive slurry requires reviewed trim, liner, velocity path, and erosion control |
For abrasive slurry, pinch valves and slurry knife gate valves are usually the first valve routes to review for isolation or solids-heavy duty. A slurry-engineered ball valve becomes a candidate when the slurry is moderate enough for the seat, coating, cavity, and particle-loading limits, and when tight shutoff or quarter-turn operation is required. A slurry check valve serves a different role: it protects against reverse flow rather than acting as the main isolation valve.
Main Valve Types for Slurry Applications
Pinch Valves for Abrasive or Scaling Slurry
A pinch valve controls flow by compressing an elastomer sleeve. In slurry service, the sleeve is the main contact surface, so the valve body and many internal metal parts are protected from direct slurry contact.
Pinch valves are strong candidates for abrasive, scaling, or buildup-prone slurry because the flow path can be full-bore and relatively free of cavities. This helps reduce areas where solids can settle. The sleeve route reduces rigid metal sealing contact, but sleeve compatibility becomes the maintenance boundary.
Pinch valves are not universal. The sleeve material must match the slurry chemistry, temperature, pressure, and cycling frequency. In abrasive slurry, the sleeve is a wear part and should be treated as part of the maintenance plan.
Best fit: abrasive slurry, scaling slurry, sludge, tailings, and services where a full-bore path is valuable.
Review carefully: high temperature, high pressure, incompatible chemicals, or very frequent cycling beyond sleeve capability.
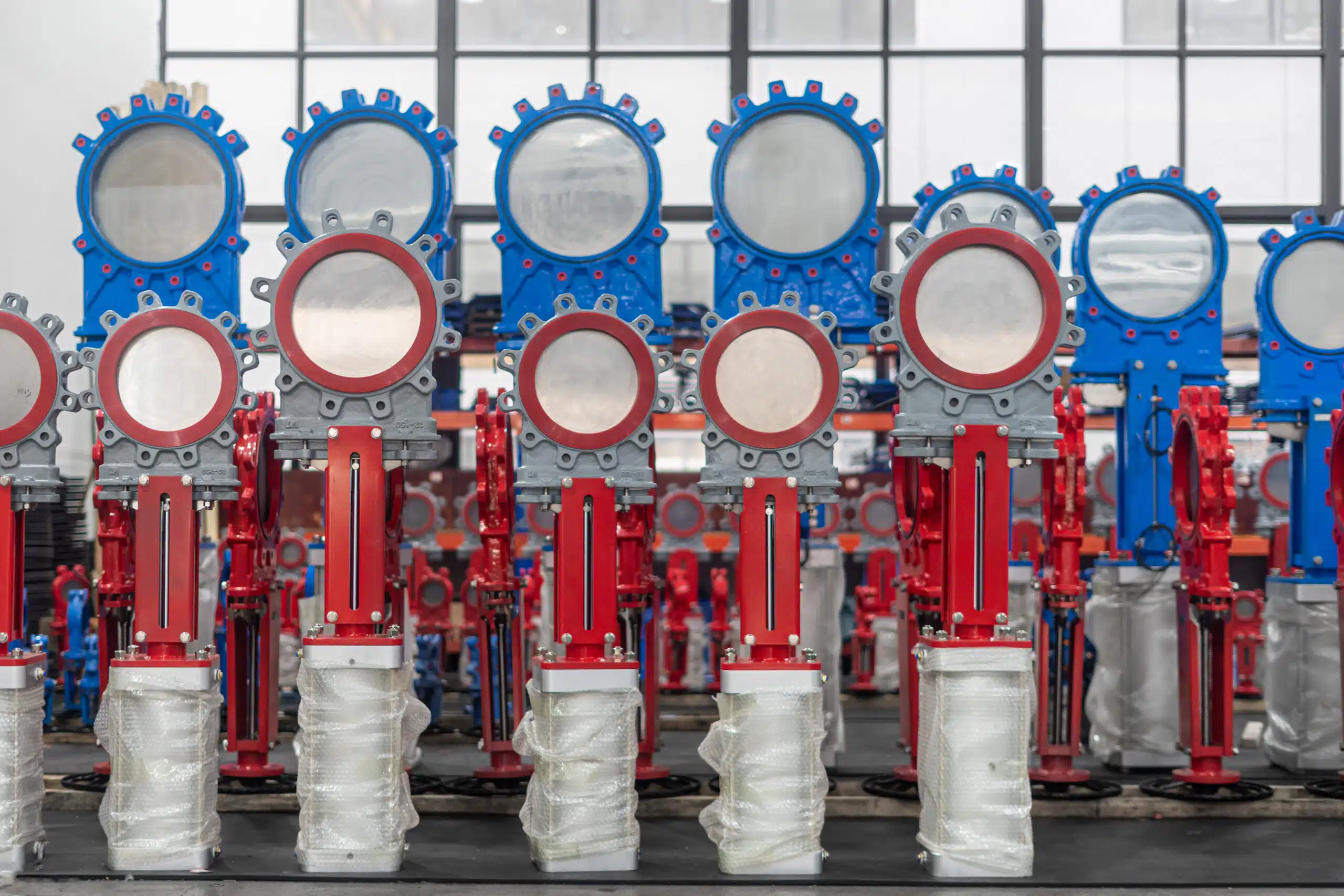
Knife Gate Valves for High-Solids Slurry Isolation
A knife gate valve uses linear motion to move a gate into or out of the flow path. In slurry service, its value is not simply that the gate is “knife-shaped.” The more important points are the flow path, seat or sleeve design, cavity control, and replaceable wear parts.
For high-solids slurry, a slurry knife gate valve can provide robust isolation when the design allows solids to pass through without excessive accumulation. Full-port or open-flow designs reduce restriction. Sleeve or seat arrangements help protect shutoff performance and allow worn components to be replaced.
Knife gate valves are commonly considered for wastewater sludge, pulp, mining slurry, tailings, and other high-solids isolation duties. Their value is cavity control and sleeve or seat wear management, not simply cutting solids. They are less suitable for precise throttling because partially open operation can expose the gate and seat area to concentrated erosion.
Best fit: high-solids slurry isolation and on/off service.
Review carefully: continuous throttling, high-cycle modulating service, or services where seat/sleeve wear cannot be maintained.
Butterfly Valves for Large-Size or Moderate Slurry Lines
A butterfly valve is a quarter-turn valve that uses a disc to open, close, or restrict flow. It is compact and lighter than many other valve types, which makes it attractive for large-size pipelines or limited-space installations.
In slurry service, the main concern is that the disc remains in the flow path. Abrasive particles can strike the disc edge, seat, and liner. A standard butterfly valve that performs well in clean water may wear quickly in abrasive slurry if the seat, disc, and liner are not selected for the service.
A slurry butterfly valve may be suitable in moderate slurry, lower solids loading, or large-diameter lines where compact design is important. Disc-in-flow-path exposure makes particle velocity and seat material decisive. It should not be treated as the default choice for severe abrasive slurry.
Best fit: large pipelines, moderate slurry, lower solids concentration, compact installation.
Review carefully: heavy abrasive slurry, large hard particles, or severe erosion zones.
Check Valves for Slurry Pump Backflow Protection
A slurry check valve prevents reverse flow. It is also called a non-return valve or one-way valve. Unlike manual isolation valves, a check valve operates automatically when flow pressure changes.
In slurry systems, check valves are often used near pump discharge lines or where reverse flow could damage pumps, disturb process stability, or cause pipeline problems. When the pump starts, flow pressure opens the valve. When flow stops or reverses, the closing element returns to prevent backflow.
The challenge is that slurry solids can affect closing action and seat sealing. Closure reliability depends on whether solids can lodge at the seat or moving element. The valve should be selected with attention to solids size, closing speed, seat design, and the risk of particles jamming the moving element.
Best fit: backflow prevention and pump protection.
Review carefully: using it as the main shutoff valve or selecting a clean-liquid check valve without slurry review.
Diaphragm or Control Valves for Limited Flow-Control Duties
Some slurry systems require flow regulation rather than simple on/off isolation. In those cases, valve selection becomes more sensitive because throttling can increase local velocity and accelerate erosion.
Diaphragm valves or specially designed slurry control valves may be used in selected corrosive or moderate slurry services. However, control duty should not be confused with isolation duty. A valve that is acceptable fully open or fully closed may fail quickly when held partially open in abrasive slurry.
Partial opening can concentrate velocity across a smaller flow area, so control duty must be reviewed separately from isolation duty.
Best fit: selected flow-control services where design, trim, lining, and erosion risk are reviewed.
Review carefully: severe abrasive throttling with standard ball, butterfly, or knife gate designs.
Slurry Ball Valve: When It Works and When It Fails
A slurry ball valve deserves a separate discussion because a standard ball valve and a slurry-engineered ball valve are not the same thing.
A ball valve uses a drilled ball that rotates 90 degrees to open or close the flow path. This gives fast operation and a relatively straight bore when open. In clean service, the advantages are simple: quick quarter-turn operation, compact design, tight shutoff, and low pressure drop.
In slurry service, those advantages only hold when the valve design matches the solids and operating duty. A clean-liquid ball valve should not be treated as a slurry ball valve just because it has the same valve type name.
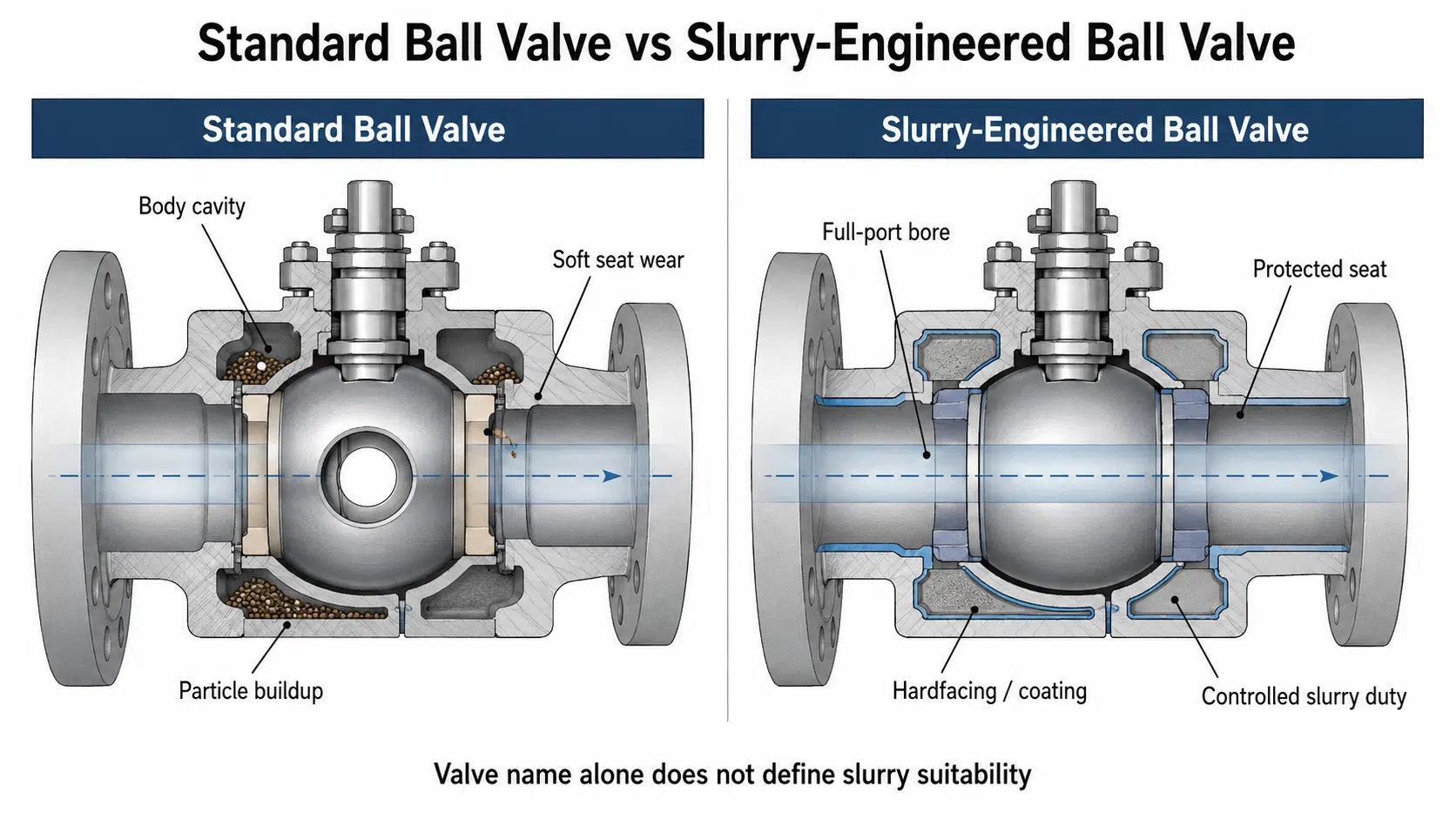
Standard ball valve vs slurry-engineered ball valve
| Feature | Standard Ball Valve | Slurry-Engineered Ball Valve |
|---|---|---|
| Primary design assumption | Clean or relatively clean fluid | Solids-bearing, abrasive, or erosive service |
| Seat concern | Soft seats may wear or trap particles | Seats may be metal, hardened, protected, or designed for severe service |
| Cavity risk | Body cavities can collect solids and prevent clean closure | Full-port design, reduced cavity exposure, protected seat pockets, or cavity-control features may be used depending on design |
| Surface protection | Often limited for abrasive service | Hardfacing, coating, hardened trim, liner, or wear-resistant seat route may be used |
| Best use | General isolation in clean or mild service | Tight shutoff isolation in moderate abrasive slurry, controlled particle loading, or high-pressure slurry lines where quarter-turn operation is required |
| Main risk in slurry | Seat wear, cavity solids accumulation, clogging, torque increase, and loss of shutoff in abrasive or high-solids slurry | Still requires correct particle, pressure, temperature, duty, and maintenance review |
Where slurry ball valves can work well
A slurry ball valve can be suitable when the service requires quick isolation, tight shutoff, and low pressure drop, and when the slurry is within the valve’s design limits. Moderate slurry, smaller or controlled particle loading, high-pressure isolation, or services requiring a robust quarter-turn valve may justify a slurry-engineered ball valve.
A good slurry ball valve selection should check:
- Whether the valve uses a full-port or reduced-port ball valve design
- Whether solids can collect in cavities
- Whether the ball valve seat material can handle abrasion
- Whether the ball or seat surfaces need hardfacing or coating
- Whether the valve is used for isolation or throttling
- Whether the operating torque remains manageable after exposure to solids
When ball valves are risky in slurry service
Ball valves become risky when abrasive solids damage the seat, when particles settle in the body cavity, or when the valve is used for continuous throttling. A partially open ball valve can concentrate slurry velocity through a smaller opening and increase solid-particle erosion of the ball valve sealing surface, especially at the seat, ball edge, or downstream pipe wall. This is especially important for V-port or control-style ball valves in slurry service.
In severe abrasive slurry, this can convert a tight-shutoff valve into a leakage path and increase unplanned maintenance risk. For heavy abrasive slurry, large hard particles, dense tailings, or high-solids applications, pinch valves or knife gate valves may be safer first-review options. Ball valves should not be described as the best valve for every slurry application.
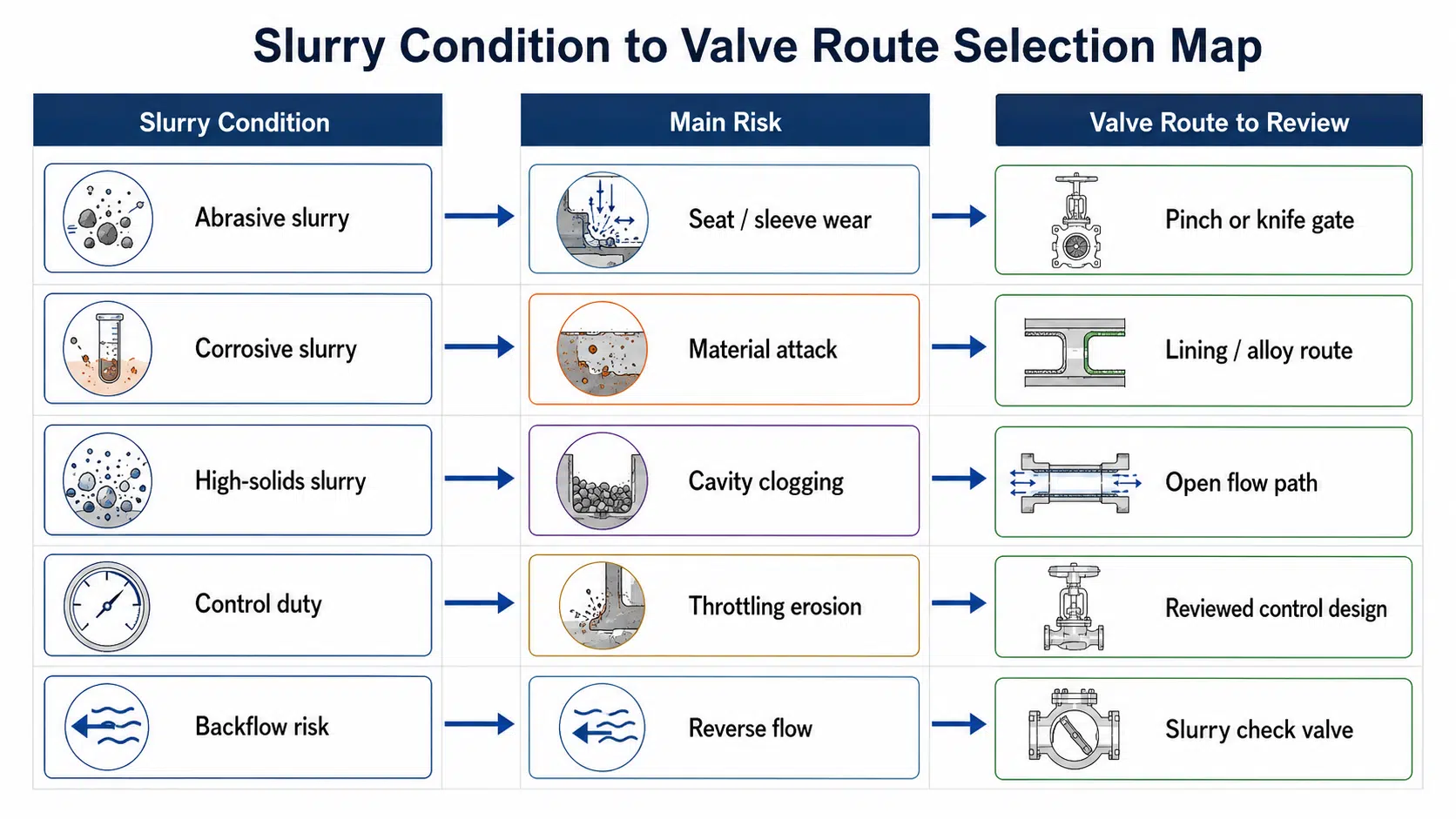
How to Choose Valves for Abrasive, Corrosive, and High-Solids Slurry
Slurry valve selection becomes clearer when the slurry condition is matched to the valve duty. The same slurry line may need one valve for isolation, another for control, and another for backflow prevention.
Abrasive slurry: wear, erosion, and seat damage
Abrasive slurry contains solids that can remove material from sealing surfaces, trim, sleeves, discs, balls, and liners. The harder and larger the particles are, the more severe the wear path becomes.
For abrasive slurry, the best valve type depends on the duty:
| Duty | Valve Types Often Considered | Main Reason |
|---|---|---|
| On/off isolation with high solids | Knife gate valve, pinch valve | Open or full-bore route reduces dead-zone risk, while replaceable sleeve or seat designs help manage abrasive wear |
| Scaling or buildup-prone slurry | Pinch valve | Elastomer sleeve and full-bore flow path reduce rigid cavity accumulation and metal seat exposure |
| Tight shutoff in moderate slurry | Slurry-engineered ball valve | Works only when particle loading, seat protection, coating route, and cavity risk are controlled |
| Backflow prevention | Slurry check valve | Prevents reverse flow, but the design must avoid solids interfering with closure or seat contact |
| Large moderate slurry line | Butterfly valve | Compact line duty can be acceptable when disc, seat, and liner erosion are within service limits |
Selecting a clean-liquid valve for severe abrasive slurry can shift the failure point to the seat, sleeve, disc edge, ball edge, or liner. Once the sealing surface wears, the valve may still operate mechanically but no longer shut off reliably.
Corrosive slurry: material compatibility and lining route
Corrosive slurry combines chemical or electrochemical attack with particle wear. A valve body material that resists corrosion may still fail if the seat, sleeve, coating, liner, or trim is not compatible.
For corrosive slurry, selection should review:
- Body and trim material
- Seat or sleeve material
- Lining or coating compatibility
- Temperature range
- Concentration and pH of the liquid phase
- Whether abrasion will remove protective surfaces
A lined valve, elastomer sleeve, corrosion-resistant alloy, or protected seat design may be needed as part of the broader valve corrosion protection route, depending on the medium. The correct route depends on both the liquid chemistry and the mechanical wear path.
High-solids or mining slurry: clogging and cavity risk
Mining slurry and tailings often contain heavy solids, variable particle sizes, and abrasive particles. In these services, internal cavities and narrow passages become risk points.
High-solids slurry favors valve designs with:
- Cleaner flow paths
- Reduced dead zones
- Replaceable wear parts
- Strong seat or sleeve protection
- Maintenance access
- Clear isolation duty
Knife gate and pinch valves are often reviewed early for these conditions. Slurry ball valves may still work in selected services, but only when designed for the particle load and duty.
Isolation vs control vs check duty
The same slurry may require different valves in different pipeline positions.
- Isolation duty requires reliable open/close shutoff.
- Control duty requires stable throttling and erosion-resistant flow control.
- Check duty requires automatic prevention of reverse flow.
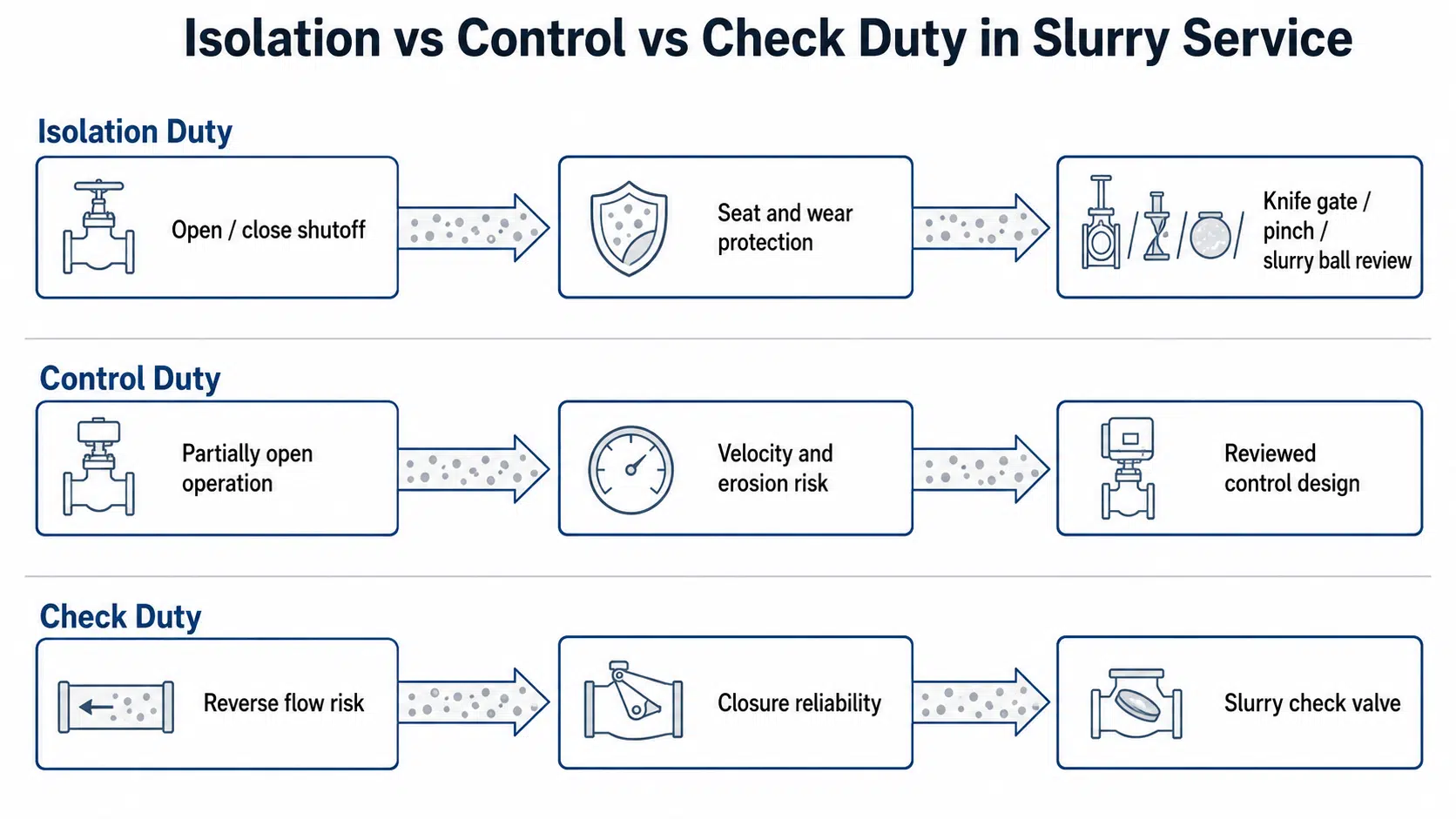
A valve suitable for isolation may not survive continuous throttling. A check valve that protects a pump should not be treated as a general shutoff valve. This duty distinction should be confirmed before finalizing the valve type.
Material, Seat, Sleeve, Liner, and Coating Selection
A slurry valve is not selected only by body style. The contact surfaces determine how long the valve will seal and operate.
Body and trim compatibility
The body, trim, stem, gate, disc, ball, and internal components should match both the liquid phase and the solids. Corrosive liquid can attack the base metal, while abrasive particles remove protective layers or wear down sealing surfaces.
In mild slurry, standard industrial materials may be acceptable. In severe abrasive or corrosive slurry, the material route may require corrosion-resistant alloys, lined bodies, coated surfaces, or replaceable internal parts.
Seat, sleeve, and liner wear paths
The seat is often the most critical sealing point. In ball valves and butterfly valves, abrasive particles can damage the seat and reduce shutoff performance. In pinch valves, the sleeve carries much of the wear burden. In knife gate valves, sleeve or seat design determines how well the valve tolerates solids during closing.
A practical selection should ask:
- Which part contacts the slurry first?
- Which part provides shutoff?
- Can the worn part be replaced?
- Will particles collect near the sealing area?
- Does the design tolerate settling or buildup?
The answer should point to a valve route, not just a material name. A hard material on the wrong flow path may still fail if the geometry traps solids or concentrates velocity.
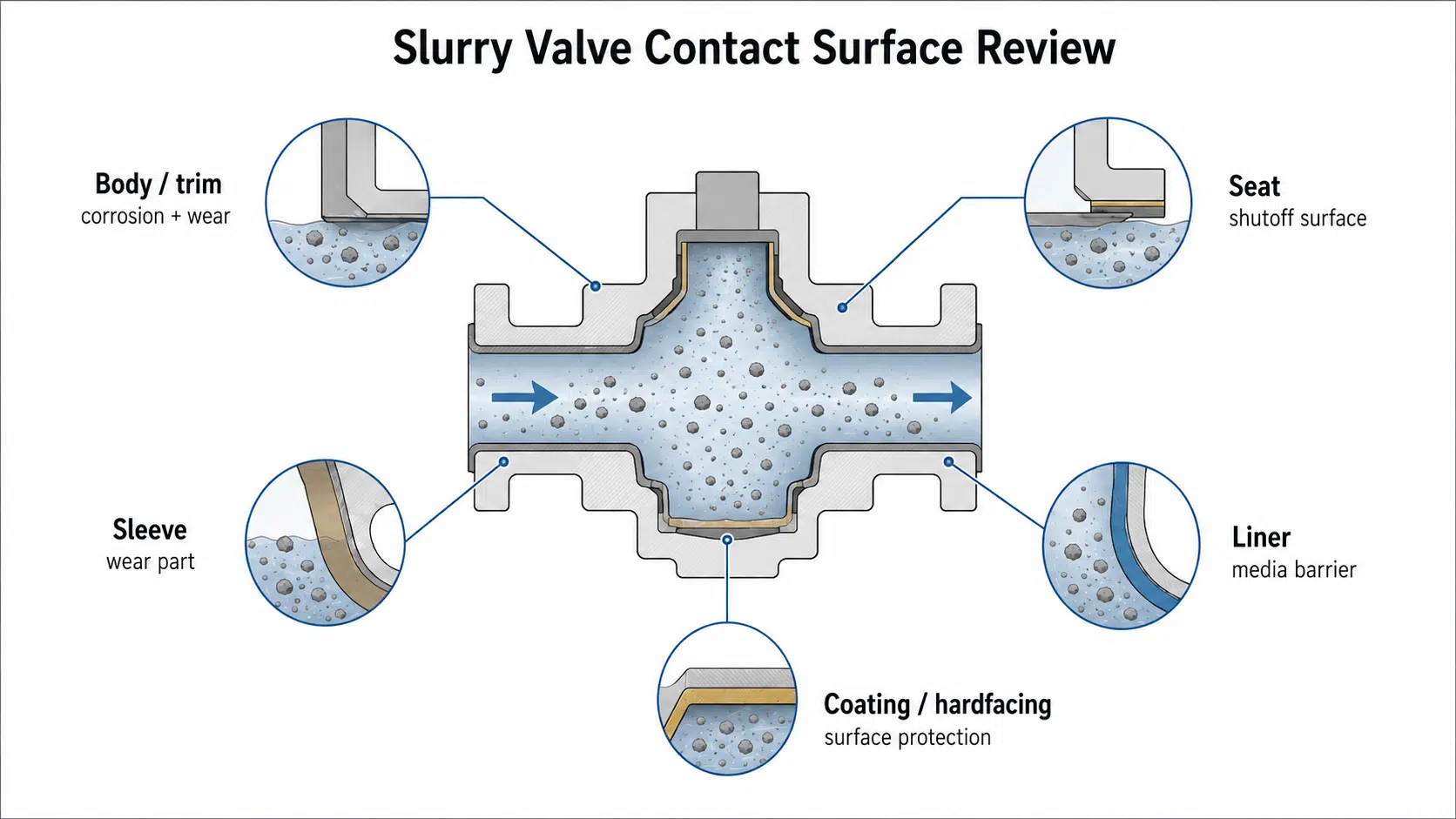
Coating and hardfacing for abrasive service
Coatings and hardfacing can improve wear resistance, especially for slurry ball valves, gates, seats, discs, and trim parts. However, coatings are not a substitute for correct valve type selection. If slurry velocity, particle hardness, or throttling duty is severe, coating alone may not solve the failure path.
Coating only works when it matches the valve type, flow duty, and wear path. A coated surface cannot compensate for a valve geometry that traps solids or throttles abrasive slurry through a narrow opening.
Coating and hardfacing should be treated as part of a complete design route: valve type, flow path, seat design, material compatibility, and maintenance plan.
Temperature, pressure, and chemical compatibility limits
Temperature and pressure affect sealing material, body rating, sleeve life, coating behavior, and actuator torque. Chemical compatibility affects elastomers, liners, coatings, and metallic materials.
Before selecting a slurry valve, confirm:
| Selection Factor | Why It Matters |
|---|---|
| Solids concentration | Higher solids increase abrasion, clogging, torque demand, and dead-zone risk |
| Particle size and hardness | Larger or harder particles accelerate seat, sleeve, liner, disc, ball, and trim wear |
| Corrosiveness | Determines body, trim, liner, sleeve, and coating compatibility |
| Temperature | Limits elastomer, sleeve, lining, coating, and seat material choices |
| Pressure and differential pressure | Affects shutoff load, body rating, seat stress, and actuation demand |
| Flow duty | Isolation, control, and check duty require different valve behavior and wear protection |
| Maintenance access | Slurry valves often need inspection, cleaning, and wear-part replacement |
Maintenance, Lifecycle, and Application Data Checklist
The best slurry valve is not only the valve that works on day one. It is the valve that can keep operating after solids, abrasion, corrosion, cycling, and maintenance exposure.
Wear parts and maintenance access
Slurry valves should be reviewed for inspection and wear-part replacement. Seats, sleeves, liners, coatings, discs, balls, and gates may wear faster than the body itself. If the valve is installed in a hard-to-access location, maintenance difficulty becomes part of the selection decision.
A valve with replaceable sleeves or seats may reduce downtime in abrasive service. A compact valve with poor access to wear parts may cost more over its service life.
Why lifecycle cost matters in slurry service
Initial valve cost can be misleading in slurry applications. A low-cost valve may fail early if solids damage the seat, clog internal cavities, or increase operating torque. Frequent leakage, unplanned shutdowns, sleeve failures, and actuator problems can make the wrong valve expensive.
Lifecycle review should include:
- Expected wear rate
- Shutoff requirement
- Maintenance interval
- Spare part availability
- Downtime impact
- Cleaning or flushing requirement
- Actuation torque over time
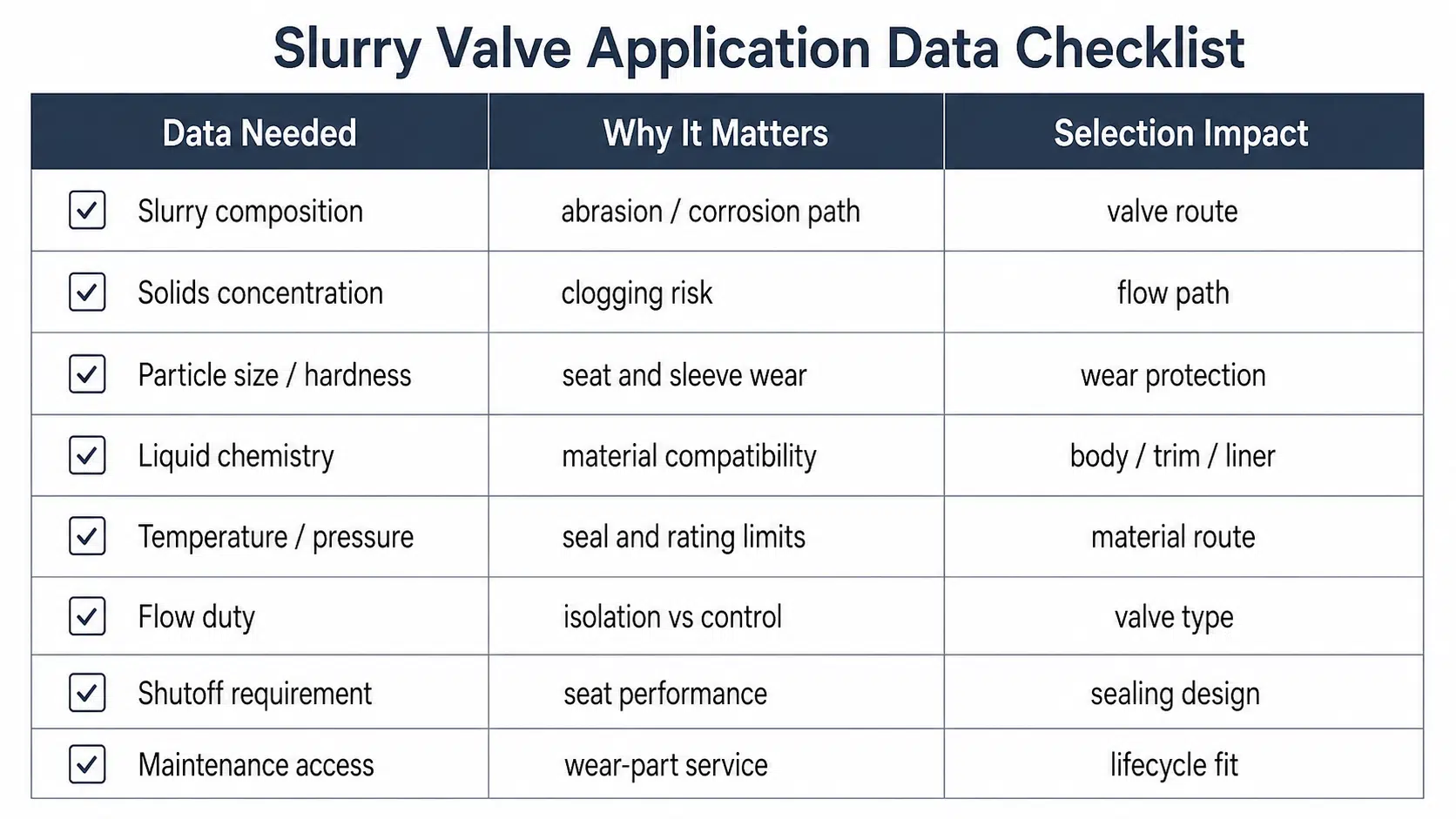
Data to prepare before selecting a slurry valve
Before asking for a valve recommendation, prepare the following information:
| Data Needed | Why It Matters |
|---|---|
| Slurry composition | Determines whether the problem is mainly abrasion, corrosion, scaling, settling, or a combined failure path |
| Solids concentration | Helps estimate abrasion load, clogging risk, and whether dead zones or narrow passages are acceptable |
| Particle size and hardness | Directly affects seat/disc erosion, sleeve life, liner wear, and the chance of particles lodging in ball valve cavities |
| Liquid phase chemistry | Determines whether body, trim, sleeve, liner, coating, or elastomer materials are compatible |
| Temperature and pressure | Controls body rating, sealing route, sleeve suitability, coating behavior, and actuation demand |
| Flow rate and velocity | Influences erosion concentration, throttling wear, downstream wall impact, and valve sizing |
| Required duty | Separates isolation, throttling, and backflow prevention; wrong duty definition leads to the wrong valve route |
| Shutoff requirement | Determines whether the seat design can maintain sealing after solids exposure and wear |
| Installation position | Affects settling, drainage, trapped solids, cleaning access, and maintenance exposure |
| Maintenance expectation | Helps decide whether replaceable sleeve, seat, liner, or coating routes are needed to reduce downtime risk |
Final fit-check before engineering review
A slurry valve selection should not stop at “this valve type is commonly used.” The final check should confirm:
- Does the valve match the slurry’s solids load?
- Are the seat, sleeve, liner, or coating suitable for the wear path?
- Is the valve used for isolation, control, or backflow prevention?
- Can worn parts be inspected and replaced?
- Will solids accumulate inside the valve?
- Does the design match pressure, temperature, and chemical conditions?
- Can the valve still be cleaned, inspected, or serviced after solids exposure?
If the answer is unclear, the application should be reviewed before the valve type is finalized. A valve that looks suitable at installation may not be a lifecycle fit if it cannot maintain shutoff or be serviced after abrasion, settling, or buildup occurs.
FAQ
What is the best valve for abrasive slurry?
For severe abrasive slurry, pinch valves and slurry knife gate valves are usually the first valve routes to review for isolation service. A pinch valve is often preferred when scaling, buildup, or a sleeve-based flow path is important. A knife gate valve is a strong first check for high-solids isolation. A slurry-engineered ball valve may be considered when tight shutoff is required and particle loading, seat protection, and cavity risk are controlled. Standard clean-liquid valves may lose shutoff or require frequent maintenance in abrasive slurry.
Can ball valves be used for slurry?
Yes, but only when the ball valve is selected or engineered for slurry service. A standard soft-seated ball valve may suffer seat wear, cavity buildup, clogging, or torque increase in heavy abrasive or high-solids slurry. A slurry ball valve should be reviewed for seat protection, cavity risk, particle loading, pressure, temperature, and duty.
What is the difference between a standard ball valve and a slurry ball valve?
A standard ball valve is usually designed for clean or mildly contaminated fluids. A slurry ball valve is selected or engineered for abrasive and solids-bearing media. The difference may include seat design, hardfacing, coating, liner, port design, cavity-control features, and wear-resistant contact surfaces.
Which valve is better for abrasive slurry: pinch valve or knife gate valve?
A pinch valve is often better when the line has scaling, buildup, or a need for a sleeve-based full-bore path. A knife gate valve is often stronger for high-solids isolation where a gate and slurry-tolerant seat or sleeve design can handle difficult media. The better choice depends on pressure, temperature, particle size, chemistry, shutoff requirement, and maintenance expectations.
When should a check valve be used in slurry applications?
A slurry check valve should be used when reverse flow must be prevented, especially near pump discharge lines or standby pump arrangements. It should be selected for solids size, closing action, seat design, and the risk of particles interfering with closure.
Are butterfly valves suitable for slurry?
Butterfly valves can be suitable for moderate slurry, large-size lines, or space-limited installations. They require careful seat, disc, and liner selection because the disc remains in the flow path and can be exposed to abrasive particles.
What information is needed before selecting a slurry valve?
Useful information includes slurry composition, solids concentration, particle size and hardness, liquid chemistry, temperature, pressure, flow rate, duty type, shutoff requirement, installation position, and maintenance expectations.
Conclusion
The best valves for slurry applications are not chosen by valve name alone. Pinch valves, knife gate valves, slurry ball valves, butterfly valves, check valves, and selected control or diaphragm valves all have a place, but each one fits a different service.
For abrasive or high-solids slurry, start with the failure path: wear, clogging, settling, corrosion, and maintenance access. Then match the valve type to the duty: isolation, flow control, or backflow prevention. Finally, confirm the material, seat, sleeve, liner, coating, pressure, temperature, and lifecycle requirements.
The wrong slurry valve usually fails first at the contact surface: seat, sleeve, disc, ball, liner, coating, or body. A reliable selection should match the slurry’s wear path to the valve’s sealing route and maintenance route, not just to a familiar valve name.
Need Help Reviewing a Slurry Valve Application?
If you are unsure whether your slurry line needs a pinch valve, knife gate valve, slurry ball valve, butterfly valve, check valve, or another route, prepare the slurry composition, solids loading, particle size, duty, pressure, temperature, and shutoff requirement. NTGD Valve can review these conditions with the material route, sealing design, and maintenance boundary before final selection.
